You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Normal Shock Waves PDFDocument4 pagesNormal Shock Waves PDFVikas SandhuNo ratings yet
- Creating Base Features: Aim: Study & Practice On Part Module in Catia V3Document2 pagesCreating Base Features: Aim: Study & Practice On Part Module in Catia V3Vikas SandhuNo ratings yet
- Biomass PDFDocument9 pagesBiomass PDFVikas SandhuNo ratings yet
- Aim: Study & Practice On Surface Module in Surface Modeling: Catia V3Document2 pagesAim: Study & Practice On Surface Module in Surface Modeling: Catia V3Vikas SandhuNo ratings yet
- Uis ReportDocument41 pagesUis ReportVikas SandhuNo ratings yet
- Cafe MGT SystemDocument84 pagesCafe MGT SystemVikas SandhuNo ratings yet
- Training Report NHPCDocument43 pagesTraining Report NHPCVikas SandhuNo ratings yet
- Introduction To Computer TechnologyDocument10 pagesIntroduction To Computer TechnologyVikas SandhuNo ratings yet
- Types of Dram PDFDocument2 pagesTypes of Dram PDFVikas SandhuNo ratings yet
- Project Report: Submitted To: - Submitted ByDocument39 pagesProject Report: Submitted To: - Submitted ByVikas SandhuNo ratings yet
- Gaurav 1Document2 pagesGaurav 1Vikas SandhuNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- FBDocument27 pagesFBBenjaminNo ratings yet
- Web Programming: GET / HTTP/1.1 ..Document16 pagesWeb Programming: GET / HTTP/1.1 ..Alecu IlieNo ratings yet
- Unit 4 ADocument10 pagesUnit 4 AChetan p ShirahattiNo ratings yet
- Lab 6 Data VisualizationDocument8 pagesLab 6 Data VisualizationRoaster GuruNo ratings yet
- Self-Actualization in Robert Luketic'S: Legally Blonde: A HumanisticDocument10 pagesSelf-Actualization in Robert Luketic'S: Legally Blonde: A HumanisticAyeshia FréyNo ratings yet
- Masters Thesis Benyam 2011Document156 pagesMasters Thesis Benyam 2011TechBoy65No ratings yet
- Chemistry Previos Papaer 313Document19 pagesChemistry Previos Papaer 313Ashu GuptaNo ratings yet
- Bach Polonaise G Min BWV 119 A4Document1 pageBach Polonaise G Min BWV 119 A4vincenzovaiaNo ratings yet
- Structural Engineering Formulas Second EditionDocument224 pagesStructural Engineering Formulas Second Editionahmed_60709595194% (33)
- Case Study 1 HRM in PandemicDocument2 pagesCase Study 1 HRM in PandemicKristine Dana LabaguisNo ratings yet
- Differentiating Language Difference and Language Disorder - Information For Teachers Working With English Language Learners in The Schools PDFDocument23 pagesDifferentiating Language Difference and Language Disorder - Information For Teachers Working With English Language Learners in The Schools PDFIqra HassanNo ratings yet
- Sketch NotesDocument32 pagesSketch NotesFilipe Rovarotto100% (8)
- Orange County Sheriff's Office SeaWorld Death Investigative ReportDocument43 pagesOrange County Sheriff's Office SeaWorld Death Investigative ReportWESH2News100% (1)
- Cross CultureDocument134 pagesCross CulturePhương AnnhNo ratings yet
- 12.3 What Is The Nomenclature System For CFCS/HCFCS/HFCS? (Chemistry)Document3 pages12.3 What Is The Nomenclature System For CFCS/HCFCS/HFCS? (Chemistry)Riska IndriyaniNo ratings yet
- Dell Inspiron 5547 15Document7 pagesDell Inspiron 5547 15Kiti HowaitoNo ratings yet
- EUROJAM Diary3Document4 pagesEUROJAM Diary3Susan BakerNo ratings yet
- Bo Sanchez-Turtle Always Wins Bo SanchezDocument31 pagesBo Sanchez-Turtle Always Wins Bo SanchezCristy Louela Pagapular88% (8)
- Contemplation (Murāqaba) and Spiritual Focus/attention (Tawajjuh) in The Pre-Mujaddidi Naqshibandi OrderDocument5 pagesContemplation (Murāqaba) and Spiritual Focus/attention (Tawajjuh) in The Pre-Mujaddidi Naqshibandi OrderShahmir ShahidNo ratings yet
- Cascade Configuration Tool: Installation and Operations ManualDocument22 pagesCascade Configuration Tool: Installation and Operations ManualAndrés GarciaNo ratings yet
- IRAQ Reproductive Maternal, Newborn, Child and Adolescent HealthDocument32 pagesIRAQ Reproductive Maternal, Newborn, Child and Adolescent HealthbejarhasanNo ratings yet
- DbmsDocument5 pagesDbmsRohit KushwahaNo ratings yet
- Ip TunnelingDocument15 pagesIp TunnelingBon Tran HongNo ratings yet
- Science: BiologyDocument22 pagesScience: BiologyMike RollideNo ratings yet
- Root End Filling MaterialsDocument9 pagesRoot End Filling MaterialsRuchi ShahNo ratings yet
- Arabian Choice General Trading Co. LLCDocument1 pageArabian Choice General Trading Co. LLCjaanNo ratings yet
- MatrixDocument4 pagesMatrixReni Anggraini100% (1)
- T HR El 20003 ST PDFDocument20 pagesT HR El 20003 ST PDFAngling Dharma100% (1)
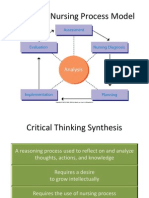
- NUR 104 Nursing Process MY NOTESDocument77 pagesNUR 104 Nursing Process MY NOTESmeanne073100% (1)