You might also like
- Nehrdzavejuce A Ziaruvzdorne OceleDocument76 pagesNehrdzavejuce A Ziaruvzdorne OcelelincolnelectricNo ratings yet
- Zliatiny NikluDocument8 pagesZliatiny NiklulincolnelectricNo ratings yet
- Zliatiny Medi - 0Document6 pagesZliatiny Medi - 0lincolnelectricNo ratings yet
- Nelegovane OceleDocument6 pagesNelegovane OcelelincolnelectricNo ratings yet
- Fisa Tehnica Cablu JE-H (ST) H PH90 PS60 Fca - 1 - OkDocument1 pageFisa Tehnica Cablu JE-H (ST) H PH90 PS60 Fca - 1 - OkPopescu AdrianNo ratings yet
- Zadanie Zvar.Document8 pagesZadanie Zvar.7netmaffiaNo ratings yet
- 18 Závislosť Elektrického Odporu Od Vlastností VodičaDocument8 pages18 Závislosť Elektrického Odporu Od Vlastností VodičaJakub BiškoNo ratings yet
- TvrdonavaryDocument2 pagesTvrdonavarylincolnelectricNo ratings yet
- Závislosť Odporu Od Vlastností Elektrického Vodiča (1) .Pptx-2-1Document16 pagesZávislosť Odporu Od Vlastností Elektrického Vodiča (1) .Pptx-2-1Alex MagneNo ratings yet
- Závislosť Odporu Od Vlastností Elektrického Vodiča (1) .Pptx-2Document16 pagesZávislosť Odporu Od Vlastností Elektrického Vodiča (1) .Pptx-2Alex MagneNo ratings yet
- Sa 500Document3 pagesSa 500eva.bzdilikovaNo ratings yet
- Taviva Pre ZPTDocument34 pagesTaviva Pre ZPTlincolnelectricNo ratings yet
- LINCORE - Tvrdonavary S Vlastnou OchranouDocument18 pagesLINCORE - Tvrdonavary S Vlastnou OchranoulincolnelectricNo ratings yet
- Strechy A Fasády Rozsah ProduktovDocument12 pagesStrechy A Fasády Rozsah Produktovpontius1234No ratings yet
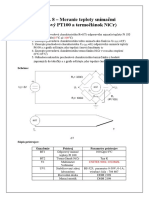
- Mechatronika - Meranie TeplotyDocument6 pagesMechatronika - Meranie TeplotyadamNo ratings yet
- KS800 SVKDocument4 pagesKS800 SVKiqNo ratings yet
- 3 VodičeDocument8 pages3 VodičeAnonymous xQTXMUNo ratings yet
- 023 - 0132 LAB LIXMAR SAS - MA II 3+SS 1000 (Trasiego)Document2 pages023 - 0132 LAB LIXMAR SAS - MA II 3+SS 1000 (Trasiego)coorprolixmar cooprolixmarNo ratings yet
- 210 ManualDocument35 pages210 ManualPeter Swanci SchwarzNo ratings yet
- Zadanie Tech.1-ZváranieDocument8 pagesZadanie Tech.1-ZváranieTomáš Sloviak100% (1)
- TDS EV-I Polyester Ova Chemicka KotvaDocument4 pagesTDS EV-I Polyester Ova Chemicka KotvamadmatskNo ratings yet
- Semestrálna Práca - Automatové Ocele Juraj Sádecký MI FPTDocument8 pagesSemestrálna Práca - Automatové Ocele Juraj Sádecký MI FPTmendik1No ratings yet
- FYZ 9 Zavislost Elektrickeho Odporu Od Vlastnosti Vodica. 2Document8 pagesFYZ 9 Zavislost Elektrickeho Odporu Od Vlastnosti Vodica. 2Karolína U.No ratings yet
- Cyky AykyDocument2 pagesCyky AykyLelkesBNo ratings yet
- GSE CONTROL 400 + BMZ Poland IESS (Slovak)Document5 pagesGSE CONTROL 400 + BMZ Poland IESS (Slovak)Jakub VonkomerNo ratings yet
- Elektrický Prúd V Kovoch: Ohmov Zákon Pre Časť Elektrického ObvoduDocument2 pagesElektrický Prúd V Kovoch: Ohmov Zákon Pre Časť Elektrického Obvoduadamkokomoc120% (1)
- Pasport Tlakovej Nádoby: Reflex Typ SDocument2 pagesPasport Tlakovej Nádoby: Reflex Typ SJuraj HodúlNo ratings yet
- 2 12 Použitie Konštrukčných A Vysokopevných OcelíDocument10 pages2 12 Použitie Konštrukčných A Vysokopevných OcelíLeo NikolskyNo ratings yet
- Cennik2 2020.v2Document52 pagesCennik2 2020.v2Pavol GyuríkNo ratings yet
- DILLDUR 500 V - VlastnostiDocument3 pagesDILLDUR 500 V - VlastnostiZoltán PálfyNo ratings yet
- Trenčianska Univerzita Alexandra Dubčeka V Trenčíne Fakulta Špeciálnej TechnikyDocument13 pagesTrenčianska Univerzita Alexandra Dubčeka V Trenčíne Fakulta Špeciálnej TechnikyYuriiNo ratings yet
- WWW Joziho-Technika EstrankDocument3 pagesWWW Joziho-Technika EstrankRey SorianoNo ratings yet
- Servisné Informácie 1Document122 pagesServisné Informácie 1Baciu Nicolae50% (2)
- B.5 Predmer I PredracunDocument143 pagesB.5 Predmer I PredracunDusanNikolicNo ratings yet
- LCF Protokol Šiška OhmovDocument3 pagesLCF Protokol Šiška OhmovSiska SiskaNo ratings yet
- Rozdelenie A Oznacovanie OceliDocument7 pagesRozdelenie A Oznacovanie Ocelimihalikj21900% (1)
- 1.3 Ohmov Zákon + El. OdporDocument4 pages1.3 Ohmov Zákon + El. OdporPeFo GamesNo ratings yet
- Elektrický Obvod, Vodiče A IzolantyDocument2 pagesElektrický Obvod, Vodiče A IzolantyNINILANo ratings yet
- MCLKP10 Osi Napravy HriadeleDocument18 pagesMCLKP10 Osi Napravy HriadeleВладислав ШикулаNo ratings yet
- BOSCH Cennik 06 2022 LowDocument119 pagesBOSCH Cennik 06 2022 LowPavol GyuríkNo ratings yet
- Zapojenie Rezistorov Do ParalelyDocument1 pageZapojenie Rezistorov Do Paralelylali MonkerNo ratings yet
- Ovladace FinalDocument1 pageOvladace FinalJiří ŠochNo ratings yet
- BUDERUS Cennik-2 06 2022 LowDocument64 pagesBUDERUS Cennik-2 06 2022 LowPavol GyuríkNo ratings yet
- Hookov Zã¡kon - Prã Klady 2023 2Document1 pageHookov Zã¡kon - Prã Klady 2023 2Soňa MolitorisováNo ratings yet
- Metabo KHE UHE 2kg TriedaDocument51 pagesMetabo KHE UHE 2kg Triedamadmatsk0% (1)
- Zvaracske Kurzy KovyDocument3 pagesZvaracske Kurzy Kovyzvaracska_skolaNo ratings yet
- StudijnymaterialDocument101 pagesStudijnymaterialМикола МельникNo ratings yet
- Krute Veze Sa Čeonom PločomDocument17 pagesKrute Veze Sa Čeonom PločomPethő Szilárd100% (1)
- VérificateurDocument14 pagesVérificateurSofiane KECHEROUDNo ratings yet
- Snímače Teploty A Prevodníky Teploty A. Všeobecné Ustanovenia 1. Vymedzenie Meradiel A Spôsob Ich Metrologickej KontrolyDocument7 pagesSnímače Teploty A Prevodníky Teploty A. Všeobecné Ustanovenia 1. Vymedzenie Meradiel A Spôsob Ich Metrologickej KontrolyPeter ŠefarNo ratings yet
- Otazky OdpovedeDocument47 pagesOtazky OdpovedeDenis RetardNo ratings yet
- Prenos Elektrickej EnergieDocument34 pagesPrenos Elektrickej EnergiekgpnmpjlmblrukscluNo ratings yet
- Fyzika 9.A Reostat - Zavislost El Odporu Od VodicaDocument5 pagesFyzika 9.A Reostat - Zavislost El Odporu Od VodicaAlex MagneNo ratings yet
- 9 Skuska TahDocument19 pages9 Skuska TahМаркіян ГалібейNo ratings yet
- 1 ElektrolýzaDocument3 pages1 Elektrolýzafixov32615No ratings yet
- Cemont Puma S1600Document70 pagesCemont Puma S1600Erick Lunatic100% (1)
- Delenie MaterialovDocument29 pagesDelenie MaterialovJán HolakNo ratings yet