Professional Documents
Culture Documents
1 s2.0 S0308814612001458 Main
Uploaded by
Ivan Dario Velez PuertaOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
1 s2.0 S0308814612001458 Main
Uploaded by
Ivan Dario Velez PuertaCopyright:
Available Formats
Food Chemistry 133 (2012) 787797
Contents lists available at SciVerse ScienceDirect
Food Chemistry
journal homepage: www.elsevier.com/locate/foodchem
Fortication of queso fresco, cheddar and mozzarella cheese using selected sources of omega-3 and some nonthermal approaches
Daniela Bermdez-Aguirre , Gustavo V. Barbosa-Cnovas
Center for Nonthermal Processing of Food, Washington State University, Pullman, WA 99164-6120, USA
a r t i c l e
i n f o
a b s t r a c t
Queso fresco (QF), cheddar (C) and mozzarella (M) were fortied with omega-3. Three stages of cheese-making were evaluated for fortication: after milk pasteurisation, during curdling and salting. Better retention was observed with microencapsulated oil, after milk pasteurisation (8.49 mg/g) in (QF), during salting (8.69 mg/g) in (C), and during curdling (2.69 mg/g) in (M). Nonthermal approaches such as high hydrostatic pressure (HHP), pulsed electric elds (PEF) and ultrasound (US) were used to increase the retention of omega-3. In (QF), PEF and US achieved the highest retention (5.205.12 mg/ g); whereas in (C) and (M), HHP was the best method (5.49 mg/g and 6.64 mg/g). Some characteristics of (QF) using sonication changed after processing; higher weight (up to 19% more), increased moisture (5%), and increased pH (6.35). During storage (QF) and (M) demonstrated faster spoilage (4 C), even though PEF was able to delay microbial growth in (QF) and HHP in (M). 2012 Elsevier Ltd. All rights reserved.
Article history: Received 8 August 2011 Received in revised form 21 November 2011 Accepted 26 January 2012 Available online 4 February 2012 Keywords: Fortied food Cheese Omega-3 High pressure Ultrasound Pulsed electric elds
1. Introduction Polyunsaturated fatty acids (PUFA) such as omega-3 and 6 have been recognised as important nutrient components in the human diet. Eicosapentaenoic (EPA C20:5n-3) and docosahexanoic (DHA C22:6 n-3) are also called long chain n-3 PUFA (Iafelice et al., 2008). Some of the health benets associated with omega-3 ingestion are related to the reduction of triglycerides and a subsequent reduction in cardiovascular diseases, reduced blood pressure, antiinammatory and anti-allergic effects. Also it has some effects on the autoimmune system, development and function of the brain, retina and nervous system, protection against certain types of cancer and tumour development (Iafelice et al., 2008; Kolanowski & Laufenberg, 2006; Kolanowski & Weibbrodt, 2008). The best source of omega-3 is sh oil (Kolanowski & Laufenberg, 2006). The main sources of EPA and DHA are from marine products, but often the odour and taste of the product are unpleasant. Some vegetable sources such as axseed, canola and soybean contain a-linolenic acid (ALA C18:3 n-3) and sometimes they are used as a source of omega-3 (Iafelice et al., 2008). Because of the important health benets of omega-3 a good number of food products have been enriched using different sources of this nutrient, such as infant food, some dairy products, baked goods, sausages, juices, among others (Iafelice et al., 2008). Consumers are aware of the benets of omega-3 and according to Patch, Tapsell, and Williams (2005) there is a high percentage of the population (54%) with the
Corresponding author. Tel.: +1 509 335 8109; fax: +1 509 335 2722.
E-mail address: daniela@wsu.edu (D. Bermdez-Aguirre). 0308-8146/$ - see front matter 2012 Elsevier Ltd. All rights reserved. doi:10.1016/j.foodchem.2012.01.093
intention of incorporating omega-3 in their diet. The most suitable food products for enrichment with omega-3 are those consumed on a daily basis, and those processed without thermal treatment, or retained in long storage or packaged without light or oxygen (Kolanowski & Laufenberg, 2006). Dairy products are good candidates for omega-3 fortication because of the high frequency of consumption and ideal storage conditions, but more research is needed on this topic (Kolanowski & Weibbrodt, 2007). Only a few studies have been reported on the fortication of milk and yogurt with omega-3 (Kolanowski & Laufenberg, 2006). Microencapsulation of sh oil is a good alternative way to mask any shy odour or taste, as well as a way to prevent chemical reactions during food processing (Iafelice et al., 2008). Microencapsulation is basically the use of a specic material to coat small drops of sh oil, which prevents oxidation of the oil and other chemical processes that have accelerated because of light, oxygen, humidity and other environmental conditions (Kolanowski & Weibbrodt, 2008). Fish oil powder is also used in some instant powder foods (Kolanowski, Ziolkowski, Weibbrodt, Kunz, & Laufenberg, 2006), for food kept under vacuum conditions, and in some avourings; the off-avours because of the presence of sh oil are imperceptible (Kolanowski, Jaworska, Laufenberg, & Weibbrodt, 2007a). Some of the novel nonthermal technologies, such as high hydrostatic pressure (HHP), pulsed electric elds (PEF), and ultrasound (US) have shown important results in the production of new ingredients (Huppertz, Fox, & Kelly, 2003; Pandey, Ramaswamy, & St.-Gelais, 2003; Ashokkumar et al., 2008; Yu, Ngadi, & Raghavan, 2009). A change in casein micelles or fat globules during milk processing for example has been observed after using some of these
788
D. Bermdez-Aguirre, G.V. Barbosa-Cnovas / Food Chemistry 133 (2012) 787797
technologies (HP and US) (Anema, 2008; Bermdez-Aguirre, Mawson, & Barbosa-Cnovas, 2008; Huppertz, Kelly, & Fox, 2002; Lpez-Fandio, 2006; Rastogi, Raghavarao, Balasubramaniam, Niranjan, & Knorr, 2007; Trujillo, Capellas, Saldo, Gervilla, & Guamis, 2002). Also, these nonthermal technologies have had interesting results in milk pasteurisation and cheese-making with important benets for the dairy industry, such as reduction of microbial loads and extension of the shelf-life of milk and dairy products (Bendicho, Barbosa-Cnovas, & Martn, 2002; BermdezAguirre & Barbosa-Cnovas, 2008; Craven et al., 2008; OReilly, Kelly, Murphy, & Beresford, 2001; Odriozola-Serrano, Bendicho-Porta, & Martn-Belloso, 2006; Smiddy, Martin, Huppertz, & Kelly, 2007). The aim of this research was to study the incorporation of omega-3 from animal and vegetable sources into three cheese varieties at different stages of the cheese-making process and also to study the use of nonthermal approaches (high hydrostatic pressure, pulsed electric elds and ultrasound) to enhance the incorporation and retention of omega-3 in the three cheeses.
4 C for 18 h. A control cheese was also elaborated following the above process, but without the addition of omega-3. 2.3.2. Cheddar Cheddar cheese was processed following the methodology described by Rynne et al. (2008). Pasteurised whole milk was used for the cheddar cheese samples, and for those fortied after pasteurisation omega-3 was added at this time. The milk systems were heated to 31 C, with 0.7% (w/w) mesophilic starter culture (Lactobacillus lactis and Lactobacillus cremoris) added to each, and 30 min ripening time at the same temperature. Rennet was added (concentration, 0.18 ml/kg) and left until curd formation; after the curd was formed omega-3 was added to those cheeses fortied during curdling. The curd was cut into portions, with a heal time of 10 min between each cutting. After mixing the curd and whey, each system was heated to 38 C at a 0.2 C/min heating rate. Cheese was pitched at pH 6.15; cheddaring and milling of curd were at pH 5.3. A salting process (2.7% w/w) followed, mellowing the cheese for 20 min, and omega-3 was added for systems fortied during salting. Finally, all systems were molded and pressed overnight. The same process was carried out for the control cheddar cheese without the addition of omega-3. 2.3.3. Mozzarella The procedure described by Zisu and Shah (2007) was used to process mozzarella cheese. Pasteurised whole milk was used to process the cheese, and for those fortied after pasteurisation omega-3 was added at this point. After the milk was tempered to 35 C, thermophilic starter culture (Streptococcus thermophilus and Lactobacillus delbrueckii) was added to each system (2.4% w/ w) and held at this temperature for 30 min. Chimosin was added to each system (10 ml per 20 l milk) for curd formation. Omega-3 also was added at this stage at 1% maximum concentration according to cheese yielding (10%) for those cheeses fortied during curdling. Curd was cut three times, with 10 min between each cutting, allowing for the release of whey from the curd. The mixture (whey and curd) was cooked for 20 min at 40 C, then the whey was drained (at pH 6.2) and the curd cheddared into slabs for milling (at pH 5.25.3). The salting process was performed for all systems (1.5% w/w). Then all systems were stretched for 7 min using hot water (75 C) to achieve 2.5 times the curd volume and 3% (w/w) salt content. For cheeses fortied during salting omega-3 was added at this point. A control system without the addition of omega-3 was elaborated as well. 2.4. Nonthermal approaches Three nonthermal technologies were used to pasteurise milk: high hydrostatic pressure, pulsed electric elds and ultrasound. These treatments and processing conditions were chosen based on previous results and are equivalent to thermal pasteurisation of milk. 2.4.1. High hydrostatic pressure Raw whole milk samples with omega-3 from axseed oil (1% w/ w) were placed into a cylindrical liner made of white polypropylene (75 mm internal diameter, 100 mm external diameter, 21.5 mm height; McMaster-Carr, Atlanta, GA, USA). The liner was then placed inside the cylindrical chamber vessel (0.1 m internal diameter, 0.25 m internal height) of the high pressure equipment (Engineered Pressure Systems, Inc., Andover, MA, USA). Processing conditions were 483 MPa, 40 C and 5 min to ensure pasteurisation standards of milk (Trujillo et al., 2002). The unit was operated with an electrohydraulic intensier pump (Hochdruck-Systeme GmbH, AP 10-0670-1116, Sigless, Austria) that pressurised the vessel to
2. Materials and methods 2.1. Milk samples Raw and pasteurised (73.3 C, 18.5 s) whole milk was obtained from the Creamery at Washington State University and stored at 4 C until used, but for not more than two days. Regardless of the kind of cheese produced and the technology tested, 500 ml of milk was used for each cheese. Depending on the experiments, raw whole milk was used for some and pasteurised whole milk for others, as described in the following sections. 2.2. Omega-3 sources Four different sources of omega-3 were evaluated, two from sh oil, and two from a vegetable origin. Sources were labelled as follows: Source 1-microencapsulated sh oil, Omega-3 PowderNG made by OceanNutrition (Nova Scotia, Canada); Source 2-DenomegaTM sh oil processed by Borregaard (Sarpsborg, Norway); Source 3-axseed oil made by General Nutrition Corporation (Pittsburgh, PA, USA), representing a vegetable source of this nutrient; and Source 4-BakOmegaTM, a powder from axseed processed by Bioriginal (Ontario, Canada). Omega-3 from the different sources was added in a concentration of 1% (w/w) according to the cheese yielding (10%), and following the maximum amount allowed for omega-3 use in cheese fortication (1.8% w/w) established by the FDA (2006). 2.3. Cheese-making 2.3.1. Queso fresco Pasteurised milk batches (500 ml) were heated to 20 C and for those cheeses fortied after pasteurisation omega-3 was added at this point. The nutrient was dispersed manually into the milk with a glass stirrer. All milk lots were then heated 3940 C, after which rennet and CaCl2 were added. Milk systems were kept in this temperature range until curd formation. After the curd was formed, omega-3 was added to those cheeses fortied during curdling. The curd was cut three times, with a 10 min interval between each cutting, allowing for the release of whey from the curd. Afterwards, pressing and salting (0.32% NaCl) of the curd systems were performed. For cheese fortied during salting, omega-3 was added at the same time as NaCl. The nutrient was homogenised by hand using a spatula to disperse it into the entire cheese matrix. The cheeses were shaped and molded, and kept at
D. Bermdez-Aguirre, G.V. Barbosa-Cnovas / Food Chemistry 133 (2012) 787797
789
operating pressure in a few seconds (average 7 s). A 5% Mobil Hydrasol 78 water solution was used as the pressure medium. 2.4.2. Pulsed electric elds A PowerModTM 25 kW PEF treatment system from Diversied Technologies, Inc., (Bedford, MA, USA) installed at WSUs pilot plant was used for these experiments. A single co-eld treatment chamber with two electrodes was used for treatment of the milk samples; electrode diameter was 0.5 cm, gap distance 0.65 cm. A digital oscilloscope, Tektronix TDS 3064B (Beaverton, OH, USA) (600 MHz, 50 S/s), was connected to the power tower in the PEF system to monitor pulse shape, pulse width, and frequency (0.2 kHz). Two thermocouples (k-type, Omega Engineering, Inc., Stamford, CT, USA) were connected to the system to measure temperature at the inlet (before entering the chamber) and the outlet (after leaving the chamber). Processing conditions for raw whole milk with omega-3 from axseed oil (1% w/w) were: 40 C inlet temperature, 30 kV output voltage, and 30 pulses (2 ls each). These processing conditions are required to inactivate and reduce microbial loads to pasteurisation standards (Bermdez-Aguirre, Fernndez, Esquivel, Dunne, & Barbosa-Cnovas, 2011). 2.4.3. Ultrasound An ultrasonic processor (Hielscher USA, Inc., Ringwood, NJ, USA; model UP400S, 400 W, 24 kHz, 120 microns as maximum amplitude) with a 22 mm diameter probe was used. A 500 ml double-walled vessel was used as a treatment chamber (8 cm internal diameter; 13.5 cm depth). Temperature was established and kept constant via a refrigerated bath (VWR Scientic Model 1166, Niles, IL, USA). A thermocouple was used in treatment chamber to monitor temperature (63 0.5 C) throughout experiments. Three 500 ml batches of raw whole milk with omega-3 from axseed oil (1% w/ w) were used; one was pasteurised with ultrasound for 5 min, a second one for 10 min, and a third for 30 min. For each of these conditions, microbial inactivation in milk was attained according to pasteurisation standards (Bermdez-Aguirre, Corradini, Mawson, & Barbosa-Cnovas, 2009; Bermdez-Aguirre, Mawson, Versteeg, & Barbosa-Cnovas, 2009). Also, sonication was used as an innovative processing condition to achieve better homogenisation of omega-3 in the milk. 2.4.4. Thermal treatment For the milk pasteurised under lab conditions, a heat exchanger system was used to warm the milk to 72 C and then hold the temperature for 15 s. The system consisted of a MicrothermTM temperature control system Chromalox CMX-250 12 C (Chromalox, Inc., Edinboro, PA, USA) with a coiled tubing. Temperatures were monitored with digital in-line k-type thermocouples and milk was cooled with a refrigeration system with a coiled tubing (VWR Refrigerated Recirculator 1174, Arlington Heights, IL, USA). This milk was not homogenised with any treatment. 2.5. Omega-3 quantication The methodology for quantication and detection of omega-3 and other fatty acids was based on research by OFallon, Busboom, Nelson & Gaskins (2007) at WSU, Animal Science Department. The methodology was adapted to the cheese samples and conducted accordingly. The main advantage of this methodology was its use for food in a natural state, which basically meant the cheese did not need to be dried for analysis. Water can be present and an internal standard added, allowing contact with the cheese, so water can permeate, dissolve, and hydrolyse the sample. In this case H2SO4 and K2SO4 were used for the sample, which was then incubated under specic temperature conditions. The nal step was the addition of hexane followed by further ltration for GC
analysis. A capillary column SP-2560 (Supelco) installed in a gas chromatographer (Hewlett Packard 5890) was used with the HP 3396 Series II integrator and 7673 controller, ame ionisation detector, and split injection (Agilent Technologies, Inc., Santa Clara, CA, USA). 2.6. Physicochemical analysis Moisture content, pH, and weight of each cheese were recorded, as well as volume and pH of whey in each system. Moisture content and pH were measured according to Marshall (1992). 2.6.1. Colour Colour parameters (L, a, b) were analyzed in the control and processed cheese samples using a Minolta CM-2002 spectrophotometer (Minolta Camera Co., Osaka, Japan) in reection mode. Only results indicating important changes after processing are shown in this manuscript. 2.7. Environmental scanning electron microscopy (FESEM) For electron microscopy no sample preparation was required for any of the cheeses or microencapsulated omega-3. A Quanta 200F Environmental Scanning Electron Microscope (FEI, Field Emission Instruments, Hillsboro, OR, USA), using the Extended Vacuum Mode (ESEM), allowed using the sample in its native state with no alteration to its microstructure. Omega-3 powder was mounted in Aluminium stubs and cheese samples were placed on the sample holder of the microscope. Operation conditions of the SEM were: accelerated voltage 30 kV, chamber temperature 0 C, humidity 90%, and pressure 551 Pa. 2.8. Storage life Microbiological analyses were conducted for all cheese samples stored at 4 C. Cheese samples were stored in sterile plastic bags (one bag per day) and every 48 h microbial counts were evaluated. Mesophiles, psychrophiles and enterobacteria were assessed for queso fresco; yeasts, molds and lactic acid bacteria for cheddar; counting of mesophiles, psychrophiles and coliforms for mozzarella. 2.8.1. Mesophiles, psychrophiles and enterobacteria For mesophiles, psychrophiles and enterobacteria evaluation, 1 g of each cheese sample was mixed with 9 ml of sterile peptone water (0.1%). Serial dilutions were conducted in sterile peptone water and samples were pour-plated into Plate Count Agar (Difco, Becton, Dickinson and Co., Sparks, MD, USA); dishes were incubated at 35 C for 48 h for mesophiles, and 4 C for 7 days for psychrophiles, and bacteria were counted in each. For enterobacteria, pour-plating was assessed using Eosin Methylene Blue (EMB) agar (Difco, Becton, Dickinson and Co., Sparks, MD, USA); dishes were incubated at 35 C for 48 h and microbial loads counted. 2.8.2. Yeasts, molds and lactic acid bacteria For evaluation of yeasts, molds and lactic acid bacteria, again 1 g of cheese was mixed with 9 ml of sterile peptone water (0.1%). After serial dilutions, pour plating was assessed using Dichloran Rose Bengal Chloramphenicol (DRBC) agar (Difco, Becton, Dickinson and Co., Sparks, MD, USA) for yeasts and molds, incubating the dishes at room temperature (21 C) for 7 d. For lactic acid bacteria, MRS agar (EMD Chemicals Inc., Gibbstown, NJ, USA) was used for pour-plating and dishes were incubated at 35 C for 48 h. 2.8.3. Coliforms For coliform evaluation, 1 g of cheese was also mixed with 9 ml sterile peptone water (0.1%) using serial dilutions. Samples were
790
D. Bermdez-Aguirre, G.V. Barbosa-Cnovas / Food Chemistry 133 (2012) 787797
pour-plated using Violet Red Bile Agar (VRBA) (Difco, Becton, Dickinson and Co., Sparks, MD, USA) and dishes were incubated at 35 C for 24 h. 2.9. Statistical analysis Each experiment was carried out at least in duplicate. Statistical analysis of data was performed using Microsoft Ofce Excel 2007 (Redmond, WA, USA). Analysis of variance (one way) was calculated using SAS 9.2 (Cary, NC, USA) with a condence level of p < 0.05 to determine any signicant difference between treatments. Also, a pair wise Tukeys test was used to nd signicant difference between treatments using p < 0.05. 3. Results and discussion 3.1. Concentration of omega-3 One of the main challenges during fortication of foods is the preservation of the quality and quantity of the nutrients added. Sometimes conditions during regular processing such as temperature, oxygen or processing times can affect the nutrient content undesirably. The results of omega-3 concentration in the three cheese varieties are shown in the following paragraphs. 3.1.1. Queso fresco Even though queso fresco is a homemade style cheese with Hispanic origin, it is highly consumed in some regions of the United States, mainly in the west coast region. This cheese requires light processing conditions compared to other cheeses. The main challenge is retention of omega-3 in this cheese because of the high moisture content (higher than 50%), while at the same time providing a product with good sensory properties. The three stages evaluated for fortication and the sources of omega-3 used are shown in Table 1. The best stage for fortication was after milk
pasteurisation, with a maximum value of 8.49 mg/g using MFO as the omega-3 source. For vegetable sources, the best stage for fortication was during salting, with the highest concentration (6.64 mg/g) from the axseed powder source. These results suggest that retention of omega-3 is higher when no further steps are required during cheese-making, thus allowing the nutrient to interact with other components and to remain stable after processing. Results showed that omega-6 concentration was again found in the cheese fortied with MFO after milk pasteurisation (6.13 mg/ g). Retention of omega-3 is also higher when microencapsulated or powder sources are used because of the easy incorporation of these components to the cheese matrix rather than the use of liquid oil. Some products enriched with n-3 PUFA, such as baby food, dairy products, baked goods, sausages and beverages, have an average concentration of these acids between 40 and 220 mg/100 of product (Iafelice et al., 2008). 3.1.2. Cheddar For cheddar the best retention of omega-3 regardless of the source was observed during salting. In Table 2 the quantication of omega-3 concentration is shown. First of all, the highest concentration was found during salting using MFO (8.69 mg/g), while the axseed oil showed the highest retention during salting with a value of 5.08 mg/g. The axseed powder could not be incorporated in cheese because of the high hygroscopicity of this powder and the intermediate step during cheddar processing that requires cheddaring and shaping of the cheese. The highest omega-6 concentration in cheddar was found during salting using MFO (5.49 mg/g). Again, as in the case of queso fresco, the highest concentration of omega-3 was found after salting, mainly because this step is the last step for both cheeses, and no further or severe treatment is required as in the case of mozzarella, during which stretching could wash off the nutrient from the cheese. According to the daily recommended intake for LC n-3 PUFA (650 mg/day) published by ISSFAL (2004), the consumption of 50 g of fortied cheddar would cover approximately 42% of the required nutrient.
Table 1 Concentration of omega-3 from different sources in queso fresco during different stages of the cheese-making process. (Recommended daily intake LC n-3 PUFA 650 mg/d)A. Fatty acid Structure Control sample* mg/g 0.89 0.07 0.10 0.10 0.00 1.16a (0.40) 5.14 (0.61) 0.89 0.07 0.10 0.10 0.00 1.16a (0.51) 5.14 (0.70) 0.89 0.07 0.10 0.10 0.00 1.16a (0.13) 5.14a (0.50) GNC axseed oil mg/g 1.32 0.09 0.11 0.11 0.00 1.62b (0.32) 5.30 (0.51) 0.91 0.07 0.17 0.14 0.05 1.34b (0.21) 5.23 (0.11) 4.35 0.10 0.11 0.43 0.03 5.03a,b (0.41) 5.87 (0.21) Denomega sh oil mg/g 0.89 0.08 0.13 0.14 0.00 1.24c (0.11) 5.33 (0.42) 0.91 0.11 0.15 0.19 0.03 1.39c (0.12) 5.40 (0.31) 1.01 0.08 1.62 0.38 1.03 4.11a,b,c (0.32) 5.59 (0.51) OceanNutrition microencapsulated sh oil mg/g 0.96 0.08 3.92 0.56 2.97 8.49a,b,c,d (0.51) 6.13a (0.12) 0.92 0.08 1.22 0.25 0.87 3.34a,b,c (0.11) 5.57 (0.50) 0.96 0.09 3.70 0.54 2.77 8.07a,b,c,d (0.40) 6.24a (0.39) BakOmega axseed powder mg/g 2.82 0.07 0.19 0.11 0.06 3.24b,c,d (0.90) 4.97a (1.10) 2.98 0.07 0.09 0.10 0.23 3.47a,b,c (0.71) 4.62 (0.90) 6.11 0.08 0.17 0.11 0.16 6.64a,b,c,d (0.73) 6.07a (0.69)
After milk pasteurisation Linolenic C18:3n3 Eicosatrienoic C20:3n3 Eicosapentaenoic C20:5n3 Docosapentaenoic C22:5n3 Docosahexaenoic C22:6n3 Omega-3 (x-3) Omega-6 (x-6) During curdling Linolenic C18:3n3 Eicosatrienoic C20:3n3 Eicosapentaenoic C20:5n3 Docosapentaenoic C22:5n3 Docosahexaenoic C22:6n3 Omega-3 (x-3) Omega-6 (x-6) During salting Linolenic C18:3n3 Eicosatrienoic C20:3n3 Eicosapentaenoic C20:5n3 Docosapentaenoic C22:5n3 Docosahexaenoic C22:6n3 Omega-3 (x-3) Omega-6 (x-6)
Data is expressed as average concentration standard deviation of at least two experiments. A ISSFAL (2004). * Milk was pasteurised and homogenised at WSU Creamery. a,b,c,d Values followed by same letters in the same raw are signicantly different (Tukey test, a 0.05).
D. Bermdez-Aguirre, G.V. Barbosa-Cnovas / Food Chemistry 133 (2012) 787797
791
Table 2 Concentration of omega-3 from different sources in cheddar during different stages of the cheese-making process. (Recommended daily intake LC n-3 PUFA 650 mg/d)A. Fatty acid Structure Control sample* mg/g 0.81 0.08 0.12 0.10 0.09 1.20a (0.19) 4.34 (0.25) 0.81 0.08 0.12 0.10 0.09 1.20a (0.17) 4.34a (0.21) 0.81 0.08 0.12 0.10 0.09 1.20a (0.11) 4.34a (0.90) GNC axseed oil mg/g 0.89 0.07 0.16 0.11 0.23 1.45b (0.31) 4.93 (0.65) 0.79 0.07 0.19 0.11 0.16 1.32b (0.29) 4.56 (0.33) 4.76 0.08 0.08 0.16 0.00 5.08b (0.41) 5.45 (0.32) Denomega sh oil mg/g 0.75 0.06 0.09 0.38 0.00 1.28c (0.16) 4.49 (0.31) 0.62 0.05 0.09 0.33 0.00 1.10c (0.08) 4.18b (0.41) 0.74 0.18 1.89 0.48 1.23 4.50a ,c (0.41) 5.19a (0.32) OceanNutrition microencapsulated sh oil mg/g 0.69 0.13 2.24 0.39 1.65 5.11a ,b,c (0.41) 4.79 (0.34) 0.73 0.10 2.53 0.46 1.90 5.72a 4.99a BakOmega axseed powder mg/g NA NA NA NA NA NA NA NA NA NA NA NA NA NA NA NA NA NA NA NA NA
After milk pasteurisation Linolenic C18:3n3 Eicosatrienoic C20:3n3 Eicosapentaenoic C20:5n3 Docosapentaenoic C22:5n3 Docosahexaenoic C22:6n3 Omega-3 (x-3) Omega-6 (x-6) During curdling Linolenic C18:3n3 Eicosatrienoic C20:3n3 Eicosapentaenoic C20:5n3 Docosapentaenoic C22:5n3 Docosahexaenoic C22:6n3 Omega-3 (x-3) Omega-6 (x-6) During salting Linolenic C18:3n3 Eicosatrienoic C20:3n3 Eicosapentaenoic C20:5n3 Docosapentaenoic C22:5n3 Docosahexaenoic C22:6n3 Omega-3 (x-3) Omega-6 (x-6)
,b,c ,b
(0.32) (0.15)
0.84 0.09 4.02 0.69 3.05 8.69a ,b,c (0.71) 5.48a (0.41)
NA: Not available. Data is expressed as average concentration standard deviation of at least two experiments. A ISSFAL (2004). * Milk was pasteurised and homogenised at WSU Creamery. a,b,c Values followed by same letters in the same raw are signicantly different (Tukey test, a 0.05).
Table 3 Concentration of omega-3 from different sources in mozzarella during different stages of the cheese-making process. (Recommended daily intake LC n-3 PUFA 650 mg/d)A. Fatty acid Structure Control sample* mg/g 0.50 0.00 0.72 0.15 1.38 2.75a (0.61) 3.41a (0.40) 0.50 0.00 0.72 0.15 1.38 2.75a (0.40) 3.41a (0.37) 0.50 0.00 0.72 0.15 1.38 2.75a (0.32) 3.41a (0.15) GNC axseed oil mg/g 0.43 0.06 0.14 0.07 0.11 0.80b (0.11) 2.80b (0.32) 0.56 0.07 0.11 0.14 0.00 0.88b (0.21) 3.61b (0.50) 1.19 0.05 0.09 0.08 0.00 1.40 (0.61) 3.31b (0.11) Denomega sh oil mg/g 0.52 0.05 0.16 0.08 0.20 1.02a,c (0.31) 3.44b,c (0.15) 0.40 0.06 0.05 0.06 0.00 0.57a,c (0.32) 2.69a,b (0.41) 0.31 0.03 0.29 0.09 0.24 0.97a,b (0.21) 2.13a,b,c (0.40) OceanNutrition microencapsulated sh oil mg/g 0.37 0.03 1.15 0.18 0.89 2.64b,c (0.32) 2.57a,c (0.19) 0.36 0.04 1.18 0.19 0.92 2.69b,c (0.33) 2.54a,b (0.15) 0.43 0.06 0.80 0.15 0.62 2.08b (0.31) 3.01c (0.25) BakOmega axseed powder mg/g NA NA NA NA NA NA NA NA NA NA NA NA NA NA NA NA NA NA NA NA NA
After milk pasteurisation Linolenic C18:3n3 Eicosatrienoic C20:3n3 Eicosapentaenoic C20:5n3 Docosapentaenoic C22:5n3 Docosahexaenoic C22:6n3 Omega-3 (x-3) Omega-6 (x-6) During curdling Linolenic C18:3n3 Eicosatrienoic C20:3n3 Eicosapentaenoic C20:5n3 Docosapentaenoic C22:5n3 Docosahexaenoic C22:6n3 Omega-3 (x-3) Omega-6 (x-6) During salting Linolenic C18:3n3 Eicosatrienoic C20:3n3 Eicosapentaenoic C20:5n3 Docosapentaenoic C22:5n3 Docosahexaenoic C22:6n3 Omega-3 (x-3) Omega-6 (x-6)
NA: Not available. Data is expressed as average concentration standard deviation of at least two experiments. A ISSFAL (2004). * Milk was pasteurised and homogenised at WSU Creamery. a,b,c Values followed by same letters in the same raw are signicantly different (Tukey test, a 0.05).
792
D. Bermdez-Aguirre, G.V. Barbosa-Cnovas / Food Chemistry 133 (2012) 787797
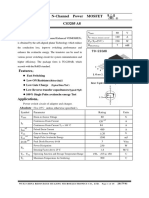
Fig. 1. Environmental Scanning Electron Microscopy of microencapsulated sh oil (MFO): a) 1000x; b) 5000x; c) 10,000x; d) MFO in queso fresco (1000x); e) MFO in cheddar (5000 x); f) MFO in mozzarella (5000x).
3.1.3. Mozzarella This cheese requires longer processing and the use of high temperature during the nal step for stretching. The challenge then was to preserve omega-3 (from animal and vegetable sources) at the end of the process. However, lower concentrations were observed in all the tested stages and with all the sources as displayed in Table 3. Oxidation and hydrolysis of omega-3 in sh oil are often observed when proper processing and storage conditions of the oil are not provided, decreasing the quality of the product (Kolanowski & Laufenberg, 2006). The highest concentration was observed when adding omega-3 during curdling (2.69 mg/g) using MFO. For axseed oil the highest concentration was found during the salting stage (1.40 mg/g), but
axseed powder could not be incorporated into cheese for the same reason explained for cheddar; the powder has a very high hygroscopicity and during stretching of the cheese, the powder absorbs most of the water and the cheese curds are lost. However, the highest retention of omega-6 was observed using axseed oil when added during curdling (3.61 mg/g). 3.2. Microstructure After cheese fortication, the microstructure of the three evaluated cheeses was studied using FESEM; particles of MFO were observed under the microscope. The particles of MFO can be seen in Fig. 1ac at different magnications (100010, 000). All of those
Table 4 Fortication of cheese with omega-3 from axseed oil (GNC) using selected thermal and nonthermal treatments. (Recommended daily intake LC n-3 PUFA 650 mg/d).A Fatty acid Queso fresco Fat content Linolenic Eicosatrienoic Eicosapentaenoic Docosapentaenoic Docosahexaenoic Omega-3 (x-3) Omega-6 (x-6) Cheddar Fat content Linolenic Eicosatrienoic Eicosapentaenoic Docosapentaenoic Docosahexaenoic Omega-3 (x-3) Omega-6 (x-6) Mozzarella Fat content Linolenic Eicosatrienoic Eicosapentaenoic Docosapentaenoic Docosahexaenoic Omega-3 (x-3) Omega-6 (x-6) Structure Control sample (thermal treatment at lab, 72 C 15 s) mg/g 110.13 3.94 0.00 0.09 0.09 0.00 4.48a (0.41) 5.16a (0.31) 120.32 4.63 0.00 0.13 0.27 0.01 5.46 (0.32) 5.84 (0.21) 140.44 5.26 0.00 0.07 0.17 0.00 5.93 (0.13) 6.46a (0.15) Pulsed electric elds mg/g 135.03 4.56 0.00 0.09 0.09 0.00 5.20a (0.34) 6.36a (0.54) 128.24 4.30 0.00 0.09 0.10 0.00 4.93 (0.61) 6.04 (0.17) 154.97 5.25 0.00 0.10 0.28 0.00 6.19 (0.34) 7.17 (0.61) High hydrostatic pressure mg/g 64.77 0.47 0.00 0.07 0.12 0.12 0.91a (0.10) 2.06a (0.71) 133.15 4.71 0.00 0.09 0.23 0.00 5.49 (0.30) 6.15 (0.41) 159.32 5.70 0.00 0.10 0.30 0.00 6.64 (0.51) 7.49a (0.33)
C18:3n3 C20:3n3 C20:5n3 C22:5n3 C22:6n3
C18:3n3 C20:3n3 C20:5n3 C22:5n3 C22:6n3
C18:3n3 C20:3n3 C20:5n3 C22:5n3 C22:6n3
Data is expressed as average concentration standard deviation of at least two experiments. A ISSFAL (2004). a Values followed by same letters in the same raw are signicantly different (Tukey test, a 0.05).
D. Bermdez-Aguirre, G.V. Barbosa-Cnovas / Food Chemistry 133 (2012) 787797
793
particles present irregular shapes. After cheese fortication, several samples were evaluated carefully under the microscope, from control samples to samples enriched with omega-3. The main difference observed was the presence of small particles in the cheese structure, as shown in Fig. 1d (queso fresco), e (cheddar), and f (mozzarella). No important changes were observed in the general structure of the cheeses after fortication; only the presence of small particles representing the MFO added to the cheese could be observed. The omega-3 particles in this research had a smoother surface and an irregular shape compared those reported by Kolanowski, Jaworska, Weibbrodt, and Kunz (2007b) in which spray drying was used as a technique for microencapsulation and methylcellulose, maltodextrin, lecithin and skim milk powder, as wall material for the capsules. The main coating material for the MFO used in this research was gelatin.
denatured, having a synergistic effect when combined with temperature (4050 C) (Huppertz et al., 2002). Finally in Table 4, the maximum concentration was observed for mozzarella when HHP was used to treat milk, showing a nal value of 6.64 mg/g. This value is by far the highest concentration found during this research project; even when different omega-3 sources were evaluated for this cheese (see Table 3), none were as high. These concentrations found in cheese using nonthermal approaches also provide a good level of omega-3 according to the recommended daily intake (650 mg/d), considering cheese is not the only source of the nutrient in the diet.
(a)
3.3. Nonthermal approaches Following the evaluation of the retention of omega-3 in cheese by manually adding the nutrient and observing the low retention in some cases, some nonthermal approaches were chosen to increase the nal concentration of omega-3 in all of the cheeses. It is well known that ultrasound can produce stable emulsions (McClements, 1995), but it is also known that high hydrostatic pressure and pulsed electric elds can modify the proteins and structure of fat globules in milk (Considine, Patel, Anema, Singh, & Creamer, 2007; Yu et al., 2009), which could lead to effects that would bind the omega-3 with milk components. High hydrostatic pressure (HHP), pulsed electric elds (PEF) and ultrasound (US) were used in combination with axseed oil, which could be of interest commercially because of this oils source and the possibility of minor avour alteration. A comparison of two of these nonthermal treatments, HHP and PEF, with only regular heat pasteurisation of milk (72 C/15 s) in the nal concentration of omega-3 is shown in Table 4. For queso fresco, the best treatment was to pasteurise the milk and add the axseed oil using PEF, since the omega-3 concentration in cheese was around 5.20 mg/g. Similar results were observed for omega-6 concentration at 6.36 mg/g. However, very poor retention was observed using HHP to process the milk for queso fresco, showing a nal omega-3 concentration of around 0.91 mg/g. This fact could be a result of the high moisture content in this cheese (55 60%). High pressure appears to not aggregate the fat globules very well (i.e. closely) and the casein micelles in the milk, causing the water molecules to be trapped in the cheese matrix (OReilly et al., 2001). Since omega-3 is a hydrophobic molecule, it can be lost and only retained in very low concentration in the fat-protein network of the cheese. On the other hand, the concentration of omega-3 in queso fresco using PEF is higher in cheeses studied in the rst part of this research (Table 1). Opposite and interesting behaviour was observed for cheddar cheese (a cheese with lower moisture content, around 35%). HHP showed the highest retention (5.49 mg/g) of omega-3 when this technology was used to process the milk and axseed oil together. Again, this nonthermal approach was able to increase the concentration of the cheese at a higher level than those shown in Table 2. High pressure is able to denaturate, aggregate, and to produce gel formation of macromolecules. This nonthermal approach changes the properties of milk such as reduction in the size of casein micelles and denaturation of b-lactoglobulin, affecting the cheesemaking process (OReilly et al., 2001), which in this specic case could have a positive effect on retaining omega-3 molecules attached to the denaturated b-lactoglobulin. In this research the tested pressure was 483 MPa, but reports in literature showed that after treatment at 400 MPa around 7080% of b-lactoglobulin was
(b)
(c)
Fig. 2. Microbial growth of mesophiles (a), enterobacteria (b), and psychrophiles (c) in queso fresco processed by Pulsed electric elds (PEF), High hydrostatic pressure (HHP) and thermal treatment. Bars indicated the standard deviation of at least two experiments.
794
D. Bermdez-Aguirre, G.V. Barbosa-Cnovas / Food Chemistry 133 (2012) 787797
3.4. Storage life One of the main challenges during fortication using nonthermal approaches was twofold. Not only was a better homogenisation of axseed oil and milk required, but also the extension of shelf-life using these technologies, which in the past have shown positive effects in extending product shelf-life, and reducing counts of important microorganisms. Therefore, the shelf-life of the nonthermal fortied cheese was evaluated. 3.4.1. Queso fresco Fig. 2 shows the microbial counts in queso fresco processed using thermal and nonthermal approaches. Fig. 2a shows the growth of mesophiles; even after 12 d of storage at refrigerated conditions (4 C) the counts in queso fresco processed with HHP and thermal treatment are high (around 7 log), while the shelf-life of the cheese processed with PEF was extended and the difference in microbial growth between the three treatments is very clear. The enterobacteria showed a growth prole similar to the mesophiles; PEF delayed the growth again and the nal counts were around 4.7 log after 12 d of storage (Fig. 2b). Finally, for psychrophiles, the microbial growth during storage is shown in Fig. 2c. Here the trend was almost the same as for HHP, PEF and thermal treated milk for cheese-making, with counts reaching a maximum value of around 6 log after 6 d of storage, showing a slight decrease during the rest of storage. 3.4.2. Cheddar The shelf-life of cheddar cheese was evaluated in terms of lactic acid bacteria and yeast and mold counts, as presented in Fig. 3. The
best treatment used to delay the growth of lactic acid bacteria in milk was thermal treatment (72 C/15 s), which allowed keeping very long microbial counts during the 12 d of storage. HHP and PEF showed similar growth patterns in lactic acid bacteria but even after 12 d of storage counts were not higher than 4.5 log (Fig. 3a). There are reports on the reduction of starter and non-starter lactic acid bacteria in cheddar cheese when treated with HHP (Rynne et al., 2008). For yeasts and molds, a minimum growth was observed regardless of the treatment applied to milk before cheese-making, as observed in Fig. 3b.
(a)
(a)
(b)
(b)
(c)
Fig. 3. Microbial growth of lactic acid bacteria (a) and yeasts and molds (c) in cheddar processed by Pulsed electric elds (PEF), High hydrostatic pressure (HHP) and thermal treatment. Bars indicated the standard deviation of at least two experiments.
Fig. 4. Microbial growth of coliforms (a), mesophiles(b),and psychrophiles (c) in mozzarella processed by Pulsed electric elds (PEF), High hydrostatic pressure (HHP) and thermal treatment. Bars indicated the standard deviation of at least two experiments.
D. Bermdez-Aguirre, G.V. Barbosa-Cnovas / Food Chemistry 133 (2012) 787797 Table 5 Fortication of queso fresco with omega-3 from axseed oil (GNC) using selected ultrasound treatments. (Recommended daily intake LC n-3 PUFA 650 mg/d)A. Fatty acid Fat content Linolenic Eicosatrienoic Eicosapentaenoic Docosapentaenoic Docosahexaenoic Omega-3 (x-3) Omega-6 (x-6) Structure Control sample* mg/g 131.23 0.85 0.05 0.09 0.00 0.00 1.10a (0.57) 4.97 (0.57) 5 min sonication axseed oil mg/g 131.33 4.29 0.00 0.08 0.00 0.00 5.12 (0.57) 5.97 (0.57) 10 min sonication axseed oil mg/g 135 4.52 0.00 0.09 0.00 0.00 4.71a (0.57) 6.22 (0.57)
795
30 min sonication axseed oil mg/g 139.45 3.90 0.00 0.10 0.00 0.00 4.11a (0.57) 6.22 (0.57)
C18:3n3 C20:3n3 C20:5n3 C22:5n3 C22:6n3
Data is expressed as average concentration standard deviation of at least two experiments. A ISSFAL (2004). * Milk was pasteurised and homogenised at WSU Creamery. a Values followed by same letters in the same raw are signicantly different (Tukey test, a 0.05).
Table 6 Some physicochemical properties of thermo-sonicated cheese fortied with axseed oil. Cheese weight (g) Control Ultrasound 5 min Ultrasound 10 min Ultrasound 30 min
a,b,c
pH cheese 6.18a (0.02) 6.47b (0.03) 6.32a,b,c (0.02) 6.40a,b,c (0.04)
Moisture content (%) 55.75a (0.84) 59.38b (0.54) 61.44a,b,c (0.74) 59.41c (0.93)
pH whey 5.51a (0.15) 5.75 (0.04) 5.65 (0.02) 5.67a (0.00)
Volume whey (ml) 395a (5) 375b (5) 375a,c (5) 330a,b,c (10)
L 91.21a (0.54) 94.23b (0.76) 92.85a,b (0.43) 92.29a,b (0.23)
a 0.42a (0.13) 0.09 (0.25) 0.34a (0.34) 0.42a (0.25)
b 12.97a (0.45) 10.60 (0.23) 10.52a (0.33) 9.97a (0.45)
65.02a (1.13) 75.71 (1.86) 77.46a (1.44) 76.65a (1.83)
Data is expressed as average concentration standard deviation of at least two experiments. Values followed by same letters in the same column are signicantly different (Tukey test, a 0.05).
3.4.3. Mozzarella Mozzarella cheese showed some changes during storage, so the microbial loads for mesophiles, coliforms and psychrophiles were evaluated. The growth of coliforms was delayed using thermal pasteurisation and pressurisation of milk; however, PEF did not delay the growth of coliforms, showing counts around 2.8 log after 8 d of storage (Fig. 4a). The growth of mesophiles is shown in Fig. 4b, where at the end of storage life (12 d) the counts in cheeses processed with PEF and thermal treated milk were close to 7 log, while the pressurised milk showed a lower microbial growth of 5.8 log after 12 d of storage. Very similar behaviour and microbial loads were observed (Fig. 4c) for psychrophiles in mozzarella during storage, with HHP being the most effective treatment for milk processing before cheese-making. HHP has been shown to be effective in extending the shelf-life of cheese, not only for inactivating pathogenic bacteria, but also delaying the growth of mesophiles (Trujillo et al., 2000). 3.5. Ultrasound Finally, one of the promising nonthermal technologies, ultrasound (US), was tested in the homogenisation of milk with omega-3. This technology is based on the physical phenomena of cavitation, during which thousands of explosions and implosions take place in the medium. As a result there is an important increase in the temperature and pressure of the medium and the medium components are homogenised. For the current experiments the batch temperature (63 C) was combined with ultrasound, resulting in a thermo-sonication process that homogenised the milk with the axseed oil, but also ensured the microbial quality of the product. Table 5 shows some of the results of sonication of milk with axseed oil. Three different processing times were tested, the most effective and shortest being to incorporate omega-3 for 5 min as
shown, with a maximum omega-3 concentration of 5.12 mg/g. Observing omega-6, the most effective times were longer, 10 and 30 min, showing the same concentration (6.22 mg/g) as omega-3 for that duration. The same effect of ultrasound taking place in milk with axseed oil is the homogenisation of the milk components (casein and fat globules, mainly) with the vegetable oil. This is indeed a great advantage that allows stabilizing the emulsion between different components and retaining the nutrients in cheese. However, the physicochemical process that may be taking place in the cheese to retain omega-3 is called microencapsulation. Ultrasound has the unique characteristic of extracting and encapsulating materials at the same time because of the hydroxyl radical formation and the covalent bonding that takes place, causing a microsphere formation of proteins, which are the best components for encapsulation (Vilkhu, Mawson, Simons, & Bates, 2008). There is evidence that some milk proteins are able to attach hydrophobic molecules, which also are excellent components for encapsulation and delivery of certain compounds. Beta-lactoglobulin (b-Lg) is one protein with the afnity to bind fatty acids, such as linoleic acid and in the latest reports, DHA was also able to attach b-Lg and could be an excellent vehicle for nutrient delivery in dairy products (Zimet & Livney, 2009). Therefore the possibility of encapsulating a-linolenic acid from axseed oil using ultrasound and providing better stability is highly possible. Table 6 shows some of the physicochemical properties of sonicated fortied queso fresco. In general, there was an increase in the weight of the cheese of about 10 g that was reected also as an increase in the moisture content. The reason for this increase seems to be the reorganisation and change in the milk components after sonication, which reduced the size of the fat globules and formed new complexes between the casein micelles and fat globules, providing an emulsion with better stability and higher water holding capacity (Bermdez-Aguirre et al., 2008). The pH of this
796
D. Bermdez-Aguirre, G.V. Barbosa-Cnovas / Food Chemistry 133 (2012) 787797
(a)
2 log during the rst week of storage, but at the end of storage (8 d) the counts reached 6 log (Fig. 5b). Finally, similar behaviour was observed for psychrophiles during storage, with low growth during the rst days, and then a signicant increase in microbial counts (Fig. 5c). Even though ultrasound can considerably extend the shelf-life of milk, during the processing of queso fresco the shelf-life was very similar to the control cheese. It is worth considering that ultrasound not only inactivates microorganisms, but also can promote some chemical reactions that could lead to the growth of bacteria in this particular case. 4. Conclusions Incorporation of omega-3 in cheese using the conventional cheese-making process appears to be a big challenge, and it is also dependent on the nutrient source. However, novel nonthermal approaches do offer an interesting way to incorporate omega-3 into the cheese matrix in the cheese-making process, yielding a high concentration of this nutrient, excellent physicochemical properties and longer storage life of the product. Pulsed electric elds and ultrasound seem to be the best nonthermal options available to process queso fresco; and high hydrostatic pressure to process cheddar and mozzarella in terms of omega-3 concentration. All of these novel technologies offer a lot of advantages not only for the consumer, but also for the food processor. Acknowledgments The authors acknowledge the nancial support of Washington State Dairy Products Commission (Project number 13C-30283573) in this research. The authors also acknowledge the advice of Dr. Valerie Lynch-Holm (Francheschi Microscopy and Image Center, WSU) during electron microscopy studies. References
Anema, S. G. (2008). Heat and/or high-pressure treatment of skim milk: Changes to the casein micelle size, whey proteins and the acid gelation properties of the milk. International Journal of Dairy Technology, 61(3), 245252. Ashokkumar, M., Sunartio, D., Kentish, S., Mawson, R., Simons, L., Vilkhu, K., & Versteeg, C. (2008). Modication of food ingredients by ultrasound to improve functionality: A preliminary study on a model system. Innovative Food Science and Emerging Technologies, 9(2), 155160. Bendicho, S., Barbosa-Cnovas, G. V., & Martn, O. (2002). Milk processing by high intensity pulsed electric elds. Trends in Food Science & Technology, 13, 195204. Bermdez-Aguirre, D., & Barbosa-Cnovas, G. V. (2008). Study of butter fat content in milk on the inactivation of Listeria innocua ATCC 51742 by thermosonication. Innovative Food Science and Emerging Technologies, 9(2), 176185. Bermdez-Aguirre, D., Corradini, M., Mawson, R., & Barbosa-Cnovas, G. V. (2009). Modeling the inactivation of Listeria innocua in raw whole milk under thermosonication. Innovative Food Science and Emerging Technologies, 10(2), 172178. Bermdez-Aguirre, D., Fernndez, S., Esquivel, H., Dunne, P. C., & Barbosa-Cnovas, G. V. (2011). Milk processed by pulsed electric elds: Evaluation of microbial quality, physicochemical characteristics, and selected nutrients at different storage conditions. Journal of Food Science, 76(5), S289S299. Bermdez-Aguirre, D., Mawson, R., & Barbosa-Cnovas, G. V. (2008). Microstructure of fat globules in whole milk after thermo-sonication treatment. Journal of Food Science, 73(7), E325E332. Bermdez-Aguirre, D., Mawson, R., Versteeg, K., & Barbosa-Cnovas, G. V. (2009). Composition parameters, physicalchemical characteristics and shelf-life of whole milk after thermal and thermo-sonication treatments. Journal of Food Quality, 32, 283302. Considine, T., Patel, H. A., Anema, S. G., Singh, H., & Creamer, L. K. (2007). Interactions of milk proteins during heat and high hydrostatic treatments: A review. Innovative Food Science and Emerging Technologies, 8, 123. Craven, H. M., Swiergon, P., Ng, S., Midgely, J., Versteeg, C., Coventry, M. J., & Wan, J. (2008). Evaluation of pulsed electric eld and minimal heat treatments for inactivation of pseudomonads and enhancement of milk shelf-life. Innovative Food Science and Emerging Technologies, 9, 211216. FDA. (2007). GRAS Notice No. GRN 000200. US Food and Drug Administration. Center for Food Safety and Applied Nutrition. Washington, D.C. Huppertz, T., Fox, P. F., & Kelly, A. L. (2003). High pressure-induced changes in the creaming properties of bovine milk. Innovative Food Science and Emerging Technologies, 4, 349359.
(b)
(c)
Fig. 5. Microbial growth of mesophiles (a), enterobacteria (b), and psychrophiles (c) in queso fresco processed by ultrasound during 5 min, 10 min and 30 min. Bars indicated the standard deviation of at least two experiments.
physicochemical parameter in the cheese after fortication moved from 6.18 (control sample) to 6.47 (sonicated sample, 5 min). Observing the colour parameters, similar behaviour was noticed in the nal cheese as reported in previous studies; a whiter colour of milk after sonication (higher L value) was observed due to the homogenisation and reduction of fat globules to smaller sizes and the further association with casein micelles (Bermdez-Aguirre et al., 2008, 2009). In this research, the L value was increased in cheeses processed with ultrasound and some changes were also observed in a and b values, as shown in Table 6. The a value moved to the green region after sonication, which was a direct result of the addition of axseed oil and provided a cheese with greenish colour that could only be detected after analytical measurements. Shelf-life results are presented in Fig. 5. The growth of mesophiles followed the same behaviour for all evaluated processing times; after 8 d of storage nal counts reached about 6 log (Fig. 5a). In the case of enterobacteria, counts remained at around
D. Bermdez-Aguirre, G.V. Barbosa-Cnovas / Food Chemistry 133 (2012) 787797 Huppertz, T., Kelly, A. L., & Fox, P. F. (2002). Effects of high pressure on constituents and properties of milk. International Dairy Journal, 12, 561572. ISSFAL. (2004). Report of the sub-committee on recommendations for the daily intake of polyunsaturated fatty acids in healthy adults. United Kingdom: International Society for the Study of Fatty Acids and Lipids. Iafelice, G., Caboni, M. F., Cubadda, R., Di Criscio, T., Trivisonno, M. C., & Marconi, E. (2008). Development of functional spaghetti enriched with long chain omega-3 fatty acids. Cereal Chemistry, 85(2), 146151. Kolanowski, W., Jaworska, D., Laufenberg & Weibbrodt, J. (2007a). Evaluation of sensory quality of instant foods fortied with omega-3 PUFA by addition of sh oil powder. European Food Research Technology, 225, 715721. Kolanowski, W., Jaworska, D., Weibbrodt, J., & Kunz, B. (2007b). Sensory assessment of microencapsulated sh oil powder. Journal of the American Oil Chemists Society, 84, 3745. Kolanowski, W., & Laufenberg, G. (2006). Enrichment of food products with polyunsaturated fatty acids by sh oil addition. European Food Research Technology, 222, 472477. Kolanowski, W., & Weibbrodt, J. (2007). Sensory quality of dairy products fortied with sh oil. International Dairy Journal, 17, 12481253. Kolanowski, W., & Weibbrodt, J. (2008). Possibilities of Fishermans friend type lozenges fortication with Omega-3 LC PUFA by addition of microencapsulated sh oil. Journal of the American Oil Chemists Society, 85, 339345. Kolanowski, W., Ziolkowski, M., Weibbrodt, J., Kunz, B., & Laufenberg, G. (2006). Microencapsulation of sh oil by spray drying-impact on oxidative stability. Part 1. European Food Research Technology, 222, 336342. Lpez-Fandio, R. (2006). High pressure-induced changes in milk proteins and possible applications in dairy technology. International Dairy Journal, 16, 11191131. Marshall, R. T. (1992). Standard Methods for the Examination of Dairy Products (16th edition). American Public Health Association. McClements, J. (1995). Advances in the application of ultrasound in food analysis and processing. Trends in Food Science and Technology, 6(9), 293299. Odriozola-Serrano, I., Bendicho-Porta, S., & Martn-Belloso, O. (2006). Comparative study on shelf-life of whole milk processed by high-intensity pulsed electric eld or heat treatment. Journal of Dairy Science, 89, 905911. OFallon, J. V., Busboom, J. R., Nelson, M. L., & Gaskins, C. T. (2007). A direct method for fatty acid methyl ester synthesis: Applications to wet meat tissues, oils and feed stuffs. Journal of Animal Science., 85, 15111521.
797
OReilly, C. E., Kelly, A. L., Murphy, P. M., & Beresford, T. P. (2001). High pressure treatment: Applications in cheese manufacture and ripening. Trends in Food Science & Technology, 12, 5159. Pandey, P. K., Ramaswamy, H. S., & St-Gelais, D. (2003). Effect of high pressure processing on rennet coagulation properties of milk. Innovative Food Science and Emerging Technologies, 4, 245256. Patch, C. S., Tapsell, L. C., & Williams, P. G. (2005). Attitudes and intentions toward purchasing novel foods enriched with omega-3 fatty acids. Journal of Nutrition Education and Behavior, 37, 235241. Rastogi, N. K., Raghavarao, K. S. M. S., Balasubramaniam, V. M., Niranjan, K., & Knorr, D. (2007). Opportunities and challenges in high pressure processing of foods. Critical Reviews in Food Science and Nutrition, 47, 69112. Rynne, N. M., Beresford, T. P., Guinee, T. P., Sheehan, E., Delahunty, C. M., & Kelly, A. L. (2008). Effect of high-pressure treatment of 1 day-old full-fat Cheddar cheese on subsequent quality and ripening. Innovative Food Science and Emerging Technologies, 9, 429440. Smiddy, M. A., Martin, J. E., Huppertz, T., & Kelly, A. (2007). Microbial shelf-life of high-pressure-homogenized milk. International Dairy Journal, 17, 2932. Trujillo, A. J., Capellas, M., Buffa, M., Royo, C., Gervilla, R., Felipe, X., Sendra, E., Saldo, J., Ferragut, V., & Guamis, B. (2000). Application of high pressure treatment for cheese production. Food Research International, 33, 311316. Trujillo, A. J., Capellas, M., Saldo, J., Gervilla, R., & Guamis, B. (2002). Applications of high-hydrostatic pressure on milk and dairy products: A review. Innovative Food Science and Emerging Technologies, 3, 295307. Vilkhu, K., Mawson, R., Simons, L., & Bates, D. (2008). Applications and opportunities for ultrasound assisted extraction in the food industry A review. Innovative Food Science and Emerging Technologies, 9, 161169. Yu, L. J., Ngadi, M., & Raghavan, G. S. V. (2009). Effect of temperature and pulsed electric eld treatment on rennet coagulation properties of milk. Journal of Food Engineering, 95, 115118. Zimet, P., & Livney, Y. D. (2009). Beta-lactoglobulin and its nanocomplexes with pectin as vehicles for x-3 polyunsaturated fatty acids. Food Hydrocolloids, 23, 11201126. Zisu, B., & Shah, N. P. (2007). Texture characteristics and pizza bake properties of low-fat Mozzarella cheese as inuenced by pre-acidication with citric acid and use of encapsulated and ropy exopolysaccharide producing cultures. International Dairy Journal, 17, 985997.
You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Gravitational Shielding: Tests of The Equivalence PrincipleDocument3 pagesGravitational Shielding: Tests of The Equivalence Principlesigne.soderstrom1785No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Experimental and Numerical Analysis of Steel and Fiber-Reinforced Polymer Concrete Beams Under Transverse LoadDocument14 pagesExperimental and Numerical Analysis of Steel and Fiber-Reinforced Polymer Concrete Beams Under Transverse LoadErnie SitanggangNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Paper 89672Document16 pagesPaper 89672RUDHRA DHANASEKARNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Physics of Artificial GravityDocument15 pagesPhysics of Artificial GravityWilliam RiveraNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Meshless PDFDocument48 pagesMeshless PDFAnonymous 0XW8hNoMMNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Radial Distribution Function For Argon Calculations From Thermodynamic Properties andDocument11 pagesRadial Distribution Function For Argon Calculations From Thermodynamic Properties andrafelNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- CG Industrial Product OverviewDocument12 pagesCG Industrial Product Overviewvanessa quispeNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Experimental and Theoretical Study of Pool BoilingDocument11 pagesExperimental and Theoretical Study of Pool Boilingvaibhav pawarNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Building Envelope Design Guide - Curtain Walls - Whole Building Design GuideDocument8 pagesBuilding Envelope Design Guide - Curtain Walls - Whole Building Design GuideAyman_Elmasry_9107No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- PADT TheFocus 35 PDFDocument18 pagesPADT TheFocus 35 PDFDipak BorsaikiaNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Fesc 115Document8 pagesFesc 115Sundeep GargNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Osmosis LabDocument3 pagesOsmosis LabMutuluShakurNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Sedimentary Structures NotesDocument12 pagesSedimentary Structures NotesTanmay KeluskarNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On A Stress Resultant Geometrically Exact Shell Model Part IDocument38 pagesOn A Stress Resultant Geometrically Exact Shell Model Part IzojdbergNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- New Cosmos PDFDocument32 pagesNew Cosmos PDFIshan RanganathNo ratings yet
- Face Detection RecognitionDocument21 pagesFace Detection RecognitionkamendersinghgangwarNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- MICROECONOMICS ch07ANNEXDocument6 pagesMICROECONOMICS ch07ANNEXSabrina GoNo ratings yet
- 171001Document2 pages171001vishalsanziraNo ratings yet
- CS3205 A8Document10 pagesCS3205 A8Rian BattlaxNo ratings yet
- Kepler ConjectureDocument6 pagesKepler Conjecturechazzyjazzy11No ratings yet
- Physical Sciences PDFDocument51 pagesPhysical Sciences PDFfarooqi111No ratings yet
- 2nd Sessional Test - Physics For Engineers-Bph-106Document1 page2nd Sessional Test - Physics For Engineers-Bph-106Saurabh Arya RspNo ratings yet
- Demand FactorDocument17 pagesDemand Factorkatiki216100% (1)
- T316Document5 pagesT316ANKIT SHARMA100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Mactor Report - Taller de Prospectiva D 2Document39 pagesMactor Report - Taller de Prospectiva D 2Giovani Alexis Saez VegaNo ratings yet
- Fisika ModernDocument79 pagesFisika ModernEndah RahmawatiNo ratings yet
- Neon Genesis Evangelion ANIMA Vol. 4Document262 pagesNeon Genesis Evangelion ANIMA Vol. 4jojo100% (2)
- Form One Integrated Science End of Year ExamDocument10 pagesForm One Integrated Science End of Year ExamMiss Rambaran100% (2)
- Engineering - Catalog - Screw Conveyor PDFDocument64 pagesEngineering - Catalog - Screw Conveyor PDFanxaanNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Dvp-Es2 Ss2 Sa2 Sx2-Program o en 20110302Document14 pagesDvp-Es2 Ss2 Sa2 Sx2-Program o en 20110302yasinNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)