You might also like
- 2006 TOUCH FOR HEALTH Annual Meeting ReporDocument80 pages2006 TOUCH FOR HEALTH Annual Meeting Reporlectavares100% (2)
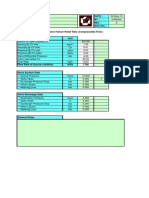
- Control Valve Failure Relief Rate - Gas ServiceDocument3 pagesControl Valve Failure Relief Rate - Gas ServiceSaeid Rahimi Mofrad100% (1)
- Chapter - 7 Respiration in PlantsDocument6 pagesChapter - 7 Respiration in Plantsben martinNo ratings yet
- Introduction For Test Separator: CNPCIC Field ProductionDocument18 pagesIntroduction For Test Separator: CNPCIC Field Productionsalahadine maideNo ratings yet
- Three Phase SeparatorDocument80 pagesThree Phase SeparatorRaden Mas100% (2)
- 2 3 Phase Separation SystemDocument14 pages2 3 Phase Separation SystemDodiya Nikunj100% (1)
- Valve StandardsDocument14 pagesValve StandardskandhasamykarthickNo ratings yet
- There Phase Oil Water Gas SeparatorsDocument6 pagesThere Phase Oil Water Gas SeparatorsHAMZA GUERFI100% (1)
- Flare System: Types, Segregation, Tips, Purge System and MoreDocument23 pagesFlare System: Types, Segregation, Tips, Purge System and Morerutuja100% (1)
- Two-Phase and Three-Phase SeparatorDocument40 pagesTwo-Phase and Three-Phase Separatormargaretramos100% (1)
- Guide For Vessel Sizing PDFDocument24 pagesGuide For Vessel Sizing PDFManish542No ratings yet
- Natural Gas Quality Enhancement: Training Report ONDocument20 pagesNatural Gas Quality Enhancement: Training Report ONRajkishan GuptaNo ratings yet
- Calculate The Wetted Surface Area of Pressure VesselsDocument7 pagesCalculate The Wetted Surface Area of Pressure VesselsHsein WangNo ratings yet
- Cyclone Separator DesignDocument3 pagesCyclone Separator Designgautam_969480690% (1)
- (Paul E. Minton) Handbook of Evaporation Technology - 170-182Document13 pages(Paul E. Minton) Handbook of Evaporation Technology - 170-182Ahmad Asfahani100% (1)
- Air Cooler Design and Principle EIEPD 1696073698Document58 pagesAir Cooler Design and Principle EIEPD 1696073698Evandro Silva100% (1)
- Horizontal Three Phase SeparatorDocument1 pageHorizontal Three Phase SeparatorsandeepNo ratings yet
- Separator SizingDocument3 pagesSeparator SizingMaryJane Ayisha Sado-ObahNo ratings yet
- Weir Height Design in Case of Three Phase Horizontal SeparatorDocument3 pagesWeir Height Design in Case of Three Phase Horizontal SeparatorBishal SarkarNo ratings yet
- Nestle (Ashish Dixit)Document60 pagesNestle (Ashish Dixit)sejal chowhanNo ratings yet
- Real Separator Guide - HysysDocument23 pagesReal Separator Guide - Hysysfri_13thNo ratings yet
- Knock Out KO Drum SizingDocument10 pagesKnock Out KO Drum SizingJermaine HeathNo ratings yet
- Knock Out Drum: Dr.-Ing. Suherman Teknik Kimia UNDIP Edisi: Juni 2009Document10 pagesKnock Out Drum: Dr.-Ing. Suherman Teknik Kimia UNDIP Edisi: Juni 2009Wahyu DinNo ratings yet
- Vane Separator (Brochure PEERLESSMFG)Document6 pagesVane Separator (Brochure PEERLESSMFG)Julio OrtegaNo ratings yet
- Finger Type Slug CatcherDocument41 pagesFinger Type Slug CatcherIrfaan Taufiiqul Rayadi100% (1)
- BN Eg UE109 Vessel SizingDocument40 pagesBN Eg UE109 Vessel Sizingbadelitamarius100% (1)
- Mist EliminatorsDocument6 pagesMist EliminatorspskarthikNo ratings yet
- Process Design: Vessel Sizing (Liquid & Vapour Separators)Document36 pagesProcess Design: Vessel Sizing (Liquid & Vapour Separators)Krishanu SahaNo ratings yet
- Process Flow DiagramDocument2 pagesProcess Flow Diagramgautam_96948069No ratings yet
- Theol Heat Transfer FluidDocument3 pagesTheol Heat Transfer Fluidgautam_96948069No ratings yet
- The Outside Diameter As Their Nominal DiameterDocument75 pagesThe Outside Diameter As Their Nominal Diameterngutor100% (2)
- Retention TimeDocument13 pagesRetention TimejowarNo ratings yet
- API - STD - 521 Fire Gas ExpansionDocument3 pagesAPI - STD - 521 Fire Gas Expansioneliealtawil100% (1)
- Saeid Three Phase Separator and API 521 Flare KOD DesignDocument16 pagesSaeid Three Phase Separator and API 521 Flare KOD DesignNila Gama100% (1)
- Supply Chain Management of WalmartDocument16 pagesSupply Chain Management of WalmartSammir MalhotraNo ratings yet
- E-Pr-700 Crude Oil DesalterDocument13 pagesE-Pr-700 Crude Oil Desaltersvnaik14No ratings yet
- Cped p2Document1 pageCped p2Queenie Balisong0% (1)
- Read Me Chapter 4: Pages 4 - 7 Show The VB 3.0 Display ScreensDocument7 pagesRead Me Chapter 4: Pages 4 - 7 Show The VB 3.0 Display ScreensLeonardo Chávez0% (2)
- Oil and Gas SeparatorsDocument23 pagesOil and Gas SeparatorsSofea Hanom NordinNo ratings yet
- Wash Bed Importance in VDUDocument1 pageWash Bed Importance in VDUGaurav SharmaNo ratings yet
- Flare SystemDocument60 pagesFlare Systemmmairaja100% (2)
- Unit 1.1Document40 pagesUnit 1.1Sunil RupjeeNo ratings yet
- Flare Systems-Conclusion Safety, Noise, and Emissions Elements Round Out FlaDocument10 pagesFlare Systems-Conclusion Safety, Noise, and Emissions Elements Round Out FlaJR RomanNo ratings yet
- Vapor Liquid Separator PDFDocument10 pagesVapor Liquid Separator PDFClemenNo ratings yet
- Psa Operating ManualDocument68 pagesPsa Operating Manualgautam_9694806975% (4)
- CFD Modeling Analysis of A Vertical Gas Liquid SeparatorDocument9 pagesCFD Modeling Analysis of A Vertical Gas Liquid SeparatorTanweer HussainNo ratings yet
- Teg ContactorDocument4 pagesTeg ContactorrepentinezNo ratings yet
- Vessel DesignDocument43 pagesVessel Designhomiez99No ratings yet
- Calculation Sheet Flare Knock Out Drum: Sheet No: Job No: REV Date Made by Chkd. by Appr. by DescriptionDocument2 pagesCalculation Sheet Flare Knock Out Drum: Sheet No: Job No: REV Date Made by Chkd. by Appr. by Descriptionsanjay100% (4)
- EXAMPLE SIZING OWS Calculation Per API 421 PDFDocument1 pageEXAMPLE SIZING OWS Calculation Per API 421 PDFarnel_ado4412No ratings yet
- Vertical SeparatorDocument38 pagesVertical SeparatorSaidFerdjallahNo ratings yet
- Cpi O&m ManualDocument36 pagesCpi O&m Manualprasad336No ratings yet
- Seive Column DesignDocument103 pagesSeive Column Designgautam_96948069No ratings yet
- 04 Solid Bed DehydrationDocument23 pages04 Solid Bed DehydrationMohamed SahnounNo ratings yet
- Design Procedure For Two Phase SeparatorsDocument6 pagesDesign Procedure For Two Phase Separatorsmadx222222No ratings yet
- Norit GAC 830 PDFDocument2 pagesNorit GAC 830 PDFF.IglesiasNo ratings yet
- Principles of Separation: Production and Test SeparatorsDocument28 pagesPrinciples of Separation: Production and Test SeparatorsهانيزايدNo ratings yet
- Three Phase SeparatorsDocument6 pagesThree Phase SeparatorsJatin RamboNo ratings yet
- Diagnostik Meningitis Tuberkulosis Berdasar Skor Marais Dan Stadium Penyakit Di Rs Saiful Anwar MalangDocument4 pagesDiagnostik Meningitis Tuberkulosis Berdasar Skor Marais Dan Stadium Penyakit Di Rs Saiful Anwar MalangMuhammad Riza DarmawanNo ratings yet
- A New Approach For Sizing Finger Slug CatcherDocument15 pagesA New Approach For Sizing Finger Slug CatcherHaryadiNo ratings yet
- Sieve Tray ExtractorDocument12 pagesSieve Tray ExtractorCris-Anne Juangco III100% (2)
- Jotun Jota Ep Mastic 66Document4 pagesJotun Jota Ep Mastic 66Abi PutraNo ratings yet
- BN-EG-UE109 Guide For Vessel SizingDocument28 pagesBN-EG-UE109 Guide For Vessel Sizingeulalio_méndezNo ratings yet
- Hydrocyclone SeparatorDocument2 pagesHydrocyclone Separatorgautam_96948069100% (1)
- Distillation Theoretical Stages CalculatorDocument1,557 pagesDistillation Theoretical Stages Calculatorgautam_96948069No ratings yet
- 3 Separator Design and Construction - UpdateDocument36 pages3 Separator Design and Construction - Updateمصطفى العباديNo ratings yet
- E2 Knockout Drum PDFDocument2 pagesE2 Knockout Drum PDFKyaw Kyaw AungNo ratings yet
- BN-EG-UE109 Guide For Vessel SizingDocument36 pagesBN-EG-UE109 Guide For Vessel SizingAjith KumarNo ratings yet
- Details of KO DrumDocument7 pagesDetails of KO Drumnishank soniNo ratings yet
- Presentationlu 180126221936 PDFDocument20 pagesPresentationlu 180126221936 PDFhaptoorNo ratings yet
- Data Sheet P-0560 - Hot Oil Drain Tank Sump PumpDocument2 pagesData Sheet P-0560 - Hot Oil Drain Tank Sump Pumpcygnus marine panamaNo ratings yet
- API Separators - SolutionsDocument8 pagesAPI Separators - SolutionsnorthstarleoNo ratings yet
- GoyalDocument3 pagesGoyalVan LeNo ratings yet
- Veturi Design ProcedureDocument2 pagesVeturi Design Procedureshivanandr2481No ratings yet
- HP Fuel Gas SystemDocument8 pagesHP Fuel Gas SystemAnonymous QSfDsVxjZNo ratings yet
- Mass Transfer-Distillation DesignDocument47 pagesMass Transfer-Distillation DesignMeera PatelNo ratings yet
- LRC ModelsDocument1 pageLRC Modelsgautam_96948069No ratings yet
- Revolt of 1857Document71 pagesRevolt of 1857gautam_96948069No ratings yet
- Adsorption Isotherm Dow ChemicalsDocument5 pagesAdsorption Isotherm Dow Chemicalsgautam_96948069100% (1)
- Political Parties in IndiaDocument46 pagesPolitical Parties in Indiagautam_96948069No ratings yet
- (Ethyl-Benzene Recovery) : Major Equipment DesignDocument35 pages(Ethyl-Benzene Recovery) : Major Equipment DesignKrishnan AnanthanarayananNo ratings yet
- Clinical Procedures For Medical AssistantDocument40 pagesClinical Procedures For Medical AssistantStudent1010No ratings yet
- Complete Instructions VFR 091 PDFDocument250 pagesComplete Instructions VFR 091 PDFAnonymous oyUAtpKNo ratings yet
- ENG-Cable LubricationDocument2 pagesENG-Cable LubricationMhmd HnffNo ratings yet
- Alpha Water Clarifier OfferDocument5 pagesAlpha Water Clarifier OfferumeshpatelNo ratings yet
- 7th General Science Notes PDFDocument10 pages7th General Science Notes PDFJating JamkhandiNo ratings yet
- TATA Steel Jharia Collieries DivisionDocument49 pagesTATA Steel Jharia Collieries Divisionbanerjee41No ratings yet
- Document List - Eni Progetti - Algeria BRN-MLE - 2019-06-10Document18 pagesDocument List - Eni Progetti - Algeria BRN-MLE - 2019-06-10Naceri Mohamed RedhaNo ratings yet
- Talon Magazine Print-Ready Reduced2Document63 pagesTalon Magazine Print-Ready Reduced2api-624354210No ratings yet
- High-Efficiency AC Power Distribution For Data Centers: White Paper 128Document19 pagesHigh-Efficiency AC Power Distribution For Data Centers: White Paper 128aaaaNo ratings yet
- Abdominal ExaminationDocument25 pagesAbdominal ExaminationASAP teleNo ratings yet
- Use It or Lose It-Keeping The Brain YoungDocument1 pageUse It or Lose It-Keeping The Brain YoungArifaa NovianaNo ratings yet
- LAY OUT ZONA LAVORO 6aDocument1 pageLAY OUT ZONA LAVORO 6aMihai TătaruNo ratings yet
- CBSE School Code List 2021 All States & Region, Find It HereDocument17 pagesCBSE School Code List 2021 All States & Region, Find It HereAditya KeshriNo ratings yet
- PipeTec eDocument20 pagesPipeTec erahman_1904No ratings yet
- NSEJS 2013 SolnDocument22 pagesNSEJS 2013 Solnakm14366100% (1)
- Microsurfacing EmulsionDocument4 pagesMicrosurfacing EmulsionTarak PatelNo ratings yet
- Effects of UnemploymentDocument2 pagesEffects of UnemploymentAnonymous F8XVAxNo ratings yet
- Limay Polytechnic College: Describing Earth's Major Biomes and Gives 3 Examples For EachDocument8 pagesLimay Polytechnic College: Describing Earth's Major Biomes and Gives 3 Examples For EachRosalindaNo ratings yet
- Final 13-4-2023 Akhbaarsaar - Final - Copy - InddDocument15 pagesFinal 13-4-2023 Akhbaarsaar - Final - Copy - InddRaj GuptaNo ratings yet
- Tital Page-MergedDocument22 pagesTital Page-Mergeddiscount composingNo ratings yet
- Flange Leakage Checking in Caesar II Using ASME Section VIII MethodDocument5 pagesFlange Leakage Checking in Caesar II Using ASME Section VIII MethodNagaraj hNo ratings yet
- CRRT Mod 1 Edwards 9may07Document60 pagesCRRT Mod 1 Edwards 9may07Omar Elsayed RamadanNo ratings yet