You might also like
- Fertilizerfocus 09 04 PDFDocument3 pagesFertilizerfocus 09 04 PDFmariatiNo ratings yet
- 4000 MTPD Ammonia Plant PaperDocument8 pages4000 MTPD Ammonia Plant PaperJose DenizNo ratings yet
- Retrofit: Increasing The Efficiency of Pumps: Wayne Jones Ajit KumarDocument4 pagesRetrofit: Increasing The Efficiency of Pumps: Wayne Jones Ajit KumarDon LorimerNo ratings yet
- Autothermal Reforming Syngas 2010 PaperDocument20 pagesAutothermal Reforming Syngas 2010 PaperAkmal_Fuadi100% (1)
- Centrifugal CompressorDocument54 pagesCentrifugal CompressorAnonymous ffje1rpa63% (8)
- CRYOCARDocument19 pagesCRYOCARsheikh100% (1)
- Driving Centrifugal Compressor Technology - tcm795-1714387Document48 pagesDriving Centrifugal Compressor Technology - tcm795-1714387Kirti PatelNo ratings yet
- Collodi Ref.9Document4 pagesCollodi Ref.9Josiph BukairNo ratings yet
- Industrial Steam Turbines Improve Energy Utilization in Thermal Power Plants by R. WicklDocument8 pagesIndustrial Steam Turbines Improve Energy Utilization in Thermal Power Plants by R. WickljnmanivannanmechNo ratings yet
- Uhde Brochures PDF en 5 (Ammonia)Document0 pagesUhde Brochures PDF en 5 (Ammonia)golovanNo ratings yet
- API 618 Reciprocating CompressorDocument12 pagesAPI 618 Reciprocating Compressorfoobar2016No ratings yet
- AFG Alpine Fluidised Bed Opposed Jet Mills (En)Document10 pagesAFG Alpine Fluidised Bed Opposed Jet Mills (En)alevandrorNo ratings yet
- Turboexpander-Compressor Technology For Ethylene Plants: GE Oil & GasDocument12 pagesTurboexpander-Compressor Technology For Ethylene Plants: GE Oil & Gaspatrickzluo100% (1)
- 4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev ClaesDocument8 pages4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev Claesvaratharajan g rNo ratings yet
- Latest Developments in Ammonia Production TechnologyDocument21 pagesLatest Developments in Ammonia Production TechnologyAnonymous msVFza100% (3)
- Wartsila W46Document28 pagesWartsila W46Kristina Bereišienė100% (3)
- Oil Free Process Gas Screw CompressorsDocument16 pagesOil Free Process Gas Screw CompressorsAndresoMartinecNo ratings yet
- Proven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFDocument12 pagesProven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFAngeloNo ratings yet
- D1 010 00 EN 47c97cDocument20 pagesD1 010 00 EN 47c97cJazmany OlivaresNo ratings yet
- Bwts Library 105 327Document12 pagesBwts Library 105 327joão_scherer_1No ratings yet
- 2008 Npra Iso Therming PresentationDocument26 pages2008 Npra Iso Therming PresentationGarry DavidNo ratings yet
- Use of Nitrogen Purge in Flare and Vent SystemsDocument8 pagesUse of Nitrogen Purge in Flare and Vent SystemsssnisharNo ratings yet
- Gastech2015 - WSA Case StudyDocument1 pageGastech2015 - WSA Case StudyIlham HakimNo ratings yet
- 789570a3-cee9-425e-8549-c161ad7146faDocument24 pages789570a3-cee9-425e-8549-c161ad7146faĐihiđrô MonoxitNo ratings yet
- Ammonia Technology TodayDocument22 pagesAmmonia Technology Todayrvnesari100% (3)
- Siemens CompressorDocument12 pagesSiemens Compressorverat81100% (1)
- Single-Vane Vacuum PumpsDocument0 pagesSingle-Vane Vacuum Pumpsstefanovicana1No ratings yet
- MAN D20 EngineDocument4 pagesMAN D20 EngineAleksey Reshin75% (4)
- Abu Quir Iii Start Up PDFDocument18 pagesAbu Quir Iii Start Up PDFAnonymous 1XHScfCI100% (1)
- Air Classification State of Art 20130110Document19 pagesAir Classification State of Art 20130110Alejandro LamuedraNo ratings yet
- Centrifugal Pumps For Molten Sulphur & H2so4 ProductionDocument6 pagesCentrifugal Pumps For Molten Sulphur & H2so4 ProductionSamir Ganguli100% (2)
- PCP VenezuelaDocument6 pagesPCP VenezuelakurtbkNo ratings yet
- Costos de Inversión IGCCDocument16 pagesCostos de Inversión IGCCFrancisco José Lara TeuberNo ratings yet
- Industrial Design and Optimization of Co2 Capture, Dehydration, and Compression Facilities PDFDocument11 pagesIndustrial Design and Optimization of Co2 Capture, Dehydration, and Compression Facilities PDFMmediong Udofia100% (2)
- Methanol TechnologyDocument8 pagesMethanol TechnologybltzkrigNo ratings yet
- HTTP WWW - Niigata-Power - Com English Products Gasengines IndexDocument6 pagesHTTP WWW - Niigata-Power - Com English Products Gasengines IndexSeong Ju KangNo ratings yet
- Valvetronic Engine Technology: Shahnawaz Khan, Bilal Yar Khan, Hashir Khan, Aaquib KhanDocument6 pagesValvetronic Engine Technology: Shahnawaz Khan, Bilal Yar Khan, Hashir Khan, Aaquib KhanLalit PatilNo ratings yet
- Turbomachinery For Ammonia Plants: Man TurboDocument20 pagesTurbomachinery For Ammonia Plants: Man TurboavwnashNo ratings yet
- Oil-Flooded Screw Compressor With 100barg Discharge PressureDocument1 pageOil-Flooded Screw Compressor With 100barg Discharge PressureSeindahNyaNo ratings yet
- Cyl DeacDocument5 pagesCyl DeacbabunrajunNo ratings yet
- Technip EthyleneDocument12 pagesTechnip Ethylenewiroont100% (1)
- EuroVI Engine PDFDocument20 pagesEuroVI Engine PDFmihai_1957100% (1)
- AirPol Venturi Scrubber BrochureDocument8 pagesAirPol Venturi Scrubber Brochurejosedalceggio1955No ratings yet
- Sulphuric Acid PlantsDocument16 pagesSulphuric Acid PlantsSekar.SNo ratings yet
- Wartsila 32 Diesel Engine AnalysisDocument8 pagesWartsila 32 Diesel Engine Analysisivanadityan100% (1)
- Lurgi Mega Methanol by Combined ReformingDocument25 pagesLurgi Mega Methanol by Combined ReformingKeena Rahim100% (1)
- TNO Halland Euro 6 ComparisonDocument6 pagesTNO Halland Euro 6 ComparisonVikrant BhaleraoNo ratings yet
- Oil-Free Press-Gas Screw CompressorsDocument16 pagesOil-Free Press-Gas Screw CompressorsMANIU RADU-GEORGIAN100% (1)
- Aeroderivative Gas Turbine FinalDocument16 pagesAeroderivative Gas Turbine Finaldylan_dearing@hotmail.comNo ratings yet
- Four Stroke Diesel EngineDocument9 pagesFour Stroke Diesel Engineteguh arif pratama adi putraNo ratings yet
- Performance Analysis and Fabrication On A Turbocharger in Two Stroke Single Cylinder Petrol EngineDocument8 pagesPerformance Analysis and Fabrication On A Turbocharger in Two Stroke Single Cylinder Petrol Engineashan19800217No ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Pounder's Marine Diesel Engines and Gas TurbinesFrom EverandPounder's Marine Diesel Engines and Gas TurbinesRating: 4 out of 5 stars4/5 (15)
- New Technologies for Emission Control in Marine Diesel EnginesFrom EverandNew Technologies for Emission Control in Marine Diesel EnginesNo ratings yet
- Underground Gas Storage Facilities: Design and ImplementationFrom EverandUnderground Gas Storage Facilities: Design and ImplementationNo ratings yet
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsFrom EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsNo ratings yet
- Notesonhydraulic00owenrich DjvuDocument1,415 pagesNotesonhydraulic00owenrich DjvuAditya KumarNo ratings yet
- DENR Accredited LabsDocument16 pagesDENR Accredited LabsThaliaNo ratings yet
- Concept Maps in Chemistry EducationDocument5 pagesConcept Maps in Chemistry EducationLiliapple AvilaNo ratings yet
- CII Bench Marking & MetricsDocument53 pagesCII Bench Marking & MetricsjorgearangogNo ratings yet
- Herrenknecht Raise Boring Rig Rbr400Vf: Powerful Shaft BoringDocument2 pagesHerrenknecht Raise Boring Rig Rbr400Vf: Powerful Shaft BoringvcampurojasNo ratings yet
- AGC-3 Operators Manual 4189340525 ESDocument40 pagesAGC-3 Operators Manual 4189340525 ESWilliam AlvaradoNo ratings yet
- Readymade Earth KitDocument4 pagesReadymade Earth KitRahul DasNo ratings yet
- Darcy-Weisbach Equation - Wikipedia, The Free EncyclopediaDocument3 pagesDarcy-Weisbach Equation - Wikipedia, The Free Encyclopediadonodoni0008No ratings yet
- Instrumentation Engineer With 6+ Years Experience (Thermal Power Plant 150 MW To 600 MW) Charles MathewDocument3 pagesInstrumentation Engineer With 6+ Years Experience (Thermal Power Plant 150 MW To 600 MW) Charles MathewTalal ArshadNo ratings yet
- Current Electricity Multiple Choice Questions (MCQ)Document12 pagesCurrent Electricity Multiple Choice Questions (MCQ)INDIAN ARMYNo ratings yet
- Manual Foton TB504-X161Y19K PDFDocument248 pagesManual Foton TB504-X161Y19K PDFjhon jairo valdes100% (1)
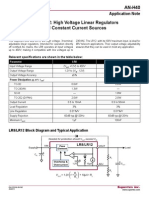
- An-H40-High Voltage Linear RegulatorsDocument5 pagesAn-H40-High Voltage Linear Regulatorsconti51No ratings yet
- Proposal SampleDocument33 pagesProposal SampleMichael MesfinNo ratings yet
- Tzim 18333Document8 pagesTzim 18333Amine KhNo ratings yet
- Task Risk Assessment Refresher Training: Sangachal TerminalDocument34 pagesTask Risk Assessment Refresher Training: Sangachal TerminalRauf HuseynovNo ratings yet
- ND: Yag Laser: Masroor C P School of Pure and Applied PhysicsDocument51 pagesND: Yag Laser: Masroor C P School of Pure and Applied PhysicsMasroor CpNo ratings yet
- Diagrama Eletrico D6K FBHDocument11 pagesDiagrama Eletrico D6K FBHHelio100% (1)
- BHMN 41005 IOM 19369F X 0920 English UpdatedDocument28 pagesBHMN 41005 IOM 19369F X 0920 English Updatedspartacus.avoukarouilleNo ratings yet
- SmartPlug Isolation Tool BrochureDocument6 pagesSmartPlug Isolation Tool BrochureFaisal AwanNo ratings yet
- Ether Technology PDFDocument2 pagesEther Technology PDFMichaelNo ratings yet
- 05electrostatics (118 156) 1Document24 pages05electrostatics (118 156) 1Ashok PradhanNo ratings yet
- Operation Manual: Daikin Room Air ConditionerDocument44 pagesOperation Manual: Daikin Room Air ConditionerKarthik KurapatiNo ratings yet
- DCI NEW Product GuideDocument24 pagesDCI NEW Product GuidePaul LairdNo ratings yet
- Production Drawing & Pracctice Lab ManualDocument23 pagesProduction Drawing & Pracctice Lab ManualVenkateswar Reddy Mallepally88% (8)
- 049 - Valentas C8 Parte 1-13Document1 page049 - Valentas C8 Parte 1-13Ana RodriguezNo ratings yet
- FinalDocument29 pagesFinalabhishek_nitwNo ratings yet
- Protection of Power Systems: 8. Impedance (Distance) RelaysDocument41 pagesProtection of Power Systems: 8. Impedance (Distance) RelaysMonika LeonitaNo ratings yet
- SAIC-A-2009 Rev 0Document3 pagesSAIC-A-2009 Rev 0philipyapNo ratings yet
- Pre Commissioning Checklist For Screw ChillersDocument2 pagesPre Commissioning Checklist For Screw Chillersnihar039255No ratings yet
- DC To DC Two Quadrant ConverterDocument7 pagesDC To DC Two Quadrant Converterhamza abdo mohamoudNo ratings yet