You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Safety Data Sheet Dated 27/11/2012, Version 1Document9 pagesSafety Data Sheet Dated 27/11/2012, Version 1Radu JuneNo ratings yet
- Datasheet For Vent ScrubberDocument5 pagesDatasheet For Vent ScrubbercliffrajjoelNo ratings yet
- Stereoisomerization and Homolytic Decomposition of Cis and Trans Bridgehead Diazenes1 2Document10 pagesStereoisomerization and Homolytic Decomposition of Cis and Trans Bridgehead Diazenes1 2Nabil KhalidNo ratings yet
- EP 1108 Photoelectric EffectDocument12 pagesEP 1108 Photoelectric EffectAryam SharmaNo ratings yet
- USP-NF Atorvastatin CalciumDocument8 pagesUSP-NF Atorvastatin CalciumPhạm Đức LộcNo ratings yet
- 10 - Thermal Processing of FishDocument5 pages10 - Thermal Processing of FishRahul SainiNo ratings yet
- 0654 IGCSE Formulae (Equations)Document3 pages0654 IGCSE Formulae (Equations)BigBoiNo ratings yet
- UAV WingDocument5 pagesUAV WingSUNDARAMAHALINGAM ANo ratings yet
- REVISE Final 1-5Document23 pagesREVISE Final 1-5Kobe VasquezNo ratings yet
- K R I T I L E N® Masterbatches: Additives Technical InformationDocument10 pagesK R I T I L E N® Masterbatches: Additives Technical InformationAnas AbdoNo ratings yet
- Energies 15 03379Document32 pagesEnergies 15 03379KishoreNo ratings yet
- Shrimp: In: Use of Sodium Metabisulfite, AlternativesDocument3 pagesShrimp: In: Use of Sodium Metabisulfite, Alternativesvalerie rosalind angkawidjajaNo ratings yet
- Heat and Mass Transfer - E. R. G. Eckert and R. M. Drake PDFDocument46 pagesHeat and Mass Transfer - E. R. G. Eckert and R. M. Drake PDFAnaQatarina50% (4)
- REFRIGERANTSDocument72 pagesREFRIGERANTSSka dooshNo ratings yet
- Pasteurisation Process Objectives: CFB31103 Food Process Engineering Laboratory 4: Thermal ProcessingDocument3 pagesPasteurisation Process Objectives: CFB31103 Food Process Engineering Laboratory 4: Thermal Processingnurul nabilah bt khairul anuarNo ratings yet
- Evs MCQDocument8 pagesEvs MCQraj kundraNo ratings yet
- Series Stainless SteelDocument3 pagesSeries Stainless SteelRavindranath NairNo ratings yet
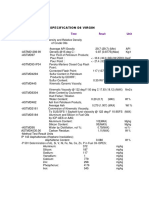
- Specification D6 Virgin: Method Test Result UnitDocument1 pageSpecification D6 Virgin: Method Test Result UnitClaudio SantellanesNo ratings yet
- yokAcikBilim 10185403Document71 pagesyokAcikBilim 10185403gozdebstnciNo ratings yet
- 0237e CHBDocument1 page0237e CHBSaif Ahmed SiddiquiNo ratings yet
- 2022 - Hyd 443 - 1Document201 pages2022 - Hyd 443 - 1api-620585842No ratings yet
- Notes Lecture No 3 Cell Injury and MechanismDocument5 pagesNotes Lecture No 3 Cell Injury and MechanismDr-Rukhshanda RamzanNo ratings yet
- European Polymer Journal: SciencedirectDocument12 pagesEuropean Polymer Journal: SciencedirectNgoc Hanh CaoNo ratings yet
- Safety Analysis For The Production of MethanolDocument14 pagesSafety Analysis For The Production of MethanolTauseef Aamere RoseNo ratings yet
- Effect of Irrigation and Stainless Steel Drills On Dental Implant Bed Heat GenerationDocument10 pagesEffect of Irrigation and Stainless Steel Drills On Dental Implant Bed Heat GenerationIsabel XochihuaNo ratings yet
- Physics SS 2Document4 pagesPhysics SS 2sulayajanny100% (1)
- 1 2Document65 pages1 2AQEESHA NUWAIRA BINTI USMAN BN21110154No ratings yet
- Gelatin Zymography For Detection of Matrixmetalloproteinase-2 and - 9 (MMP-2, MMP-9) From Myocardiam SamplesDocument21 pagesGelatin Zymography For Detection of Matrixmetalloproteinase-2 and - 9 (MMP-2, MMP-9) From Myocardiam SamplesItrux JonathanNo ratings yet
- Stable Glow Plasma at Atmospheric PressureDocument4 pagesStable Glow Plasma at Atmospheric PressureproluvieslacusNo ratings yet
- Sop of UV HPLCDocument5 pagesSop of UV HPLCSachin S RaneNo ratings yet