You might also like
- Iron Ore Pellets Reduction by Pet CokeDocument9 pagesIron Ore Pellets Reduction by Pet CokesrinijaganNo ratings yet
- Effect of Pellet Basicity and MgO Content On The Quality and Microstructure ofDocument11 pagesEffect of Pellet Basicity and MgO Content On The Quality and Microstructure ofKrol Prieto100% (1)
- Blast Furnace CalculationDocument2 pagesBlast Furnace CalculationJaymart Hernandez Mojica75% (4)
- Energy Optimizing FurnaceDocument4 pagesEnergy Optimizing Furnacesourajpatel100% (1)
- What Is SlagDocument24 pagesWhat Is Slagpraveen515No ratings yet
- OTE Outotec Sintering Technologies Eng WebDocument8 pagesOTE Outotec Sintering Technologies Eng WebSunil Kumar DwivediNo ratings yet
- Led Monitor: Service ManualDocument16 pagesLed Monitor: Service ManualabdelkaderNo ratings yet
- Eia 364 32d FinalDocument17 pagesEia 364 32d FinalMetinNo ratings yet
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyFrom EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyRating: 5 out of 5 stars5/5 (1)
- Commentary Submerged Arc FurnaceDocument4 pagesCommentary Submerged Arc FurnaceMortaza Mohseni100% (1)
- Mathematical Modelling of A Cupola FurnaceDocument2 pagesMathematical Modelling of A Cupola FurnaceLokesh DahiyaNo ratings yet
- Basicity of Iron Ore PelleteDocument6 pagesBasicity of Iron Ore PelleteFarhan AkhterNo ratings yet
- Factors Affecting Silicomanganese Production Using Manganese Rich Slag in The ChargeDocument3 pagesFactors Affecting Silicomanganese Production Using Manganese Rich Slag in The ChargePushkar KhannaNo ratings yet
- Operation Manual FurnaceDocument21 pagesOperation Manual FurnaceAshutosh SinghNo ratings yet
- Energy Conservation in Cupola FurnaceDocument32 pagesEnergy Conservation in Cupola Furnacenayan patel100% (1)
- Coke Properties at Tuyere Level in Blast FurnaceDocument7 pagesCoke Properties at Tuyere Level in Blast Furnacesinghbasant12100% (1)
- Blast Furnace DescriptionDocument26 pagesBlast Furnace DescriptionMoganna Gowda100% (1)
- Lecture Notes Iron Making (PCMT4303) - 6th Sem BTech (Metallurgy)Document158 pagesLecture Notes Iron Making (PCMT4303) - 6th Sem BTech (Metallurgy)mandakini baskey100% (2)
- OTE Outotec Pallet Cars For Sintering and PelletizDocument4 pagesOTE Outotec Pallet Cars For Sintering and PelletizShukla SuyashNo ratings yet
- Mass Balance Modeling For Electric Arc Furnace PDFDocument7 pagesMass Balance Modeling For Electric Arc Furnace PDFmshahNo ratings yet
- Blast Furnace Cooling Water Monitoring and Control SystemDocument27 pagesBlast Furnace Cooling Water Monitoring and Control SystemAnil MistryNo ratings yet
- Laboratory Procedures For Mining Pelletizing Characterization of Iron Ore ConcentrationDocument9 pagesLaboratory Procedures For Mining Pelletizing Characterization of Iron Ore ConcentrationgeodasNo ratings yet
- Factors Affecting Coke Rate in A Blast Furnace - Ispatguru PDFDocument3 pagesFactors Affecting Coke Rate in A Blast Furnace - Ispatguru PDFWallisson Mendes OsiasNo ratings yet
- Electric Arc FurnaceDocument14 pagesElectric Arc Furnacepravinchavan79No ratings yet
- Developments in Blast Furnace Process Control at Port Kembla BaseDocument13 pagesDevelopments in Blast Furnace Process Control at Port Kembla BaseBinod Kumar PadhiNo ratings yet
- Fluxes For MetallurgyDocument15 pagesFluxes For Metallurgyramau619No ratings yet
- Cast HouseDocument18 pagesCast HousemasantaNo ratings yet
- Cupola and Blast FurnaceDocument26 pagesCupola and Blast FurnaceGurjinder SinghNo ratings yet
- The Basic Oxygen SteelmakingDocument15 pagesThe Basic Oxygen SteelmakingM. Didik Suryadi100% (1)
- BF Alkali ProblemDocument6 pagesBF Alkali ProblemSuresh BabuNo ratings yet
- Steeelmaking 130109095431 Phpapp02Document251 pagesSteeelmaking 130109095431 Phpapp02Debasish Chatterjee ChatterjeeNo ratings yet
- Iron Making2Document54 pagesIron Making2richa_msmeNo ratings yet
- (Ksw?Tl3Utlon QF This Document Is Unlim!TedDocument9 pages(Ksw?Tl3Utlon QF This Document Is Unlim!TedAlfian PangestuNo ratings yet
- Calcination and Reduction of Laterite Nickel OresDocument10 pagesCalcination and Reduction of Laterite Nickel OresrikocahyopNo ratings yet
- Slag Presentation GrafTech 200905Document36 pagesSlag Presentation GrafTech 200905lissamariasianipar100% (3)
- Cohesive Zone - Blast FurnaceDocument8 pagesCohesive Zone - Blast Furnacescribdaccount0No ratings yet
- Present Indian Steel Making Practice and Its Scenario: Introduction: WHAT IS STEEL?Document10 pagesPresent Indian Steel Making Practice and Its Scenario: Introduction: WHAT IS STEEL?SarbajitManna100% (1)
- EAF Energy OptimizationDocument7 pagesEAF Energy OptimizationAron LopezNo ratings yet
- BFDocument56 pagesBFvikrantsingh2908No ratings yet
- Cupola FurnaceDocument32 pagesCupola Furnaceadelina ednandaNo ratings yet
- Iron Ore PelletizationDocument20 pagesIron Ore Pelletizationxarnix50% (2)
- Blast Furnace Design of The FutureDocument10 pagesBlast Furnace Design of The FutureSamanway DasNo ratings yet
- BF Cooling TechnologyDocument8 pagesBF Cooling TechnologySamanway DasNo ratings yet
- Modern Blast Furnace Ironmaking An Introduction (Hoogovens)Document177 pagesModern Blast Furnace Ironmaking An Introduction (Hoogovens)Edwin van Es100% (3)
- Presentation On Accretion Removal in BF2 at JSW SalemDocument33 pagesPresentation On Accretion Removal in BF2 at JSW SalemNishant BandaruNo ratings yet
- Pelletizing ذكيDocument8 pagesPelletizing ذكييوسف عادل حسانينNo ratings yet
- Reduction Kinetics of Iron Ore PelletsDocument43 pagesReduction Kinetics of Iron Ore PelletsDivyesh Parmar100% (1)
- Selection of Stirring and Shrouding Gases For Steelmaking Applications PDFDocument20 pagesSelection of Stirring and Shrouding Gases For Steelmaking Applications PDFRasul BzNo ratings yet
- A Lining Management System For Submerged Arc FurnacesDocument1 pageA Lining Management System For Submerged Arc FurnacessuryaNo ratings yet
- Blast Furnace Gas CleaningDocument25 pagesBlast Furnace Gas CleaningSalil JainNo ratings yet
- Optimized Sponge Iron Making ProcessDocument10 pagesOptimized Sponge Iron Making Processawneet_semc100% (1)
- BF SlagDocument9 pagesBF SlagSuresh BabuNo ratings yet
- Cupola FurnaceDocument23 pagesCupola Furnacesayan halderNo ratings yet
- Induction FurnaceDocument7 pagesInduction FurnaceDeepak Velusamy100% (2)
- Irregularities and Their Remedies in Blast Furnace (Askmemetallurgy)Document2 pagesIrregularities and Their Remedies in Blast Furnace (Askmemetallurgy)Sk BeheraNo ratings yet
- Sintering Plant at A GlanceDocument72 pagesSintering Plant at A GlanceShailesh Kumar100% (1)
- Numerical Analysis Blast Furnace PDFDocument9 pagesNumerical Analysis Blast Furnace PDFLTE002No ratings yet
- Circular Pelletizing enDocument8 pagesCircular Pelletizing enShukla SuyashNo ratings yet
- Oxidation of Iron?Ore PelletsDocument4 pagesOxidation of Iron?Ore PelletsKrol PrietoNo ratings yet
- Influence of Metallics and EAF Type On Specific Consumptions and ProductivityDocument20 pagesInfluence of Metallics and EAF Type On Specific Consumptions and ProductivityJorge MadiasNo ratings yet
- Advanced Pulverized Coal Injection Technology and Blast Furnace OperationFrom EverandAdvanced Pulverized Coal Injection Technology and Blast Furnace OperationK. IshiiNo ratings yet
- Project Profile On Fly Ash Bricks PDFDocument2 pagesProject Profile On Fly Ash Bricks PDFArooshbabu BabuNo ratings yet
- Er Naac2013 PDFDocument267 pagesEr Naac2013 PDFArooshbabu BabuNo ratings yet
- NOVEM-NLAHX (HTRI Technology-November 2002) BDocument21 pagesNOVEM-NLAHX (HTRI Technology-November 2002) Bvsraochemical1979No ratings yet
- 2011 Warner Catalog - Temp Control SectionDocument35 pages2011 Warner Catalog - Temp Control SectionArooshbabu BabuNo ratings yet
- Heat Transfer: Transfer This, Science Guy!!!Document7 pagesHeat Transfer: Transfer This, Science Guy!!!Arooshbabu BabuNo ratings yet
- Magnesite Carbon For Steel LadlesDocument1 pageMagnesite Carbon For Steel LadlesArooshbabu BabuNo ratings yet
- Pre Combustion CaptureDocument3 pagesPre Combustion CaptureArooshbabu BabuNo ratings yet
- Chapter 5Document22 pagesChapter 5Aftab AhmedNo ratings yet
- Servo Vexta Kblm460-Am P 4lwfqDocument49 pagesServo Vexta Kblm460-Am P 4lwfqDimas SetiajiNo ratings yet
- NCV 8664ST50T3G - Regulador 5VDocument9 pagesNCV 8664ST50T3G - Regulador 5VTiago LeonhardtNo ratings yet
- Heat Sink Project ReportDocument8 pagesHeat Sink Project Reportapi-542178351No ratings yet
- Led TV: Service ManualDocument75 pagesLed TV: Service ManualIulius-virgil DogaruNo ratings yet
- Xtravert Manual 707Document84 pagesXtravert Manual 707Daria Gabriela Valimareanu0% (1)
- LED Feb 2013Document80 pagesLED Feb 2013Steve Kirkman100% (1)
- Motherboard Manual k8nsc939 eDocument80 pagesMotherboard Manual k8nsc939 escribd9662No ratings yet
- LM - 4871 PDFDocument23 pagesLM - 4871 PDFDaniel Arcia JiménezNo ratings yet
- ZAPI CombiAC-0 & ACE-0 ManualDocument76 pagesZAPI CombiAC-0 & ACE-0 ManualRicardo Gamez Ortega100% (2)
- DRV MasterDrives Rectifiers AFEsDocument1,023 pagesDRV MasterDrives Rectifiers AFEsNoUserNameNo ratings yet
- Infineon-Package Top Side Cooled Package For High Voltage application-ApplicationNotes-v01 00-ENDocument30 pagesInfineon-Package Top Side Cooled Package For High Voltage application-ApplicationNotes-v01 00-ENMohammed ZuberNo ratings yet
- Simcenter 3D Electronic Systems Cooling: Thermo-Fluid Analysis For ElectronicsDocument4 pagesSimcenter 3D Electronic Systems Cooling: Thermo-Fluid Analysis For ElectronicsRandhir SwarnkarNo ratings yet
- Led LCD TV: Service ManualDocument48 pagesLed LCD TV: Service Manualku1989No ratings yet
- MGD623S: 600 V, 37 A, IGBT With Fast Recovery DiodeDocument11 pagesMGD623S: 600 V, 37 A, IGBT With Fast Recovery DiodeMahmoud Digital-DigitalNo ratings yet
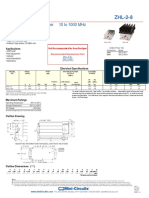
- Amplifier: 50 Medium High Power 10 To 1000 MHZDocument2 pagesAmplifier: 50 Medium High Power 10 To 1000 MHZAchmad Rizki FauziNo ratings yet
- Lg+29ln450b,+450u,+457b,+457u+ch +la31r+led+tvDocument35 pagesLg+29ln450b,+450u,+457b,+457u+ch +la31r+led+tvСтоян ДимитровNo ratings yet
- Astat - CD Plus Solid-State Starters: Size F, G, H or I Cover Removal Instructions For Changing Circuit Boards and ScrsDocument32 pagesAstat - CD Plus Solid-State Starters: Size F, G, H or I Cover Removal Instructions For Changing Circuit Boards and ScrslekavetosNo ratings yet
- LM2940/LM2940C 1A Low Dropout Regulator: General DescriptionDocument19 pagesLM2940/LM2940C 1A Low Dropout Regulator: General DescriptionNovruzov V-sNo ratings yet
- IGBT Intelligent PwrMods SerbanDocument18 pagesIGBT Intelligent PwrMods SerbanjaphlmsNo ratings yet
- ZAPI AC-1 ManualDocument62 pagesZAPI AC-1 ManualRicardo Gamez OrtegaNo ratings yet
- JEDEC 22A122 - Power Cycling Test - PCTDocument18 pagesJEDEC 22A122 - Power Cycling Test - PCTDaus Villa Jr.No ratings yet
- UNIT-6 Subjective QuestionsDocument4 pagesUNIT-6 Subjective QuestionsRaviNo ratings yet
- TopSwitch Flyback Flyback Design Methodology AN16Document32 pagesTopSwitch Flyback Flyback Design Methodology AN16Burlacu AndreiNo ratings yet
- Bergquist Comprensive Selection Guide - Thermal CladpdfDocument28 pagesBergquist Comprensive Selection Guide - Thermal Cladpdfrajareddy235No ratings yet
- Zapi Combi AC0Document76 pagesZapi Combi AC0WagnerWonMullerSampaio100% (2)
- D2lu6c04 PDFDocument34 pagesD2lu6c04 PDFJuan David Ardila TorresNo ratings yet