You might also like
- JSSSEH Implementation Guide 20028 - SmithDocument22 pagesJSSSEH Implementation Guide 20028 - Smith135 cashewNo ratings yet
- Woody 2000 Final ProjectDocument15 pagesWoody 2000 Final Projectefuente11100% (4)
- CPAA Field Testing of Concrete Pipelines and JointsDocument12 pagesCPAA Field Testing of Concrete Pipelines and JointsSameh BelalNo ratings yet
- The Pressure Testing of DI CI and PVC Pipe - Upload - 27!10!16Document4 pagesThe Pressure Testing of DI CI and PVC Pipe - Upload - 27!10!16Rushan Lakdimuthu100% (1)
- What's The Min &max Range of Pressure Gauge For Hydro TestDocument4 pagesWhat's The Min &max Range of Pressure Gauge For Hydro TestdushyantNo ratings yet
- Pressure Tests of Piping Systems-Hydrotest Vs Pneumatic TestDocument4 pagesPressure Tests of Piping Systems-Hydrotest Vs Pneumatic TestRakesh RanjanNo ratings yet
- TN 46 Guidance Field Hydro Test Hdpe Pressure ConsiderationsDocument17 pagesTN 46 Guidance Field Hydro Test Hdpe Pressure ConsiderationsZohair AftabNo ratings yet
- APGA Code of Practice For Upstream PE Gathering Lines in The CSG IndustryDocument174 pagesAPGA Code of Practice For Upstream PE Gathering Lines in The CSG Industrydamian o'connorNo ratings yet
- Hydro Static Test Water Management Guidelines-1Document142 pagesHydro Static Test Water Management Guidelines-1gjabyNo ratings yet
- Flushing Water Velocity Calculation MethodologyDocument5 pagesFlushing Water Velocity Calculation MethodologySrihari KodimelaNo ratings yet
- L4-QAT-087A Method Statement For CCTV Inspection SurveyDocument10 pagesL4-QAT-087A Method Statement For CCTV Inspection SurveyrajaNo ratings yet
- Piping Pickling Flushing: Special EditionDocument13 pagesPiping Pickling Flushing: Special EditionHotnCrispy CrispyNo ratings yet
- Section 20 Horizontal Directional Drilling (HDD) /hdpe Pipe: 20.01 Scope: A. GeneralDocument6 pagesSection 20 Horizontal Directional Drilling (HDD) /hdpe Pipe: 20.01 Scope: A. GeneralRon CylNo ratings yet
- Disinfection Procedure For Water Distribution LinesDocument3 pagesDisinfection Procedure For Water Distribution Linesfa forb100% (1)
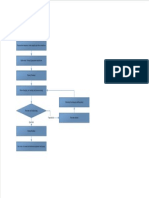
- Pipeline Pressure Test Flow Chart PDFDocument1 pagePipeline Pressure Test Flow Chart PDFKing王No ratings yet
- L4-QAT-087E Method Statement For LED Cure Lining 22-3-2022Document11 pagesL4-QAT-087E Method Statement For LED Cure Lining 22-3-2022rajaNo ratings yet
- Pressure and Leakage TestsDocument4 pagesPressure and Leakage TestsgunsakNo ratings yet
- Hydrostatic Test - Wikipedia, The Free EncyclopediaDocument4 pagesHydrostatic Test - Wikipedia, The Free Encyclopediaramthecharm_46098467No ratings yet
- Camx 2015 Vaidya UabDocument11 pagesCamx 2015 Vaidya UabJuNeng NigLtdNo ratings yet
- Pipeline Acronyms and Classifications GuidelineDocument12 pagesPipeline Acronyms and Classifications GuidelinelsaishankarNo ratings yet
- Pressure Tests of Piping SystemsDocument14 pagesPressure Tests of Piping SystemsharishcsharmaNo ratings yet
- Inspection and Test Plan (ITP)Document7 pagesInspection and Test Plan (ITP)Zulfokar FahdawiNo ratings yet
- Astm - D 3754-04Document14 pagesAstm - D 3754-04Wen ZhuNo ratings yet
- DOD-ITP - INS-008-ITP FOR Installation and Testing of Fiber Optic Cable - Rev.0Document2 pagesDOD-ITP - INS-008-ITP FOR Installation and Testing of Fiber Optic Cable - Rev.0Bharathi100% (1)
- MC L 01A Pre Hydrotest LinewalkDocument1 pageMC L 01A Pre Hydrotest LinewalkMemyhu MahmudahNo ratings yet
- Appendix F - ESS 2.21 Hydrostatic Testing Procedures For Facilities - A4L3D7Document17 pagesAppendix F - ESS 2.21 Hydrostatic Testing Procedures For Facilities - A4L3D7prakash07343No ratings yet
- Klamflexproduct BrochureDocument24 pagesKlamflexproduct BrochureblindjaxxNo ratings yet
- SAES-L-470 PDF Download - Trenchless Pipelines Construction - PDFYARDocument7 pagesSAES-L-470 PDF Download - Trenchless Pipelines Construction - PDFYARZahidRafiqueNo ratings yet
- RP-21-STN-001-A-05 (Surge Analysis For Unit III) 16mar2022Document201 pagesRP-21-STN-001-A-05 (Surge Analysis For Unit III) 16mar2022ALINo ratings yet
- HDPEDocument16 pagesHDPEadventure11111No ratings yet
- Piping Hydrostatic Test Procedure Rev0Document8 pagesPiping Hydrostatic Test Procedure Rev0smsunil12345No ratings yet
- Modelling COP Ver 03.001Document69 pagesModelling COP Ver 03.001Ikenna Okere100% (1)
- CMS-830-06-FM-40003 Safe Working Distance For Hydrotesting of PipingDocument2 pagesCMS-830-06-FM-40003 Safe Working Distance For Hydrotesting of PipingLuis Claro OrtizNo ratings yet
- Re-Welding, Expansion & HT ProcedureDocument6 pagesRe-Welding, Expansion & HT Proceduresuria qaqcNo ratings yet
- PVC Hepworth Tech HandbookDocument43 pagesPVC Hepworth Tech HandbookskodgeNo ratings yet
- HYDROTEST OF UNDERGROUND PIPING - Rev.2Document11 pagesHYDROTEST OF UNDERGROUND PIPING - Rev.2Florante NoblezNo ratings yet
- United States Department of The Interior: Mr. J.E. WardDocument20 pagesUnited States Department of The Interior: Mr. J.E. WardGrishworld ShanNo ratings yet
- IAGI Hdpe Installation SpecDocument18 pagesIAGI Hdpe Installation Speccorrundum_vNo ratings yet
- Compipe BrochureDocument48 pagesCompipe Brochureninju1No ratings yet
- Ductile Iron Pipe For Wastewater ApplicationsDocument8 pagesDuctile Iron Pipe For Wastewater ApplicationsESiLibraryNo ratings yet
- HSS80 Heat Shrink Sleeve: Features & BenefitsDocument2 pagesHSS80 Heat Shrink Sleeve: Features & BenefitsAnonymous eEJDOR2100% (1)
- 33 0401 UTIL Underground Pipe InstallationDocument5 pages33 0401 UTIL Underground Pipe InstallationfaissuNo ratings yet
- HOBAS Pressure Pipes SystemsDocument40 pagesHOBAS Pressure Pipes Systemsu_florinNo ratings yet
- 1.2 Pressure Test Methodology - 23!06!22 - UpdatedDocument10 pages1.2 Pressure Test Methodology - 23!06!22 - UpdatedAbdullah Al JubayerNo ratings yet
- PRE-QUALIFICATION - Pavers - Aalco GroupDocument75 pagesPRE-QUALIFICATION - Pavers - Aalco GroupJason RazatlabNo ratings yet
- Plastic Pipe Un - Imo.a.753.1993Document22 pagesPlastic Pipe Un - Imo.a.753.1993Dang Thanh TuanNo ratings yet
- 020 15140 - Testing and Disinfection Standard SpecificationDocument11 pages020 15140 - Testing and Disinfection Standard SpecificationbereketNo ratings yet
- How Vci WorkDocument21 pagesHow Vci Work同道文档中心100% (1)
- ASTM F 2164 - 02 (Reapproved 2007)Document5 pagesASTM F 2164 - 02 (Reapproved 2007)Carlos MontBlackNo ratings yet
- 2A?Djkhkcu: Insulation & LiningsDocument4 pages2A?Djkhkcu: Insulation & LiningsbenssjNo ratings yet
- Final Report Odoco1 TUB MPA Barjenbruch080411 KWB 080707 Final KleinDocument134 pagesFinal Report Odoco1 TUB MPA Barjenbruch080411 KWB 080707 Final KleinNuno FerreiraNo ratings yet
- Design Water Pump MullerDocument5 pagesDesign Water Pump MullerAnonymous z4Fe39jNo ratings yet
- CT 5550 Pumping Stations and Transport PipelinesDocument45 pagesCT 5550 Pumping Stations and Transport PipelineshamanoelgenNo ratings yet
- Discharge of Sewage from Sea Outfalls: Proceedings of an International Symposium Held at Church House, London, 27 August to 2 September 1974From EverandDischarge of Sewage from Sea Outfalls: Proceedings of an International Symposium Held at Church House, London, 27 August to 2 September 1974A. L. H. GamesonNo ratings yet
- TN 46Document23 pagesTN 46Khalil AhmadNo ratings yet
- Hydro Vs PneumaticDocument4 pagesHydro Vs PneumaticAnonymous rYZyQQot55No ratings yet
- Hydrotest Vs Pneumatic TestDocument5 pagesHydrotest Vs Pneumatic TestMidhun K Chandrabose100% (1)
- Pressure Testing of DI, PVC & HDPE Pipe Uploaded On 22-10-2020Document8 pagesPressure Testing of DI, PVC & HDPE Pipe Uploaded On 22-10-2020CrazyBookWormNo ratings yet
- Hydro Test Key PointsDocument16 pagesHydro Test Key PointsRahulNo ratings yet
- Hydrotest Procedure For Piping SystemsDocument6 pagesHydrotest Procedure For Piping Systemscatherine100% (1)
- Pressure Test System To Demonstrate Integrity: by Anil Kumar SaxenaDocument47 pagesPressure Test System To Demonstrate Integrity: by Anil Kumar SaxenaThe Engineers EDGE, Coimbatore100% (3)
- Hydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&AFrom EverandHydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&ANo ratings yet
- IADC/SPE 19923 Compressive Loading Casing DesignDocument11 pagesIADC/SPE 19923 Compressive Loading Casing DesignJuan GonzalezNo ratings yet
- DCDocument231 pagesDCAlexandru MihailNo ratings yet
- PS HVAC Design Project Planning PDFDocument2 pagesPS HVAC Design Project Planning PDFXozanNo ratings yet
- SCR Operation ManualDocument109 pagesSCR Operation ManualPradyumna JenaNo ratings yet
- Structural Analysis & Design of MSBDocument29 pagesStructural Analysis & Design of MSBthak49100% (1)
- Optimization of Cavity Size in Hollow Sandcrete BlocksDocument5 pagesOptimization of Cavity Size in Hollow Sandcrete BlocksOkewole Olayemi SamuelNo ratings yet
- Load Design ChartDocument12 pagesLoad Design ChartLuis Ugalde MirandaNo ratings yet
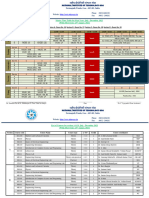
- First Year Mater Time Table 22august2023Document3 pagesFirst Year Mater Time Table 22august2023Manoj YarlankiNo ratings yet
- Mastering Python Scientific Computing - Sample ChapterDocument25 pagesMastering Python Scientific Computing - Sample ChapterPackt Publishing33% (3)
- Textbook DetDocument12 pagesTextbook DetrenatoNo ratings yet
- Ngss Cc-M-Stem Lesson-CatapultsDocument14 pagesNgss Cc-M-Stem Lesson-Catapultsapi-359626316No ratings yet
- Research Assistant - Smart Manufacturing Factory Designer 230795 at University of StrathclydeDocument1 pageResearch Assistant - Smart Manufacturing Factory Designer 230795 at University of StrathclydeOzden IsbilirNo ratings yet
- Comments On Chilled Water Pipes MethodDocument3 pagesComments On Chilled Water Pipes MethodAbdelrhman EsawyNo ratings yet
- Programmable Logic Controller (PLC) : Abhishek SoniDocument36 pagesProgrammable Logic Controller (PLC) : Abhishek SoniAbhishek SoniNo ratings yet
- BJM CORP ALL-TEST™ Tech Note: Trans01: Theme: Transformer Testing - 3 Phase TransformersDocument2 pagesBJM CORP ALL-TEST™ Tech Note: Trans01: Theme: Transformer Testing - 3 Phase TransformersvijaysatawNo ratings yet
- CA08103003Z EN INT - Apr2016 PDFDocument316 pagesCA08103003Z EN INT - Apr2016 PDFfire&gasNo ratings yet
- Apqp - DR SHFTDocument60 pagesApqp - DR SHFTrajesh5000100% (2)
- Lecture 0Document32 pagesLecture 0vikrant kumarNo ratings yet
- BS en 61557-6-2007Document16 pagesBS en 61557-6-2007Linh TruongNo ratings yet
- WhitePaper SimSci ROMeoAutomatedRigorousPerformanceMonitoringARPM 07-10 SIMSCIDocument7 pagesWhitePaper SimSci ROMeoAutomatedRigorousPerformanceMonitoringARPM 07-10 SIMSCIKumar GanapathyNo ratings yet
- Module 1 - Introduction To Geotechnical EngineeringDocument14 pagesModule 1 - Introduction To Geotechnical EngineeringkaicaNo ratings yet
- Iei Pe El 20220502Document12 pagesIei Pe El 20220502Ramu DNo ratings yet
- IECEx TSA 07.0015 1Document7 pagesIECEx TSA 07.0015 1Loops WuadaloopsNo ratings yet
- BS 1881-202 - 1986 PDFDocument8 pagesBS 1881-202 - 1986 PDFMorched TounsiNo ratings yet
- Specific Project SpecificationDocument5 pagesSpecific Project SpecificationElias EliasNo ratings yet
- Extensive Applications of PM Gears: FocusDocument4 pagesExtensive Applications of PM Gears: FocusAAAHNo ratings yet
- Wcdma Optimization GuideDocument2 pagesWcdma Optimization GuideBenaiad AbdellahNo ratings yet
- Electrical Machines-II LabDocument43 pagesElectrical Machines-II Labmat labNo ratings yet