You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5811)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Caterpillar Applied Failure Analysis Threaded Fasteners Service TrainingDocument9 pagesCaterpillar Applied Failure Analysis Threaded Fasteners Service Trainingcarolyn98% (50)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Roofing MaterialsDocument14 pagesRoofing MaterialsYashiq YousufNo ratings yet
- Foundation For Building On SlopesDocument8 pagesFoundation For Building On SlopesNorsheila YongNo ratings yet
- Norma Astm A194Document11 pagesNorma Astm A194EstefaníaNo ratings yet
- Painting GNDocument3 pagesPainting GNAd FwyNo ratings yet
- 20 Reznor UDSBD 015-064 Aeroterme Gaz Cu Ventilator Centrifugal Manual Instalare-Intretinere CI 06.11.20 enDocument41 pages20 Reznor UDSBD 015-064 Aeroterme Gaz Cu Ventilator Centrifugal Manual Instalare-Intretinere CI 06.11.20 enSoficu DanielNo ratings yet
- Resume Inggris CVDocument31 pagesResume Inggris CVPH Kota Tegal100% (1)
- Method Statement of Cavity TreatmentDocument9 pagesMethod Statement of Cavity TreatmentzhanghuiNo ratings yet
- Concrete Material and MixtureDocument51 pagesConcrete Material and MixtureAina Aqilah100% (1)
- Vagt EnglishDocument8 pagesVagt EnglishSarathiraja SekarNo ratings yet
- How To Calculate Bundle DiameterDocument2 pagesHow To Calculate Bundle DiameterYADEENDHIRAN SNo ratings yet
- Structural Linear BucklingDocument18 pagesStructural Linear BucklingKhusi1No ratings yet
- Kae-Kze-Kba-Kbz 050108 RNV o & M ManualDocument26 pagesKae-Kze-Kba-Kbz 050108 RNV o & M ManualKS Pavan NarayanNo ratings yet
- Tribology For Scientists and EngineersDocument12 pagesTribology For Scientists and Engineershdashdah0% (1)
- Responsibility Assignment MatrixDocument2 pagesResponsibility Assignment MatrixXiaomi MIX 3No ratings yet
- Elevation DesignDocument132 pagesElevation DesignpvamshiNo ratings yet
- Civil Engineering in Installation of Substation Buildings and Switchboard RoomsDocument11 pagesCivil Engineering in Installation of Substation Buildings and Switchboard RoomsJulioNo ratings yet
- Orifice Plate Sizing Calculations-Hydrant System-Tower GDocument1 pageOrifice Plate Sizing Calculations-Hydrant System-Tower GASHOK SUTHARNo ratings yet
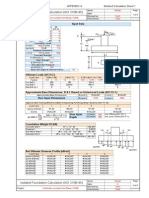
- Isolated Foundation Calculation (ACI 318M-95) : Input DataDocument5 pagesIsolated Foundation Calculation (ACI 318M-95) : Input DataJuan CarlosNo ratings yet
- El 05 PDFDocument1 pageEl 05 PDFRhobbie NolloraNo ratings yet
- Standar AISI-1035 SteelDocument2 pagesStandar AISI-1035 SteelNurulImanPristiadiNo ratings yet
- Prestressed ConcreteDocument154 pagesPrestressed ConcretejohnnNo ratings yet
- En 10305-1Document33 pagesEn 10305-1cataldocataldoNo ratings yet
- Kenichikimura Sudee2018preprintDocument7 pagesKenichikimura Sudee2018preprintLavanya LakshmiNo ratings yet
- Chemical Exergy CalculationDocument7 pagesChemical Exergy CalculationmaheshNo ratings yet
- Design Guide For Multi-Stage Restriction Orifices (Ros) Plates With 1 Hole and N 3 HolesDocument38 pagesDesign Guide For Multi-Stage Restriction Orifices (Ros) Plates With 1 Hole and N 3 HolesEnrique Riera100% (1)
- Corporate Presentation May2019Document42 pagesCorporate Presentation May2019Denish GalaNo ratings yet
- Soil MechDocument21 pagesSoil MechAhsan AbbasNo ratings yet
- Aisi S902-13Document22 pagesAisi S902-13Edison BecerraNo ratings yet
- Fed STD 66DDocument16 pagesFed STD 66Drobert_in_arNo ratings yet