You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Amy Benson 5042456 Con108 As3Document19 pagesAmy Benson 5042456 Con108 As3Keira & BraxNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 3 Storey 3 Bedroom Apartment Building (OSEI BREFO)Document78 pages3 Storey 3 Bedroom Apartment Building (OSEI BREFO)NORTSEN ALBERT100% (2)
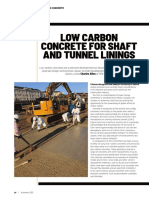
- Low Carbon Concrete For Shaft and Tunnel LiningsDocument6 pagesLow Carbon Concrete For Shaft and Tunnel Liningsgioinfra IndiaNo ratings yet
- Blurred Transparencies in Contemporary Glass Archi... - (PG 76 - 127)Document52 pagesBlurred Transparencies in Contemporary Glass Archi... - (PG 76 - 127)sherinshaji2002No ratings yet
- Arc 044 Building Technology 05: Phinma-University of PangasinanDocument32 pagesArc 044 Building Technology 05: Phinma-University of PangasinanMarrielle BalagotNo ratings yet
- RMI Report-Reducing Embodied-Carbon-2021Document47 pagesRMI Report-Reducing Embodied-Carbon-2021mludwig8888100% (1)
- Classic Leg Vise InstructionsDocument34 pagesClassic Leg Vise InstructionsIulian MihaiNo ratings yet
- Technical Data Sheet: Epoguard EnamelDocument3 pagesTechnical Data Sheet: Epoguard Enameltrường phạmNo ratings yet
- BELT WrenchesDocument3 pagesBELT Wrenchesjayarams4uNo ratings yet
- Loadings - NSCP 2015 - 2 Storey Residential Concrete StructureDocument48 pagesLoadings - NSCP 2015 - 2 Storey Residential Concrete StructureRyan MacutoNo ratings yet
- FINISHESDocument80 pagesFINISHESJazella RasonabeNo ratings yet
- Make A Massironi ShelfDocument11 pagesMake A Massironi ShelfterenoNo ratings yet
- Architectural Decorative Elements of Tirana Traditional Villas: The Italian ImpactDocument11 pagesArchitectural Decorative Elements of Tirana Traditional Villas: The Italian ImpactElid A. ShaqiriNo ratings yet
- Fitter - Semester II - CITS - Module 1: Limits and FitsDocument65 pagesFitter - Semester II - CITS - Module 1: Limits and Fitsvivek dongareNo ratings yet
- Power, Bench and Machine ToolsDocument1 pagePower, Bench and Machine ToolsPAUL BRAMONT ARIAS HILASACANo ratings yet
- Estimate Laxmi Baug Nalla Bridge R1 (As Per New SOR)Document42 pagesEstimate Laxmi Baug Nalla Bridge R1 (As Per New SOR)Sandeep RajurkarNo ratings yet
- 1.9. Minimum Requirements For A Dwelling UnitDocument2 pages1.9. Minimum Requirements For A Dwelling UnitGian SanchezNo ratings yet
- D-698 Door Window ScheduleDocument7 pagesD-698 Door Window Schedulemanu guptaNo ratings yet
- AgregateDocument30 pagesAgregateIntan MadiaaNo ratings yet
- Suncity Avenue 76 - Leaflet-3Document2 pagesSuncity Avenue 76 - Leaflet-3Abhi SharmaNo ratings yet
- LPG Check ListDocument39 pagesLPG Check ListARUL SANKARANNo ratings yet
- Capstone Project Report SampleDocument44 pagesCapstone Project Report SampleKunal Maha100% (1)
- Greenjams PDFDocument4 pagesGreenjams PDFSanjanaNo ratings yet
- Rekapmaterial 9Document1 pageRekapmaterial 9harimurtieNo ratings yet
- Firestone UltraPly TPO Roofing Systems Application Guide Installation Instructions 960823Document20 pagesFirestone UltraPly TPO Roofing Systems Application Guide Installation Instructions 960823داروین پرزNo ratings yet
- Dwnload Full Introduction To Operations Research 10th Edition Fred Hillier Solutions Manual PDFDocument36 pagesDwnload Full Introduction To Operations Research 10th Edition Fred Hillier Solutions Manual PDFsquiffycis9444t8100% (13)
- Slide in Bridge Construction: Design EngineersDocument76 pagesSlide in Bridge Construction: Design EngineersDipak BorsaikiaNo ratings yet
- Chapter 2 General Introduction About Advanced Construction MaterialsDocument44 pagesChapter 2 General Introduction About Advanced Construction Materialseyob yohannesNo ratings yet
- Fangsu CatalogDocument13 pagesFangsu Catalog常青树No ratings yet
- Mock Up Standardization Process - 31dec2020Document9 pagesMock Up Standardization Process - 31dec2020incredible MaharashtraNo ratings yet