You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- ECONOMICS GRADE 10 Test Supply-DemandDocument7 pagesECONOMICS GRADE 10 Test Supply-DemandThomassiniNo ratings yet
- Business E-Portfolio AssignmentDocument6 pagesBusiness E-Portfolio Assignmentapi-296578902No ratings yet
- International Economics: Trade Regulations and Industrial PoliciesDocument14 pagesInternational Economics: Trade Regulations and Industrial PoliciesAhmed FahmyNo ratings yet
- Mas Review All ProblemsDocument12 pagesMas Review All ProblemsmeriiNo ratings yet
- Global Politics and The MediaDocument3 pagesGlobal Politics and The MediaRakesh MenonNo ratings yet
- Questionnaire Unpaid InternshipDocument2 pagesQuestionnaire Unpaid Internshipsonal sonalNo ratings yet
- Business Economics Course OutlineDocument2 pagesBusiness Economics Course OutlineDibakar DasNo ratings yet
- Assignment Mat097Document25 pagesAssignment Mat097Nur AdeelaNo ratings yet
- W-8BEN: Vinicius Nascimento BittencourtDocument1 pageW-8BEN: Vinicius Nascimento BittencourtVinicius Nascimento BittencourtNo ratings yet
- Commercial InvoiceDocument4 pagesCommercial InvoiceTuấn ViệtNo ratings yet
- POLICY BRIEF CPEC Dividends For Balochistan A Critical AnalysisDocument7 pagesPOLICY BRIEF CPEC Dividends For Balochistan A Critical AnalysisAyesha BukhariNo ratings yet
- Chapter 7 - Teacher's Manual - Ifa Part 1aDocument7 pagesChapter 7 - Teacher's Manual - Ifa Part 1aCharmae Agan CaroroNo ratings yet
- State Wise GST Number of IRCTCDocument1 pageState Wise GST Number of IRCTCStNo ratings yet
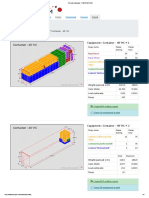
- Success: Equipment: Container - 40' HC # 1Document2 pagesSuccess: Equipment: Container - 40' HC # 1Fitri FitrianahNo ratings yet
- Taxation in BangladeshDocument6 pagesTaxation in BangladeshSakibNo ratings yet
- Price Variation ClauseDocument2 pagesPrice Variation ClauseAPRWSEA WGNo ratings yet
- 53998018952Document12 pages53998018952YASHVINo ratings yet
- Dept User IDsDocument6 pagesDept User IDsRajeshKumarNo ratings yet
- Bill StatementDocument2 pagesBill StatementWILENEUSNo ratings yet
- 244-Gcsa QBDocument17 pages244-Gcsa QBjeet_singh_deepNo ratings yet
- Siemens AR 2006 1427558 2Document147 pagesSiemens AR 2006 1427558 2shashi_k07No ratings yet
- Economical and Social Problems in Rural AreasDocument12 pagesEconomical and Social Problems in Rural Areasjanitha91% (11)
- NAhiD - Ns C5 Assignment 2Document9 pagesNAhiD - Ns C5 Assignment 2Al Arafat RummanNo ratings yet
- Comparison of Pavement Performance Models For Urban Road DamageDocument10 pagesComparison of Pavement Performance Models For Urban Road DamageRana Mahfoodh HamidNo ratings yet
- PDFDocument18 pagesPDFpradipNo ratings yet
- Robert Maxwell Watts v. United States, 220 F.2d 483, 10th Cir. (1955)Document6 pagesRobert Maxwell Watts v. United States, 220 F.2d 483, 10th Cir. (1955)Scribd Government DocsNo ratings yet
- Chapter-Viii 8.1. Housing & Urban Development Corporation (HUDCO) Limited Urban DevelopmentDocument13 pagesChapter-Viii 8.1. Housing & Urban Development Corporation (HUDCO) Limited Urban DevelopmentJayjeet BhattacharjeeNo ratings yet
- Calculation of GSTDocument13 pagesCalculation of GSTSukanta PalNo ratings yet
- 11 English Mixed Test Paper 05Document7 pages11 English Mixed Test Paper 05Robin AhujaNo ratings yet
- The BMW Group Corporate Fleet Program BrochureDocument2 pagesThe BMW Group Corporate Fleet Program BrochureNeil PottsNo ratings yet