You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Cummins Diesel/Lpg Engine Fault Code Guide: PART NO. 1564053 600 SRM 1101Document22 pagesCummins Diesel/Lpg Engine Fault Code Guide: PART NO. 1564053 600 SRM 1101ניקולאי אין50% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 1 Hdfte - Servise Manual Denso+TestplanDocument37 pages1 Hdfte - Servise Manual Denso+Testplanleonid848100% (12)
- Land Rover Defender 300tdi - Manual de TallerDocument450 pagesLand Rover Defender 300tdi - Manual de Tallerbammarqs100% (3)
- Paccar PX 7 Euro 6 Engine 64739 enDocument4 pagesPaccar PX 7 Euro 6 Engine 64739 enStroe VladNo ratings yet
- GTL TechnologyDocument51 pagesGTL TechnologypanthaloorNo ratings yet
- Sebp7383 05 00 Allcd - 9Document837 pagesSebp7383 05 00 Allcd - 9Roland Culla100% (1)
- Inspected of Turbine Generator No. # 1 # (To Enclosed Upper Casing Turbine Generator #1)Document3 pagesInspected of Turbine Generator No. # 1 # (To Enclosed Upper Casing Turbine Generator #1)Gunarso NarsoNo ratings yet
- Procedure Changing Piston RingDocument12 pagesProcedure Changing Piston RingAdhitya WisnuNo ratings yet
- 2ee01312HQ300 y HQ400 - InglesDocument2 pages2ee01312HQ300 y HQ400 - Ingleskrupa krupaNo ratings yet
- Base Catalogo Wix 2014Document92 pagesBase Catalogo Wix 2014Aldo OmarNo ratings yet
- Chemical Energy SourcesDocument36 pagesChemical Energy SourcesRandomNo ratings yet
- 35815-6.0L Intake Manifold RemovalDocument23 pages35815-6.0L Intake Manifold RemovalsergioNo ratings yet
- Fundamentals Formation Testing OverviewDocument25 pagesFundamentals Formation Testing Overviewshahbrotherz4287No ratings yet
- Step 3 Vol 02 Turbo & SuperchargerDocument45 pagesStep 3 Vol 02 Turbo & SuperchargerHadi Karyanto100% (2)
- 3 Pos ActuatorDocument2 pages3 Pos ActuatorRohit GadekarNo ratings yet
- Cat Dcs Sis Controller PDFDocument13 pagesCat Dcs Sis Controller PDFEd CalheNo ratings yet
- Diesel Usado AnfoDocument8 pagesDiesel Usado AnfochoqolloNo ratings yet
- Propane RefrigerationDocument4 pagesPropane RefrigerationmohammadazraiNo ratings yet
- SMI - World Market For Clad Plate - Contents and Sample PagesDocument29 pagesSMI - World Market For Clad Plate - Contents and Sample PagesDurjoy ChakrabortyNo ratings yet
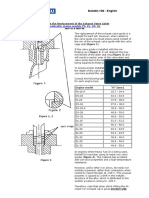
- Notes On The Replacement of The Exhaust Valve Guide: Applicable Engine Models PS, PL, DS, DLDocument2 pagesNotes On The Replacement of The Exhaust Valve Guide: Applicable Engine Models PS, PL, DS, DLΑΠΟΣΤΟΛΙΑ ΜΑΤΣΟΥΚΑNo ratings yet
- 12V4000G21 Parts Catalogue 526102435Document177 pages12V4000G21 Parts Catalogue 526102435sxturbo100% (1)
- Pipesim 2006.1 Fundamentals GasliftDocument13 pagesPipesim 2006.1 Fundamentals GasliftamulyanaNo ratings yet
- Mercedes-Benz Fault Error Codes/Diagnostic Trouble Codes (DTC)Document25 pagesMercedes-Benz Fault Error Codes/Diagnostic Trouble Codes (DTC)Thuyết Rau MáNo ratings yet
- Ships and Classification of Merchant ShipsDocument41 pagesShips and Classification of Merchant ShipsAlp ŞENER100% (2)
- Me401A Lab Report: Experiment Number: 5 Group Number: B2Document9 pagesMe401A Lab Report: Experiment Number: 5 Group Number: B2Rishu KatiyarNo ratings yet
- Plano Eléctrico 966H Serie A6D...Document4 pagesPlano Eléctrico 966H Serie A6D...Danny Quiza100% (1)
- 1 - 5302 - 659 - Rev 01 - LDW 422 EN - 4miDocument118 pages1 - 5302 - 659 - Rev 01 - LDW 422 EN - 4miausssiefan3165No ratings yet
- YALE GDP210DB Serie C876Document78 pagesYALE GDP210DB Serie C876emilis galindoNo ratings yet
- Thermal PowerDocument44 pagesThermal PowerAnonymous W9VINoTzaNo ratings yet
- Resnyanskiy 2010Document7 pagesResnyanskiy 2010tataNo ratings yet