You might also like
- Recent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004From EverandRecent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004No ratings yet
- Tatoray ReacrorsDocument2 pagesTatoray ReacrorsgshdavidNo ratings yet
- 0910 8 AbsDocument9 pages0910 8 Absjlcheefei9258No ratings yet
- United States Patent (10) Patent N0.: US 8,013,202 B2Document13 pagesUnited States Patent (10) Patent N0.: US 8,013,202 B2Duy Thanh NguyễnNo ratings yet
- United States Patent: Kong Et A)Document9 pagesUnited States Patent: Kong Et A)Văn Đại - BKHNNo ratings yet
- Advances in The OCC Process For Propylene ProductionDocument6 pagesAdvances in The OCC Process For Propylene ProductionAngel Richard MamaniNo ratings yet
- Petrochemical FeedstockDocument16 pagesPetrochemical FeedstockAstri HandayaniNo ratings yet
- Benzene Recovery 1Document12 pagesBenzene Recovery 1Student 80No ratings yet
- Industrial Catalytic Processes-Phenol Production: Robert J. SchmidtDocument15 pagesIndustrial Catalytic Processes-Phenol Production: Robert J. SchmidtUzair WahidNo ratings yet
- Pce-II Unit-I & II 1Document84 pagesPce-II Unit-I & II 1Pavan SatishNo ratings yet
- Uop Tatoray Process: Antoine Negiz and Thomas J. StoodtDocument10 pagesUop Tatoray Process: Antoine Negiz and Thomas J. StoodtBharavi K SNo ratings yet
- Poster Expoquimia08dDocument1 pagePoster Expoquimia08dajrojas1359No ratings yet
- PERP Program - Optimizing Aromatics Production New Report AlertDocument4 pagesPERP Program - Optimizing Aromatics Production New Report AlertTissa Novida Aulia ZahraNo ratings yet
- CBI Ethylene Enhancement ArticleDocument4 pagesCBI Ethylene Enhancement ArticleChi-Hao LoNo ratings yet
- ISOMARDocument5 pagesISOMARscribd405No ratings yet
- Exxonmobil Pxmaxsm P Xylene From TolueneDocument13 pagesExxonmobil Pxmaxsm P Xylene From Tolueneooimooi1111No ratings yet
- European Patent Application C08F 136/06, C08F 4/70: Synthesis of Elastomeric High Trans-1,4-PolybutadieneDocument10 pagesEuropean Patent Application C08F 136/06, C08F 4/70: Synthesis of Elastomeric High Trans-1,4-Polybutadieneماجد عليNo ratings yet
- Xylene From MethylationDocument8 pagesXylene From Methylationalicia1990No ratings yet
- Us 7601311Document10 pagesUs 7601311Văn Đại - BKHNNo ratings yet
- Bisphenol A Synthesis - Modeling of Industrial Reactorand Catalyst DeactivationDocument7 pagesBisphenol A Synthesis - Modeling of Industrial Reactorand Catalyst DeactivationDaniela JuradoNo ratings yet
- Synthesis of P-Xylene by Selective Methylation of TolueneDocument2 pagesSynthesis of P-Xylene by Selective Methylation of TolueneIngrid ContrerasNo ratings yet
- NCL 2006 Pet. Chem.Document58 pagesNCL 2006 Pet. Chem.madurchinnaNo ratings yet
- Cumene Methods 2520of ProductionDocument4 pagesCumene Methods 2520of ProductionYunardi YusufNo ratings yet
- Separation and Puri Fication Technology: SciencedirectDocument5 pagesSeparation and Puri Fication Technology: SciencedirectTrang Phạm ThịNo ratings yet
- New Olefin Production Technologies in SINOPECDocument10 pagesNew Olefin Production Technologies in SINOPECTrevor J. HutleyNo ratings yet
- Naphtha Cracking For Light Olefins ProductionDocument5 pagesNaphtha Cracking For Light Olefins Productionbasura12345No ratings yet
- Chapter 1 3Document25 pagesChapter 1 3Stephannie SyNo ratings yet
- Reactive AdsorptionDocument9 pagesReactive AdsorptionLinhXuânPhạmNo ratings yet
- Preparation of High-Purity Normal Hexane From Reformate Raffinate by Adsorption and Distillation ProcessesDocument9 pagesPreparation of High-Purity Normal Hexane From Reformate Raffinate by Adsorption and Distillation ProcessesJayesh PanjabiNo ratings yet
- Cumene Mass & Energy Balance PDFDocument33 pagesCumene Mass & Energy Balance PDFMeet Khunt100% (1)
- Toluene IntroductionDocument4 pagesToluene IntroductionVinay BabuNo ratings yet
- AmmoniaDocument46 pagesAmmoniabac_nobita7657No ratings yet
- US20100249366A1Document5 pagesUS20100249366A1DenisNo ratings yet
- 5962 8417eDocument4 pages5962 8417eThanh Thanh Hai LeNo ratings yet
- Topical and Prospective Processes of Acetoxylation: Grzegorz Lewandowski, Marcin Bartkowiak, Eugeniusz MilchertDocument6 pagesTopical and Prospective Processes of Acetoxylation: Grzegorz Lewandowski, Marcin Bartkowiak, Eugeniusz MilchertAnonymous b9fcR5No ratings yet
- Cumene Production Robert SchmidtDocument14 pagesCumene Production Robert SchmidtVatsalNo ratings yet
- 01pa JB 2 6 PDFDocument9 pages01pa JB 2 6 PDFMarcelo Varejão CasarinNo ratings yet
- Data Originating From Sources Other Than The EPO May Not Be Accurate, Complete, or Up To DateDocument5 pagesData Originating From Sources Other Than The EPO May Not Be Accurate, Complete, or Up To DateVatsalNo ratings yet
- US3816523Document5 pagesUS3816523Argo Rizky Kusuma 2007110716No ratings yet
- Coking Kinetics On The Catalyst During Alkylation of FCC Off-Gas With Benzene To EthylbenzeneDocument7 pagesCoking Kinetics On The Catalyst During Alkylation of FCC Off-Gas With Benzene To EthylbenzeneAndres PeñaNo ratings yet
- Integrate Ethyl Benzene Production With An Olefins Plant, HC Processing, 1999, Pg77-88Document8 pagesIntegrate Ethyl Benzene Production With An Olefins Plant, HC Processing, 1999, Pg77-88ypzoNo ratings yet
- Phenol UOPDocument2 pagesPhenol UOPruk1921No ratings yet
- EthyleneDocument8 pagesEthyleneEman El Dsouky100% (1)
- Green Chemistry: Accepted ManuscriptDocument10 pagesGreen Chemistry: Accepted ManuscriptSyarif HidayatNo ratings yet
- Process Design For The Production of Ethylene From EthanolDocument144 pagesProcess Design For The Production of Ethylene From EthanolJorge RicoNo ratings yet
- Process Design For The Production of Ethylene From EthanolDocument144 pagesProcess Design For The Production of Ethylene From EthanolWilmer Rios DiazNo ratings yet
- Fractional Batch Distillation PDFDocument10 pagesFractional Batch Distillation PDFmacleod230286No ratings yet
- Advanced Recycle Paraffin Isomersation TechnologyDocument8 pagesAdvanced Recycle Paraffin Isomersation TechnologytungksnbNo ratings yet
- Methanol SynthesisDocument14 pagesMethanol SynthesisArias AlbertoNo ratings yet
- Process Selection Catalytic CrackingDocument5 pagesProcess Selection Catalytic CrackingKimal WasalathilakeNo ratings yet
- Review Proses CumeneDocument15 pagesReview Proses Cumenerachma tiaNo ratings yet
- EthyleneDocument6 pagesEthylene2065001779207No ratings yet
- Tech Papers PxMax and XyMaxDocument18 pagesTech Papers PxMax and XyMaxSaurav De100% (1)
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNo ratings yet
- Sustainable synthesis of ciclopentene derivatives through multicomponent reactions in continuous flow regimeFrom EverandSustainable synthesis of ciclopentene derivatives through multicomponent reactions in continuous flow regimeNo ratings yet
- GC/LC, Instruments, Derivatives in Identifying Pollutants and UnknownsFrom EverandGC/LC, Instruments, Derivatives in Identifying Pollutants and UnknownsNo ratings yet
- (21910324 - High Temperature Materials and Processes) Current Practices in Tungsten Extraction and RecoveryDocument16 pages(21910324 - High Temperature Materials and Processes) Current Practices in Tungsten Extraction and RecoveryVăn Đại - BKHNNo ratings yet
- Vocabulary Unit 1-4Document7 pagesVocabulary Unit 1-4Văn Đại - BKHNNo ratings yet
- Metals 07 00230Document9 pagesMetals 07 00230Văn Đại - BKHNNo ratings yet
- Metals 07 00230Document9 pagesMetals 07 00230Văn Đại - BKHNNo ratings yet
- Materials 10 00142 v2Document11 pagesMaterials 10 00142 v2Văn Đại - BKHNNo ratings yet
- Unit 1 TenseDocument12 pagesUnit 1 TenseVăn Đại - BKHNNo ratings yet
- Lesson Summary: Lesson: Unit 4 Part B Date: July 9 Class: HND994-017 Teacher: Duy NamDocument2 pagesLesson Summary: Lesson: Unit 4 Part B Date: July 9 Class: HND994-017 Teacher: Duy NamVăn Đại - BKHNNo ratings yet
- Minerals 05 00298 PDFDocument16 pagesMinerals 05 00298 PDFKỹ Thuật Hóa HọcNo ratings yet
- Aroma SotayDocument36 pagesAroma SotayVăn Đại - BKHNNo ratings yet
- Unit 2 PassiveDocument7 pagesUnit 2 PassiveVăn Đại - BKHNNo ratings yet
- Solvent Extraction Equilibria - ch4Document93 pagesSolvent Extraction Equilibria - ch4Văn Đại - BKHNNo ratings yet
- Pilot Plant DesignDocument98 pagesPilot Plant DesignChima Ugwuegbu100% (2)
- HND994-017 - Course ScheduleDocument2 pagesHND994-017 - Course ScheduleVăn Đại - BKHNNo ratings yet
- Itireport008 R203241 PDFDocument8 pagesItireport008 R203241 PDFKỹ Thuật Hóa HọcNo ratings yet
- KSB Know-How, Volume 0 - Selecting-Centrifugal-Pumps-data PDFDocument92 pagesKSB Know-How, Volume 0 - Selecting-Centrifugal-Pumps-data PDFRodrigo Astudillo AedoNo ratings yet
- 88485004en PDFDocument8 pages88485004en PDFVăn Đại - BKHNNo ratings yet
- Technical Review - Copper Solvent Extraction in Hydrometallurgy PDFDocument39 pagesTechnical Review - Copper Solvent Extraction in Hydrometallurgy PDFKỹ Thuật Hóa HọcNo ratings yet
- Hydro Metallurgy of Copper PDFDocument256 pagesHydro Metallurgy of Copper PDFVăn Đại - BKHNNo ratings yet
- Quick Guide For Pump Selection - EngDocument43 pagesQuick Guide For Pump Selection - EngAnonymous hJFuHnTsBNo ratings yet
- Determine ThiosulfateDocument2 pagesDetermine ThiosulfateVăn Đại - BKHNNo ratings yet
- Diluent Effects in Solvent Extraction: BstractDocument9 pagesDiluent Effects in Solvent Extraction: BstractKỹ Thuật Hóa HọcNo ratings yet
- Dư A N Lo C Da U Nghi Sơn PDFDocument418 pagesDư A N Lo C Da U Nghi Sơn PDFVăn Đại - BKHN100% (1)
- Cours FP GBDocument30 pagesCours FP GBSana KhanNo ratings yet
- 88488008EN Manual 848 Titrino Plus PDFDocument148 pages88488008EN Manual 848 Titrino Plus PDFVăn Đại - BKHNNo ratings yet
- 88488004EN Tutorial 848 877 Titrino Plus PDFDocument41 pages88488004EN Tutorial 848 877 Titrino Plus PDFVăn Đại - BKHNNo ratings yet
- Pilot Plant Testwork Services PDFDocument4 pagesPilot Plant Testwork Services PDFVăn Đại - BKHNNo ratings yet
- Minerals 05 00298 PDFDocument16 pagesMinerals 05 00298 PDFKỹ Thuật Hóa HọcNo ratings yet
- Minerals 05 00298 PDFDocument16 pagesMinerals 05 00298 PDFKỹ Thuật Hóa HọcNo ratings yet
- Ritcey1980 PDFDocument11 pagesRitcey1980 PDFVăn Đại - BKHNNo ratings yet
- Explicit Dynamics Chapter 6 Explicit MeshingDocument50 pagesExplicit Dynamics Chapter 6 Explicit MeshingAnonymous 0tqzNTWyy100% (4)
- Calculating The Volume of A Stainless Steel WeldDocument6 pagesCalculating The Volume of A Stainless Steel WeldOkayNo ratings yet
- Craftsman 82141 User ManualDocument36 pagesCraftsman 82141 User ManualJoe100% (1)
- Boeing Fire AERO - 2011 - Q2 - Article3Document10 pagesBoeing Fire AERO - 2011 - Q2 - Article3Braulio GomesNo ratings yet
- IR2200 - IR2800 - IR3300 Error CodeDocument7 pagesIR2200 - IR2800 - IR3300 Error CodeTiger DineshNo ratings yet
- Interactive CatalogDocument76 pagesInteractive CatalogahmedelhajNo ratings yet
- Banana ChipsDocument5 pagesBanana Chipsbikram limbuNo ratings yet
- Kata LogDocument48 pagesKata LogsofiakeramikNo ratings yet
- Oxygen Booster ManualDocument27 pagesOxygen Booster ManualAldo Tolaba Quiroga100% (3)
- Electrostatic Powder PaintingDocument9 pagesElectrostatic Powder PaintingfirdausNo ratings yet
- 7-Strengthening Mechanisms - SlidesDocument74 pages7-Strengthening Mechanisms - SlidesRyan TorresNo ratings yet
- Ferroelectric RAM FRAM Seminar Report1Document20 pagesFerroelectric RAM FRAM Seminar Report1Gaurav ReddyNo ratings yet
- Lab 4Document14 pagesLab 4rhinsaokiNo ratings yet
- Wabco GuideDocument16 pagesWabco GuideMohd FairusNo ratings yet
- Epoxylite TSA 220 - TDS - 2008Document3 pagesEpoxylite TSA 220 - TDS - 2008Anonymous sAmJfcVNo ratings yet
- How To Install Openbravo ERP On Debian LennyDocument4 pagesHow To Install Openbravo ERP On Debian LennyfromemNo ratings yet
- HART Tech Short FormDocument9 pagesHART Tech Short FormJediael JuniorNo ratings yet
- York Ducted Split Ac Yefe 18-48Document6 pagesYork Ducted Split Ac Yefe 18-48DANISH0% (1)
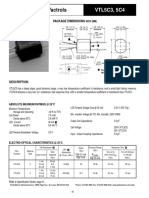
- Low Cost Axial Vactrols: VTL5C3, 5C4Document2 pagesLow Cost Axial Vactrols: VTL5C3, 5C4sillyNo ratings yet
- Civil & Environmental Engineering: Dept. Report October 2002Document40 pagesCivil & Environmental Engineering: Dept. Report October 2002Leonardo HernandezNo ratings yet
- Standard Rain GaugeDocument43 pagesStandard Rain GaugeAku PalsuNo ratings yet
- AXE400P User Manual With Centos6.0 Dahdi V2.0 D130603 enDocument12 pagesAXE400P User Manual With Centos6.0 Dahdi V2.0 D130603 enCartimex S.A.No ratings yet
- Difference Between Forging and CastingDocument2 pagesDifference Between Forging and CastingMOHAMMAD ALINo ratings yet
- SEPG and Consulting ProcessDocument20 pagesSEPG and Consulting ProcesszafzNo ratings yet
- Standard Operating Procedure-Standard Maintenace ProcedureDocument11 pagesStandard Operating Procedure-Standard Maintenace ProcedureVikram JitNo ratings yet
- Sin EncoderDocument6 pagesSin Encoderboynew87No ratings yet
- 5 Gaikindo Production Data Jandec2018 Rev HondaDocument3 pages5 Gaikindo Production Data Jandec2018 Rev HondaWira WijayaNo ratings yet
- Users Manual For Oslo, Bremen and Turboaire.: Installation, Operation and Maintenance InstructionsDocument40 pagesUsers Manual For Oslo, Bremen and Turboaire.: Installation, Operation and Maintenance Instructionsbuttler25No ratings yet
- Compare Models - RitchieSpecsDocument4 pagesCompare Models - RitchieSpecsMochammad JihadNo ratings yet
- Water Cooled Chiller (SHUBAILY GRAND MALL)Document40 pagesWater Cooled Chiller (SHUBAILY GRAND MALL)kdpmansiNo ratings yet