You might also like
- Summary of Differences PSL 1 & PSL 2: Era EnergyDocument1 pageSummary of Differences PSL 1 & PSL 2: Era EnergyTracy EvansNo ratings yet
- Summary of Differences PSL 1 and PSL 2 (Based On API 5L Edition 43)Document1 pageSummary of Differences PSL 1 and PSL 2 (Based On API 5L Edition 43)Chegg ChemNo ratings yet
- Difference Between PSL1 and PSL2Document1 pageDifference Between PSL1 and PSL2samkarthik47100% (1)
- PSL1vsPSL2PipeSpecificationsDocument2 pagesPSL1vsPSL2PipeSpecificationsaqhammamNo ratings yet
- Piping FabricationDocument36 pagesPiping Fabricationbvenky991100% (5)
- Pipe Specification A135Document1 pagePipe Specification A135Rakesh PrabuNo ratings yet
- Pipe Specification A135Document1 pagePipe Specification A135Waseem Abbas AttariNo ratings yet
- Electronic Constructions: Luis Centeno II Term 2015 - 2016Document17 pagesElectronic Constructions: Luis Centeno II Term 2015 - 2016Christian Parra PachecoNo ratings yet
- Pipe Specification A135 PDFDocument1 pagePipe Specification A135 PDFjosebaldesNo ratings yet
- Differences between psi1 and psi2 pipe standardsDocument1 pageDifferences between psi1 and psi2 pipe standardsclyde shugartNo ratings yet
- CEPL Product CatalogueDocument51 pagesCEPL Product CataloguevijayNo ratings yet
- Weldable Fine Grain Structural Steels For Pressure Vessels P355NH PDFDocument2 pagesWeldable Fine Grain Structural Steels For Pressure Vessels P355NH PDFRABEEA ALFLAHINo ratings yet
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDocument7 pagesA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingNo ratings yet
- Al-Jazera Steel Factories API 5L Pipe SpecificationsDocument22 pagesAl-Jazera Steel Factories API 5L Pipe Specificationsmullanji50% (2)
- Mobrey 9000 Series Pressure TransmittersDocument6 pagesMobrey 9000 Series Pressure TransmittersCardoso MalacaoNo ratings yet
- Major Differences Between API 5L PSL 1 & PSL 2 PipesDocument1 pageMajor Differences Between API 5L PSL 1 & PSL 2 PipesvijayachiduNo ratings yet
- OerlikonDocument131 pagesOerlikonrvsreddy1972No ratings yet
- DSS PQR Requirements for Ferrite, Charpy, HI, PREN, MicrostructureDocument2 pagesDSS PQR Requirements for Ferrite, Charpy, HI, PREN, MicrostructureANIL PLAMOOTTILNo ratings yet
- Seamless Pipes - API 5L Grade X65 PSL 2Document2 pagesSeamless Pipes - API 5L Grade X65 PSL 2shiv kr dubeyNo ratings yet
- PX309 100MVDocument5 pagesPX309 100MVAnonymous sZSqlCILsNo ratings yet
- Hot Rolled Coils For Large Diameter Pipes L360NBDocument2 pagesHot Rolled Coils For Large Diameter Pipes L360NBvayo99No ratings yet
- Data Sheet E308L-17Document2 pagesData Sheet E308L-17Shaik Nizam UddinNo ratings yet
- Mock Up, WPS & PQRDocument12 pagesMock Up, WPS & PQRVaibhav100% (1)
- Metal Film Resistors MRS16S/25: Philips Components Product SpecificationDocument12 pagesMetal Film Resistors MRS16S/25: Philips Components Product SpecificationnrsaranNo ratings yet
- HIC Caused by The Inclusion Is The First Determined in Its FormDocument3 pagesHIC Caused by The Inclusion Is The First Determined in Its FormDen MartinNo ratings yet
- P355NL1 structural steel for pressure vesselsDocument2 pagesP355NL1 structural steel for pressure vesselsbramantiya100% (1)
- EN 758 Tubular Cored Electrodes Structural Steel SpecDocument2 pagesEN 758 Tubular Cored Electrodes Structural Steel SpecdanghpNo ratings yet
- OxyTrans DatasheetDocument2 pagesOxyTrans DatasheetZaki nouiNo ratings yet
- Giới thiệu dây SAWDocument4 pagesGiới thiệu dây SAWNguyen Thanh TrungNo ratings yet
- Differential Pressuer SensorDocument6 pagesDifferential Pressuer SensorAhmed MoharramNo ratings yet
- APC 625 Specs Rev 4 LT Annealed 9-03Document2 pagesAPC 625 Specs Rev 4 LT Annealed 9-03Jay SadNo ratings yet
- Axiom For Incredible CircumstancesDocument2 pagesAxiom For Incredible CircumstancesJessica JimenezNo ratings yet
- LPR (Linear Polarisation Resistance) : General Guide and AC Series Probe InformationDocument4 pagesLPR (Linear Polarisation Resistance) : General Guide and AC Series Probe InformationSimon AuNo ratings yet
- P460ML1Document2 pagesP460ML1Christiam Bernal MurilloNo ratings yet
- Ceramic Case Resisters - Wirewound / Metal Oxide: Electrical DataDocument2 pagesCeramic Case Resisters - Wirewound / Metal Oxide: Electrical DataAndradaNo ratings yet
- SUPRATHERME-NiSPLH4RDocument1 pageSUPRATHERME-NiSPLH4RJagan TnNo ratings yet
- S-23804-Eng - 22 12 HTDocument2 pagesS-23804-Eng - 22 12 HTbiliboi5No ratings yet
- Welded Pipes - API 5L Grade X65 PSL 2Document2 pagesWelded Pipes - API 5L Grade X65 PSL 2Minh TrungNo ratings yet
- API 5L Pipe SpecificationDocument23 pagesAPI 5L Pipe SpecificationGalo AyalaNo ratings yet
- Druck PANDA DatasheetDocument3 pagesDruck PANDA DatasheetmoreauNo ratings yet
- Alia APT3000 Pressure TransmitterDocument2 pagesAlia APT3000 Pressure TransmitterRexCrazyMindNo ratings yet
- T000003407 - FileName1 - 6079A-B-590-006 Vol-2Document32 pagesT000003407 - FileName1 - 6079A-B-590-006 Vol-2kanchanabalajiNo ratings yet
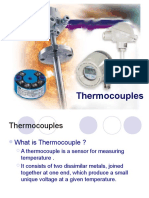
- Thermocouple GuideDocument57 pagesThermocouple GuidemkpqNo ratings yet
- Metrode E2209 (B-60) ElectrodeDocument6 pagesMetrode E2209 (B-60) ElectrodeClaudia MmsNo ratings yet
- X52Document16 pagesX52cj_kamNo ratings yet
- SR3020PT - SR30150PT: FeaturesDocument2 pagesSR3020PT - SR30150PT: FeaturesGiovanni SanchezNo ratings yet
- Grades and welding processes of seamless and welded pipes as per IS 3589Document17 pagesGrades and welding processes of seamless and welded pipes as per IS 3589Anonymous gr5Pr9AVNo ratings yet
- Hot-Rolled Coils For The Manufacture of Large-Diameter PipesDocument2 pagesHot-Rolled Coils For The Manufacture of Large-Diameter PipesismailinesNo ratings yet
- P91 MaterialDocument15 pagesP91 MaterialelrajilNo ratings yet
- Böhler 7018 h4r enDocument1 pageBöhler 7018 h4r enValentin Hernández TrianoNo ratings yet
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Power Supply Projects: A Collection of Innovative and Practical Design ProjectsFrom EverandPower Supply Projects: A Collection of Innovative and Practical Design ProjectsRating: 3 out of 5 stars3/5 (2)
- Physical Electronics: Handbook of Vacuum PhysicsFrom EverandPhysical Electronics: Handbook of Vacuum PhysicsA. H. BeckNo ratings yet
- STEM: Science, Technology, Engineering and Maths Principles Teachers Pack V10From EverandSTEM: Science, Technology, Engineering and Maths Principles Teachers Pack V10No ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Audio IC Projects: A Collection of Useful Circuits Based on Readily Available ChipsFrom EverandAudio IC Projects: A Collection of Useful Circuits Based on Readily Available ChipsNo ratings yet
- NavDocument1 pageNavBaskaranAyyapparajNo ratings yet
- Sat N24Document18 pagesSat N24BaskaranAyyapparajNo ratings yet
- Pipe Schedule and Thickness PDFDocument2 pagesPipe Schedule and Thickness PDFskychurch100% (1)
- IMIR StatusDocument129 pagesIMIR StatusBaskaranAyyapparajNo ratings yet