You might also like
- Solutions To Levi Applied Quantum Mechanics 2nd EdDocument73 pagesSolutions To Levi Applied Quantum Mechanics 2nd EdSam Johnson67% (3)
- Reactor DesignDocument26 pagesReactor DesignGhazanfer Ali50% (2)
- Um SW Theodorico 38a1a PDFDocument80 pagesUm SW Theodorico 38a1a PDFulfsa250% (2)
- Exp 1 - Basic Fluid PropertiesDocument12 pagesExp 1 - Basic Fluid PropertiesJulia FlorencioNo ratings yet
- Chem Module 1-3Document5 pagesChem Module 1-3John CincoNo ratings yet
- Lab 1Document10 pagesLab 1William StewartNo ratings yet
- Cell Size Comparison LabDocument3 pagesCell Size Comparison Labs.paulhuff1No ratings yet
- Reactor Design Scale UpDocument9 pagesReactor Design Scale UpEntropay UserNo ratings yet
- How To Minimise Scaleup DifficultiesDocument6 pagesHow To Minimise Scaleup Difficultieskishore.charuNo ratings yet
- Design of Stirred Batch ReactorDocument39 pagesDesign of Stirred Batch ReactorSyahir Safarudin100% (3)
- Management of Scale Up of Adsorption in Fixed-Bed Column Systems - Odysseas KopsidasDocument45 pagesManagement of Scale Up of Adsorption in Fixed-Bed Column Systems - Odysseas KopsidasΟδυσσεας ΚοψιδαςNo ratings yet
- Packed Bed Catalytic ReactorDocument33 pagesPacked Bed Catalytic ReactorFaris Rahmansya Nurcahyo100% (1)
- Chapter 4 - StudentDocument69 pagesChapter 4 - Studenteja70No ratings yet
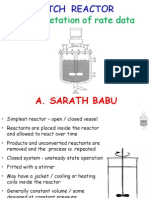
- Interpretation of Rate Data: A. Sarath BabuDocument76 pagesInterpretation of Rate Data: A. Sarath Babuishhh12100% (8)
- Plug Flow ReactorDocument6 pagesPlug Flow Reactormattgrisewood100% (11)
- Plug Flow ReactorDocument28 pagesPlug Flow ReactorNurul AinNo ratings yet
- CHE201ch12Document25 pagesCHE201ch12chandro57No ratings yet
- 1.1.1 Design Calculations:: WhereDocument7 pages1.1.1 Design Calculations:: WhereMuhammad XubairNo ratings yet
- Exam 2017 Questions SeparationsDocument12 pagesExam 2017 Questions SeparationsJules ArseneNo ratings yet
- Gas - Liquid Reaction Engineering: University of DortmundDocument34 pagesGas - Liquid Reaction Engineering: University of DortmundGirmaye Haile100% (2)
- Microsoft Excel For Chemical Engineers Notes (By Moataz and Mohammed) PDFDocument85 pagesMicrosoft Excel For Chemical Engineers Notes (By Moataz and Mohammed) PDFCesar NelsonNo ratings yet
- Solution: For A First-Order Reaction, The Following Rate Coefficients Were FoundDocument16 pagesSolution: For A First-Order Reaction, The Following Rate Coefficients Were FoundDeepak SharmaNo ratings yet
- Scaled Up Process DirectlyDocument8 pagesScaled Up Process DirectlyAnonymous 1XHScfCINo ratings yet
- Batch Processing Safely: Jim Bickerton Jbsafety ConsultancyDocument4 pagesBatch Processing Safely: Jim Bickerton Jbsafety Consultancykirandevi1981No ratings yet
- Chapter 4 Reactor DesignDocument16 pagesChapter 4 Reactor DesignAli AhsanNo ratings yet
- Calculate Heat-Cool Time - Batch ReactorDocument2 pagesCalculate Heat-Cool Time - Batch ReactorGargiulo Anita100% (1)
- (8.2) Reactor DesignDocument14 pages(8.2) Reactor DesignAsad SaeedNo ratings yet
- Book Reviews and Distillation Tray FundamentalsDocument1 pageBook Reviews and Distillation Tray FundamentalsdonyaNo ratings yet
- CRE GATE Question Paper PDFDocument28 pagesCRE GATE Question Paper PDFChandra prakash GuptaNo ratings yet
- 05 Chapter 11 (Compiled)Document106 pages05 Chapter 11 (Compiled)Haziq KhairiNo ratings yet
- Mechanical Design (Compile Draft 1)Document87 pagesMechanical Design (Compile Draft 1)IRIZREENNo ratings yet
- 2017CHE003 FinalPaper Draft 8 1Document90 pages2017CHE003 FinalPaper Draft 8 1Evan DulayNo ratings yet
- Lecture 3 - Chapter 2-Conversion - and Reactor SizingDocument42 pagesLecture 3 - Chapter 2-Conversion - and Reactor SizingNizam JumadiNo ratings yet
- Water Pinch TechnologyDocument39 pagesWater Pinch TechnologyMarilenAgliamSalvadorNo ratings yet
- CHE3044F Reactor Design Tutorial ProblemsDocument4 pagesCHE3044F Reactor Design Tutorial ProblemsnmhatityeNo ratings yet
- Distillation Tower DesignDocument66 pagesDistillation Tower DesignHavocFireNo ratings yet
- Reaction CalorimetryDocument12 pagesReaction CalorimetryMajeed KhanNo ratings yet
- Re Engineering The Chemical Processing PlantDocument530 pagesRe Engineering The Chemical Processing Plantsujit21in100% (4)
- Adsorption & Ion Exchange ChapterDocument10 pagesAdsorption & Ion Exchange ChapterDeepak KanjwaniNo ratings yet
- Mixing Succeed at Scale UpDocument9 pagesMixing Succeed at Scale Upicingrock100% (1)
- Batch Reactive DistillationDocument7 pagesBatch Reactive DistillationChalmer BelaroNo ratings yet
- Excel - Distillation Column Design Lab ReportDocument37 pagesExcel - Distillation Column Design Lab ReportGracylla Rose0% (1)
- Analiza PINCHDocument4 pagesAnaliza PINCHJozsef GasparNo ratings yet
- Wet Bulb Temperature: Dr. Muhammad Rizwan Assistant Professor ComsatsDocument7 pagesWet Bulb Temperature: Dr. Muhammad Rizwan Assistant Professor ComsatsMouse PotatoNo ratings yet
- Chemical Engineering Magazine, March 2015Document104 pagesChemical Engineering Magazine, March 2015altamirano21No ratings yet
- Cong Nghe ButamerDocument21 pagesCong Nghe Butamertunganh1110No ratings yet
- Bioprocess Technology Kinetics and Reactors by Professor Dr. Anton MoserDocument479 pagesBioprocess Technology Kinetics and Reactors by Professor Dr. Anton MoserNguyễn Ánh100% (3)
- Topic 3.2 - Internal Diffusion and ReactionDocument36 pagesTopic 3.2 - Internal Diffusion and ReactionHamdan Azman100% (1)
- Rapid: ProcessDocument11 pagesRapid: ProcessJoshua JohnsonNo ratings yet
- CBE 417 FlashDrumSizing Wankat PDFDocument7 pagesCBE 417 FlashDrumSizing Wankat PDFAbdul RehmanNo ratings yet
- Simple distillation model analysisDocument9 pagesSimple distillation model analysisSheryll de GuzmanNo ratings yet
- Optimal Operation of A Semi-Batch Reactive Distillation Column (2000)Document7 pagesOptimal Operation of A Semi-Batch Reactive Distillation Column (2000)GodofredoNo ratings yet
- Refining Process HBDocument296 pagesRefining Process HBsomucdm6023No ratings yet
- Isothermal Reactor DesignDocument32 pagesIsothermal Reactor DesignSaswiny RitchieNo ratings yet
- Adsorption Column DesignDocument58 pagesAdsorption Column DesignNagwa MansyNo ratings yet
- Effect of Mixing in Stirred Tank ReactorDocument33 pagesEffect of Mixing in Stirred Tank ReactorRavi TejaNo ratings yet
- Batch reactor temperature control and kinetics modelingDocument5 pagesBatch reactor temperature control and kinetics modelingMeetNo ratings yet
- Ion Exchange TechnologyFrom EverandIon Exchange TechnologyF. C. NachodNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Batch and Semi-batch Reactors: Practical Guides in Chemical EngineeringFrom EverandBatch and Semi-batch Reactors: Practical Guides in Chemical EngineeringNo ratings yet
- Pollution Prevention through Process Integration: Systematic Design ToolsFrom EverandPollution Prevention through Process Integration: Systematic Design ToolsNo ratings yet
- Preparacion de Soluciones Acidas EstandardDocument1 pagePreparacion de Soluciones Acidas EstandardMarcel ChevalierNo ratings yet
- Isobaric VLE of Chloroform 2-Propanol With Margules EquationDocument4 pagesIsobaric VLE of Chloroform 2-Propanol With Margules EquationMarcel ChevalierNo ratings yet
- Balance de Materia en Destilación No ReactivaDocument1 pageBalance de Materia en Destilación No ReactivaMarcel ChevalierNo ratings yet
- Humedad A Partir de La Presión de VaporDocument2 pagesHumedad A Partir de La Presión de VaporMarcel ChevalierNo ratings yet
- Calculo Del Factor AcentricoDocument3 pagesCalculo Del Factor AcentricoMarcel ChevalierNo ratings yet
- Gama Experimental For ScribdDocument2 pagesGama Experimental For ScribdMarcel ChevalierNo ratings yet
- Ajuste de Mínimos CuadradosDocument3 pagesAjuste de Mínimos CuadradosMarcel ChevalierNo ratings yet
- Dissociation Constants of Organic Acids and BasesDocument20 pagesDissociation Constants of Organic Acids and BasesMarcel Chevalier100% (1)
- Acid Ionization Constants at 25 OcDocument4 pagesAcid Ionization Constants at 25 OcMarcel ChevalierNo ratings yet
- Acid Ionization Constants at 25 OcDocument4 pagesAcid Ionization Constants at 25 OcMarcel ChevalierNo ratings yet
- Mensuration Formula PDFDocument4 pagesMensuration Formula PDFUstaad Ko bula luNo ratings yet
- Concrete, Steel, Brick - Building Construction CalculatorDocument12 pagesConcrete, Steel, Brick - Building Construction CalculatorAtish Kumar94% (17)
- Formula of Air VesselDocument4 pagesFormula of Air VesselRamakanth PuttyNo ratings yet
- Design Guidelines For Tank Truck Loading TerminalDocument4 pagesDesign Guidelines For Tank Truck Loading TerminalMasomese Henry KikileNo ratings yet
- Word Problems - QuizDocument3 pagesWord Problems - QuizGrace BalinggaoNo ratings yet
- Measures-English - Metric - and - Equivalents PDFDocument1 pageMeasures-English - Metric - and - Equivalents PDFKeith Nicole CuadernoNo ratings yet
- Final ReportDocument36 pagesFinal ReportKen Denver MaglinteNo ratings yet
- RD Sharma Class 8 Maths Chapter 22 Mensuration III Surface Area and Volume of A Right Circular Cylinder Exercise 22.1Document9 pagesRD Sharma Class 8 Maths Chapter 22 Mensuration III Surface Area and Volume of A Right Circular Cylinder Exercise 22.1Hasit JadiNo ratings yet
- Mixing Problems NotesDocument5 pagesMixing Problems NotesMJ BeatzNo ratings yet
- Detailed Lesson Plan in Mathematics V I. Objectives: M5Me-Ivd-81Document6 pagesDetailed Lesson Plan in Mathematics V I. Objectives: M5Me-Ivd-81Jhen TandayoNo ratings yet
- Sigma 3-16L Sigma 3-16KL: Benchtop Centrifuge Unrefrigerated RefrigeratedDocument36 pagesSigma 3-16L Sigma 3-16KL: Benchtop Centrifuge Unrefrigerated RefrigeratedTahir NizamNo ratings yet
- Fluidos Cap4Document50 pagesFluidos Cap4SebastianKornejoNo ratings yet
- Design Calculations To Evaluate Performance Parameters of Compressor Valve-Ijaerdv04i0749408Document7 pagesDesign Calculations To Evaluate Performance Parameters of Compressor Valve-Ijaerdv04i0749408mzqaqilaNo ratings yet
- SOLVING SYSTEMS OF LINEAR EQUATIONSDocument22 pagesSOLVING SYSTEMS OF LINEAR EQUATIONSAimy RaisNo ratings yet
- Guia de Estudio e Intervención PDFDocument202 pagesGuia de Estudio e Intervención PDFCarlos ColonNo ratings yet
- 4.triple IntegralDocument6 pages4.triple IntegralPratyush SrivastavaNo ratings yet
- Em 111-Calculus 1 (Differential Calculus) : Graph of A FunctionDocument3 pagesEm 111-Calculus 1 (Differential Calculus) : Graph of A FunctionJohn Philip NadalNo ratings yet
- MONITORING-TOOL-MATHEMATICS-EQUIPMENT-GRADES-1-to-6 BUGAS ESDocument2 pagesMONITORING-TOOL-MATHEMATICS-EQUIPMENT-GRADES-1-to-6 BUGAS ESDecelyn RaboyNo ratings yet
- Surface Area and Volume of 3d FiguresDocument13 pagesSurface Area and Volume of 3d Figuresapi-3731257100% (15)
- Xii Miq Chapter 6 Application of DerivativesDocument23 pagesXii Miq Chapter 6 Application of DerivativesAll MastiNo ratings yet
- Viscosity Measurement TechniquesDocument5 pagesViscosity Measurement TechniquesGreyscious LyNo ratings yet
- Igcse Practice Paper 4 May-June 2017Document20 pagesIgcse Practice Paper 4 May-June 2017anna lalyNo ratings yet
- Sist-En-Iso-9237-1999 Permeabilidad Al AireDocument9 pagesSist-En-Iso-9237-1999 Permeabilidad Al AireJose BolivarNo ratings yet
- Mixers and Flowakers (GB)Document24 pagesMixers and Flowakers (GB)Magin Idelfonso TorreblancaNo ratings yet