You might also like
- Acute PancreatitisDocument76 pagesAcute PancreatitisKamran Khan Khalil100% (1)
- CNS Pathology DimentiaDocument10 pagesCNS Pathology DimentiaKamran Khan KhalilNo ratings yet
- CNS Pathology StrokeDocument11 pagesCNS Pathology StrokeKamran Khan KhalilNo ratings yet
- Acid BaseDocument17 pagesAcid BaseKamran Khan KhalilNo ratings yet
- Acid Base BalanceDocument27 pagesAcid Base BalanceKamran Khan KhalilNo ratings yet
- Acid Base Balance 2)Document20 pagesAcid Base Balance 2)Kamran Khan KhalilNo ratings yet
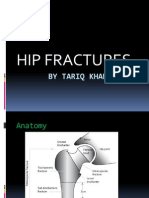
- Hip Fractures: by Tariq KhanDocument42 pagesHip Fractures: by Tariq KhanKamran Khan KhalilNo ratings yet
- Title PageDocument2 pagesTitle PageKamran Khan KhalilNo ratings yet
- Developmental Dysplasia of HipDocument25 pagesDevelopmental Dysplasia of HipKamran Khan Khalil100% (1)
- Geo TV Marketing PlanDocument10 pagesGeo TV Marketing PlanKamran Khan KhalilNo ratings yet
- Toyota CompanyDocument11 pagesToyota CompanyKamran Khan Khalil100% (1)
- JavaNet Internet CaféDocument3 pagesJavaNet Internet CaféKamran Khan Khalil100% (1)
- Internet Cafe Sample Marketing Plan NewDocument7 pagesInternet Cafe Sample Marketing Plan NewKamran Khan KhalilNo ratings yet
- Production ManagmentDocument39 pagesProduction ManagmentKamran Khan KhalilNo ratings yet
- The Role of Financial ManagementDocument5 pagesThe Role of Financial ManagementKamran Khan KhalilNo ratings yet
- Market Analysis & Marketing Research For ServicesDocument12 pagesMarket Analysis & Marketing Research For ServicesKamran Khan KhalilNo ratings yet
- Marketing Strategy & Marketing MixDocument9 pagesMarketing Strategy & Marketing MixKamran Khan KhalilNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- B N B Extra February 2015Document16 pagesB N B Extra February 2015cmcelhinney_castro90% (20)
- Kumihimo On A DiskDocument6 pagesKumihimo On A DisksthottilNo ratings yet
- Lecture 1,2,3,4,5 Definition of Textile:: LatinDocument9 pagesLecture 1,2,3,4,5 Definition of Textile:: Latinshahadat hossainNo ratings yet
- Table 4 - Clothing & Textile ProductsDocument18 pagesTable 4 - Clothing & Textile ProductsSharad NanapureNo ratings yet
- Yarn Lab ReportDocument6 pagesYarn Lab ReportYeasin ArafatNo ratings yet
- Simply Homemade - Issue 53, 2015Document100 pagesSimply Homemade - Issue 53, 2015EverydayI100% (2)
- ClusterDocument17 pagesClusterDeepa ChoudharyNo ratings yet
- 2934-D (V1) (Zara Kids) (10.4.2023) P-81Document1 page2934-D (V1) (Zara Kids) (10.4.2023) P-81Rohan KabirNo ratings yet
- Aunt Grace: Fabric by Judie RothermelDocument5 pagesAunt Grace: Fabric by Judie RothermelCreek LiteracyNo ratings yet
- DragonDocument17 pagesDragonmiriam juarez100% (1)
- T.L.E. Quarter 4 Week 1-8Document5 pagesT.L.E. Quarter 4 Week 1-8Elyanna Gracel RatonNo ratings yet
- 10 Weft Breakage ReportDocument113 pages10 Weft Breakage ReportHAMMADHRNo ratings yet
- Pikachu Free Crochet PatternDocument25 pagesPikachu Free Crochet PatternValeska Alejandra Pedreros SaezNo ratings yet
- English Falling StarDocument7 pagesEnglish Falling StarViviane de Medeiros GuimarãesNo ratings yet
- Childe GenshinimpactDocument13 pagesChilde GenshinimpactMotita de Luna On lineNo ratings yet
- Snorlax PokemonDocument9 pagesSnorlax PokemonMaritza Suástegui Vázquez100% (2)
- Security, C-TPAT, GSV, Occupational Safety and Social Compliance GuidanceDocument51 pagesSecurity, C-TPAT, GSV, Occupational Safety and Social Compliance GuidanceSaloniNo ratings yet
- Yarn Dyeing Work Order Without Order: Fariha Knit Tex LTDDocument1 pageYarn Dyeing Work Order Without Order: Fariha Knit Tex LTDMd. Hasibul GoniNo ratings yet
- Anime LeviDocument20 pagesAnime LeviMarisaSonne100% (8)
- TleDocument7 pagesTleKim TaehyungNo ratings yet
- Top 1000 Sample Companies in The United States SampleDocument71 pagesTop 1000 Sample Companies in The United States Sampleshreyasn900No ratings yet
- Elna Accessories-Catalogue ENDocument49 pagesElna Accessories-Catalogue ENAndreea Clara Dumitru100% (2)
- Crochet Christmas Tree 2Document9 pagesCrochet Christmas Tree 2buffylovez100% (2)
- Beadwork QuickEasy Feb 2011-1. 48Document48 pagesBeadwork QuickEasy Feb 2011-1. 48li-C.94% (16)
- The Nerdy Knitter: Page - 1Document5 pagesThe Nerdy Knitter: Page - 1s sharmaNo ratings yet
- Perro Greyhound (Lebrel Inglés) - Amanda Berry (Inglés)Document5 pagesPerro Greyhound (Lebrel Inglés) - Amanda Berry (Inglés)Karen Viviana Espinosa Coral100% (1)
- Product Catalogue For "Stoll"Document5 pagesProduct Catalogue For "Stoll"Nazrul JewelNo ratings yet
- Pola Aneka BrosDocument25 pagesPola Aneka BrosRista Nya DendiNo ratings yet
- Crochet Dinosaur Rattle PDF Amigurumi Free PatternDocument8 pagesCrochet Dinosaur Rattle PDF Amigurumi Free Patternami arinta100% (2)
- Crochet Gifts 6Document100 pagesCrochet Gifts 6Marzia Molino100% (9)