You might also like
- Bulk Material Handling: Practical Guidance for Mechanical EngineersFrom EverandBulk Material Handling: Practical Guidance for Mechanical EngineersRating: 5 out of 5 stars5/5 (1)
- Checklists Condensed AW139 PDFDocument7 pagesChecklists Condensed AW139 PDFINFORMACIÓN PILOTOSNo ratings yet
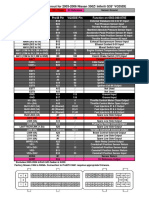
- 4706 - Pro48-705 Pinout For 2003-2006 Nissan 350Z/ Infiniti G35 VQ35DEDocument1 page4706 - Pro48-705 Pinout For 2003-2006 Nissan 350Z/ Infiniti G35 VQ35DEAdan Flores CorreaNo ratings yet
- Belt Conveyor Pulley Design - Why The FailuresDocument16 pagesBelt Conveyor Pulley Design - Why The FailuresenrimauryNo ratings yet
- A Review On Numerical and Experimental Study of Screw ConveyorDocument4 pagesA Review On Numerical and Experimental Study of Screw ConveyorMangatur SimamoraNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Rating: 5 out of 5 stars5/5 (1)
- Conveyor Idler StandardsDocument10 pagesConveyor Idler StandardsObiwan1483100% (1)
- Steel Cord Conveyor Belt 1 PDFDocument16 pagesSteel Cord Conveyor Belt 1 PDFSudarshan deshpandeNo ratings yet
- Bulk SolidsDocument7 pagesBulk SolidsHafizAB9No ratings yet
- The Evolution of The Pipe ConveyorDocument9 pagesThe Evolution of The Pipe ConveyorJohnjun ChenNo ratings yet
- ConyevorsDocument9 pagesConyevorsRohan MalkarNo ratings yet
- Vibrating FeederDocument7 pagesVibrating FeederRk Upadhyay100% (1)
- IdlerDesignGuide PROKDocument25 pagesIdlerDesignGuide PROKEge UgurluNo ratings yet
- IS Code For StackerDocument20 pagesIS Code For StackerManish VermaNo ratings yet
- FeederDocument13 pagesFeedernileshNo ratings yet
- The Design of Conveyor PulleysDocument10 pagesThe Design of Conveyor PulleysJam BabNo ratings yet
- Flexowell - 2013 - EnglischDocument5 pagesFlexowell - 2013 - Englischeduardo_chaban100% (1)
- Selecting The Proper Conveyor Belt: Single Pulley DriveDocument18 pagesSelecting The Proper Conveyor Belt: Single Pulley Drivettr_1983No ratings yet
- Goodyear Conveyor Belting PDFDocument100 pagesGoodyear Conveyor Belting PDFhasan arif100% (1)
- Belt Conveyor Dynamic AnalysisDocument3 pagesBelt Conveyor Dynamic AnalysisAmit BhaduriNo ratings yet
- Selecting A Conveyor DriveDocument7 pagesSelecting A Conveyor Drivegopi_ggg20016099100% (1)
- Bins & Feeders in Cement IndustryDocument29 pagesBins & Feeders in Cement IndustryNaelNo ratings yet
- L3271 F3Document223 pagesL3271 F3Jorge Rolando Alvarez Mendoza100% (6)
- Bearing Centre and Face Width in Conveyor PulleyDocument8 pagesBearing Centre and Face Width in Conveyor PulleyPrashant MishraNo ratings yet
- Design & Application of FeederDocument39 pagesDesign & Application of Feedermaran.suguNo ratings yet
- DesignDocument4 pagesDesignJigneshkumar PatelNo ratings yet
- Shell Strength of Conveyor Belt Pulleys - Theory and DesignDocument13 pagesShell Strength of Conveyor Belt Pulleys - Theory and DesignWilfredo BullonNo ratings yet
- Eriez-Vibratory Feeders PDFDocument16 pagesEriez-Vibratory Feeders PDFruben quedo salazarNo ratings yet
- Belt Feeder Properly DesignedDocument2 pagesBelt Feeder Properly DesignedCarlos Ediver Arias Restrepo100% (1)
- Bucket Elevator Capacity FormulasDocument3 pagesBucket Elevator Capacity Formulasmkiani2No ratings yet
- Modern Technological Developments in The Storage and Handling of Bulk Solids - EditDocument26 pagesModern Technological Developments in The Storage and Handling of Bulk Solids - Editpavan317No ratings yet
- Sole PlatesDocument12 pagesSole Platesjonodo89No ratings yet
- Optimizing Screw ConveyorDocument6 pagesOptimizing Screw ConveyorChem.Engg100% (1)
- Iso 3684 1990Document8 pagesIso 3684 1990joaquin fuentealba moralesNo ratings yet
- ChuteDesignFormulas Paper43Document11 pagesChuteDesignFormulas Paper43Martin LarochelleNo ratings yet
- Helix Chute Design Sample Report 2Document26 pagesHelix Chute Design Sample Report 2Sergio Diaz DuarteNo ratings yet
- A Double Roll Crusher AppliedDocument7 pagesA Double Roll Crusher AppliedAnonymous bmFsuvNo ratings yet
- The Influence of Granular Vortex Motion On The Volumetric PerformanceDocument12 pagesThe Influence of Granular Vortex Motion On The Volumetric PerformancelarosemaximeNo ratings yet
- Belt Conveyor DesignDocument61 pagesBelt Conveyor Designaerryawan100% (1)
- Telescopic ChuteDocument2 pagesTelescopic Chutebiswajit sabuiNo ratings yet
- Conveyor Belts 1Document30 pagesConveyor Belts 1EGS_1977No ratings yet
- The Design of Conveyor PulleysDocument8 pagesThe Design of Conveyor PulleysWaris La Joi WakatobiNo ratings yet
- Design of Conveyor in Metric UnitsDocument10 pagesDesign of Conveyor in Metric Unitsmuhd.qasimNo ratings yet
- Frank Loeffler - Pipe Tube Conveyor PDFDocument12 pagesFrank Loeffler - Pipe Tube Conveyor PDFIgor San Martín Peñaloza0% (1)
- Belt TrackingDocument75 pagesBelt TrackingSreenivasulu TalariNo ratings yet
- Telescopic Conveyor BeltDocument24 pagesTelescopic Conveyor BeltFarshad MahmoudiNo ratings yet
- KWS Cat PDFDocument126 pagesKWS Cat PDFThaveep RatanakuhaNo ratings yet
- Elastic Stability of Circular Cylindrical ShellsFrom EverandElastic Stability of Circular Cylindrical ShellsRating: 5 out of 5 stars5/5 (1)
- Belt Conveyor PulleysDocument24 pagesBelt Conveyor PulleysPercy Torres100% (3)
- Focus Rotary Drilling Products: Secoroc Rock Drilling ToolsDocument24 pagesFocus Rotary Drilling Products: Secoroc Rock Drilling ToolsAkhil Sai KrishnaNo ratings yet
- Vacuum Breakers Brochure (Metric)Document4 pagesVacuum Breakers Brochure (Metric)avgpaul100% (1)
- Tubing DataDocument8 pagesTubing DataGunawan AdeNo ratings yet
- Suction Line Strainers - BHDECat - WebDocument1 pageSuction Line Strainers - BHDECat - WebAzhar HussainNo ratings yet
- Atlascopco Rock Drilling ToolsDocument12 pagesAtlascopco Rock Drilling ToolsFabian AlexisNo ratings yet
- High Performance Butterfly Valve Series 400: FeaturesDocument4 pagesHigh Performance Butterfly Valve Series 400: FeaturesHector Dario Tobon BenjumeaNo ratings yet
- Workover Bops PDFDocument5 pagesWorkover Bops PDFBeni N SoloNo ratings yet
- Tri Cone BitsDocument16 pagesTri Cone BitsPeter ForrestNo ratings yet
- Spare Parts, Instruction and Maintenance Manual For Spanco Model 301 Jib CranesDocument20 pagesSpare Parts, Instruction and Maintenance Manual For Spanco Model 301 Jib CranesGuillermoNo ratings yet
- Drilling ToolsDocument47 pagesDrilling ToolsStowartNo ratings yet
- Underbody HoistsDocument2 pagesUnderbody HoistsSPIN2018No ratings yet
- Hammer-Lok Cotter Pins: Goupilles FenduesDocument1 pageHammer-Lok Cotter Pins: Goupilles FenduesBaihaki StNo ratings yet
- MANDRILESDocument5 pagesMANDRILESHaiber BurgosNo ratings yet
- Fertilizer Recommendation Systems For Oil Palm - Estimating The Fertilizer RatesDocument12 pagesFertilizer Recommendation Systems For Oil Palm - Estimating The Fertilizer RatesPok Jak SallehNo ratings yet
- 1 Promill Crushers 170112 WebDocument2 pages1 Promill Crushers 170112 WebPok Jak SallehNo ratings yet
- Course O-5003 Centrifugal Pump Analysis For Petroleum ApplicationsDocument70 pagesCourse O-5003 Centrifugal Pump Analysis For Petroleum ApplicationsPok Jak Salleh100% (1)
- Pulleys and ForceDocument8 pagesPulleys and ForceBegin Bahrum SianturiNo ratings yet
- Roller Chains - ENGDocument122 pagesRoller Chains - ENGPok Jak SallehNo ratings yet
- Engine Friction and Lubrication SystemDocument27 pagesEngine Friction and Lubrication Systemይታገሡ ተሥፋዬNo ratings yet
- IP124Document90 pagesIP124IR MA Al AzharNo ratings yet
- Sequential Turbocharging Part3Document4 pagesSequential Turbocharging Part3Krzysztof DanileckiNo ratings yet
- Fag Housings PDFDocument84 pagesFag Housings PDFNebojša JovanovićNo ratings yet
- Instrument & Service AirDocument2 pagesInstrument & Service AirIgn AgungNo ratings yet
- Brayton CycleDocument6 pagesBrayton CycleNavnina Bhatia100% (1)
- Terex CMSDocument24 pagesTerex CMSLuis jopi67% (3)
- Vane Pumps PDFDocument120 pagesVane Pumps PDFAndi IshakaNo ratings yet
- Generator ProtectionDocument34 pagesGenerator ProtectionNaveed RabbaniNo ratings yet
- Winstar 98 Motor 3.8LTSDocument5 pagesWinstar 98 Motor 3.8LTSRogelio Arenas100% (1)
- ZL50G 6 PDFDocument5 pagesZL50G 6 PDFbergman jhodyNo ratings yet
- EN WN EMEA BRO Product-Guide DINLang WN - EMEA.10085.V10.EN-US PreviewDocument41 pagesEN WN EMEA BRO Product-Guide DINLang WN - EMEA.10085.V10.EN-US PreviewLeso Sasa DamljanovicNo ratings yet
- Fundamentals of Hydraulic PumpsDocument12 pagesFundamentals of Hydraulic Pumpssanjay_lingot100% (1)
- Kawasaki H2 15 16Document116 pagesKawasaki H2 15 16OliverNo ratings yet
- MZ Etz Manual 1981Document120 pagesMZ Etz Manual 1981landomagalhaes100% (1)
- CNC Machine: Automatic and Manual AdjustmentDocument2 pagesCNC Machine: Automatic and Manual AdjustmentArenas Lopez ShermanNo ratings yet
- Name of Tps-Koradi Thermal Power Station List of PO Processed From April 2015 To Feb 2016Document27 pagesName of Tps-Koradi Thermal Power Station List of PO Processed From April 2015 To Feb 2016Karthick MahadevanNo ratings yet
- 8Document90 pages8Dixon Javier Cortes TapiaNo ratings yet
- AE QuestionsDocument1 pageAE Questionszoyaskills2003No ratings yet
- Suzuki Outboard DT50 Service Repair Manual PDF PDF Carburetor Ignition SystemDocument1 pageSuzuki Outboard DT50 Service Repair Manual PDF PDF Carburetor Ignition SystemDonavan MaraisNo ratings yet
- PULSAR 150 150twin DiscDocument16 pagesPULSAR 150 150twin DiscFarhan KhanNo ratings yet
- 03 Instrument Panel UD TRUCK-1Document34 pages03 Instrument Panel UD TRUCK-1Anas Safarudin67% (3)
- Repair Content For 2000 Volvo S80Document4 pagesRepair Content For 2000 Volvo S80Justin WilliamsNo ratings yet
- 1980 DT175G Yamaha Motorcycle DiagramsDocument71 pages1980 DT175G Yamaha Motorcycle DiagramsfjimenezbNo ratings yet
- N030679, Pci2200Document92 pagesN030679, Pci2200joaquicNo ratings yet
- Diaphragm CompressorsDocument4 pagesDiaphragm Compressorscuraaj100% (1)
- List of Critical Spares & Consumables Final Updated On 01.12.2021Document2 pagesList of Critical Spares & Consumables Final Updated On 01.12.2021suraj rawatNo ratings yet
- MA26 Meter & MP-T1 Pulser: Document Ref 903158-001 Rev - 1 10/2001Document28 pagesMA26 Meter & MP-T1 Pulser: Document Ref 903158-001 Rev - 1 10/2001michael KetselaNo ratings yet