You might also like
- Sample SpoolDocument1 pageSample SpoolUmair LiaqatNo ratings yet
- About Us: 1037 S Park Acres DR, Batesville, IN 47006 (812) 528-8784, Fax (812) 645-3778Document1 pageAbout Us: 1037 S Park Acres DR, Batesville, IN 47006 (812) 528-8784, Fax (812) 645-3778Umair LiaqatNo ratings yet
- Invoice TemplateDocument1 pageInvoice TemplateAbhiNo ratings yet
- MHD Questions 2016 PDFDocument23 pagesMHD Questions 2016 PDFUmair LiaqatNo ratings yet
- Data Sheet Carttridge PDFDocument20 pagesData Sheet Carttridge PDFmarceloestimuloNo ratings yet
- Sketch Offshore Lifing Frame Filte UnitDocument1 pageSketch Offshore Lifing Frame Filte Unitmohamed salahNo ratings yet
- Mathcad - X 320016 30 22 PDFDocument1 pageMathcad - X 320016 30 22 PDFUmair LiaqatNo ratings yet
- 20150006023Document15 pages20150006023Umair LiaqatNo ratings yet
- Unfire Pressure VesselDocument146 pagesUnfire Pressure Vesselsungkang83% (6)
- MHD Questions 2016 PDFDocument23 pagesMHD Questions 2016 PDFUmair LiaqatNo ratings yet
- Uu HollandscholarshipDocument2 pagesUu HollandscholarshipLyanlie MinamotoNo ratings yet
- Material Handling Course OutlineDocument3 pagesMaterial Handling Course OutlineUmair LiaqatNo ratings yet
- TechnInstruction Correlation Sensors-Rev07-en PDFDocument84 pagesTechnInstruction Correlation Sensors-Rev07-en PDFUmair LiaqatNo ratings yet
- 16667Document15 pages16667Umair LiaqatNo ratings yet
- Japanska Najnovija Istrazivanja I Preporuceni PostupciDocument31 pagesJapanska Najnovija Istrazivanja I Preporuceni PostupciwuletzkyNo ratings yet
- Scale Modeling of Cessna 172Document9 pagesScale Modeling of Cessna 172Umair LiaqatNo ratings yet
- BMA MaleDocument1 pageBMA MaleUmair LiaqatNo ratings yet
- Chapter 2Document26 pagesChapter 2Umair LiaqatNo ratings yet
- Pro To TypingDocument1 pagePro To TypingUmair LiaqatNo ratings yet
- A Study On Factors Affecting Turnover Intention of Hotel EmpolyeesDocument10 pagesA Study On Factors Affecting Turnover Intention of Hotel EmpolyeesUmair LiaqatNo ratings yet
- Sample Truss Drawing With GridDocument1 pageSample Truss Drawing With GridUmair LiaqatNo ratings yet
- Similarity Requirements and Scaling Relationships As Applied in Model TestingDocument65 pagesSimilarity Requirements and Scaling Relationships As Applied in Model TestingAmod PantheeNo ratings yet
- Pro eDocument108 pagesPro eDeepak SinghNo ratings yet
- 01 - Ilink Training PhilosophyDocument7 pages01 - Ilink Training PhilosophyUmair LiaqatNo ratings yet
- Turnover Intention IT Professionals in PakistanDocument11 pagesTurnover Intention IT Professionals in PakistanUmair LiaqatNo ratings yet
- AWS - Welding SymbolsDocument1 pageAWS - Welding SymbolsAli Saifullizan IsmailNo ratings yet
- Admission Form Engineering UCET 2013Document2 pagesAdmission Form Engineering UCET 2013Umair LiaqatNo ratings yet
- Configurationsfiler För Creo/Elements Pro Och Pro/Engineer: Installation GuideDocument2 pagesConfigurationsfiler För Creo/Elements Pro Och Pro/Engineer: Installation GuideUmair LiaqatNo ratings yet
- LDA FormDocument4 pagesLDA FormUsama JadoonNo ratings yet
- Quantitative Aptitude - Vol 2Document93 pagesQuantitative Aptitude - Vol 2Ian MckenzyNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- fs1550 PDFDocument65 pagesfs1550 PDFNippur de LagashNo ratings yet
- Adobe Photoshop CC 2021 v2251441 Crack With Activation KeyDocument4 pagesAdobe Photoshop CC 2021 v2251441 Crack With Activation KeyMerry JohnNo ratings yet
- Résumé: P.Arpita Kumari Prusty Thryve Digital Health LLPDocument6 pagesRésumé: P.Arpita Kumari Prusty Thryve Digital Health LLPAshish KNo ratings yet
- PAN Command Line HierarchyDocument156 pagesPAN Command Line HierarchyRatheesh RavindranNo ratings yet
- 2GCS214012A0050 - RS485 User GuideDocument8 pages2GCS214012A0050 - RS485 User GuideChristian MolestinaNo ratings yet
- Py101 PDFDocument548 pagesPy101 PDFafalonso100% (1)
- Questions On Methods of Analysing CircuitsDocument42 pagesQuestions On Methods of Analysing Circuitskibrom atsbha0% (1)
- Shubham's Project ReportDocument27 pagesShubham's Project ReportShubham JainNo ratings yet
- Visocall Ip.: Product Catalogue 2014Document112 pagesVisocall Ip.: Product Catalogue 2014Dorin SimioanaNo ratings yet
- 2021 - Compiler Design (Csen 4111)Document5 pages2021 - Compiler Design (Csen 4111)poxemik697covbasecomNo ratings yet
- PMP 49 ProcessesDocument1 pagePMP 49 ProcessesRai Shaheryar BhattiNo ratings yet
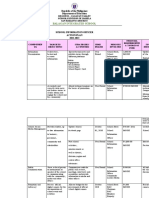
- SIC Action PlanDocument3 pagesSIC Action Plancarmina duldulaoNo ratings yet
- Pranay Nivrutti Chopade: Education Name of University Percentage Year of Passing ClassDocument2 pagesPranay Nivrutti Chopade: Education Name of University Percentage Year of Passing ClassPranay ChopadeNo ratings yet
- THE DOSE Magazine - Issue 3 (Paris) TEASERDocument10 pagesTHE DOSE Magazine - Issue 3 (Paris) TEASERthedosemag100% (1)
- All Softwares Serial NumbersDocument136 pagesAll Softwares Serial NumbersSohani0070% (1)
- Bocad Steel InterfaceDocument7 pagesBocad Steel InterfaceVladimir AmbrosioNo ratings yet
- Basic Java ProgramsDocument18 pagesBasic Java ProgramsanilNo ratings yet
- DevicemoveDocument32 pagesDevicemoveUrvashiNo ratings yet
- Izotope iOS Audio Programming GuideDocument70 pagesIzotope iOS Audio Programming GuideArtist RecordingNo ratings yet
- RealEstate ReportDocument36 pagesRealEstate ReportAnupriya Gupta0% (1)
- LLD TemplateDocument2 pagesLLD TemplateZafar Imam Khan0% (1)
- Java MCQDocument45 pagesJava MCQANNAPUREDDY ANIL KUMAR REDDY CSENo ratings yet
- DeLorme Earthmate GPS PN20 ManualDocument93 pagesDeLorme Earthmate GPS PN20 ManualVictor FdezNo ratings yet
- ContactDocument65 pagesContactKhun Leang ChhunNo ratings yet
- System Administration Lab ManualDocument34 pagesSystem Administration Lab ManualVishal BurrewarNo ratings yet
- Presentation On Google Case StudyDocument25 pagesPresentation On Google Case Studyvicky212241100% (2)
- OBIP User Guide 11g 116Document74 pagesOBIP User Guide 11g 116kamalksoftengNo ratings yet
- QRadar SIEM 7.0 Data SheetDocument4 pagesQRadar SIEM 7.0 Data Sheetmehak_3274516No ratings yet
- Renewing CoreBanking IT System BCGDocument12 pagesRenewing CoreBanking IT System BCGJorge Ivan EscobarNo ratings yet
- ADB SAFEGATE Tower PortfolioDocument57 pagesADB SAFEGATE Tower PortfolioManuel BaladronNo ratings yet