L&T: Project Tow: Designing / Value Engineering A Tow Hitch Receiver
Uploaded by
Anubhav Felix DasguptaL&T: Project Tow: Designing / Value Engineering A Tow Hitch Receiver
Uploaded by
Anubhav Felix Dasgupta- Abstract
- Introduction
- Acknowledgements
- Working with Pro/Engineering
- Designing the Tow Hitch Receiver
- Drafting: Dimensioning, Geometric Tolerances & Weldments
- Value Analysis
- Alternative Designs
- Analysis of the Final Design
- Results & Discussions
- Conclusion
- References
- Appendix
L&T: PROJECT TOW
DESIGNING / VALUE ENGINEERING A TOW HITCH RECEIVER
Anubhav Dasgupta Intern/Trainee Engineer Trucking & Off-Highway, L&T Technology Services, Larsen & Toubro LTD Pursuing B.S. in Mechanical Engineering Georgia Institute of Technology 7/19/2013
Anubhav Dasgupta
Project Tow
07/19/2013
The Material in this Report has been Reviewed and Approved by:
__________________________
Name
_________________________________
Signature & Date
__________________________
Name
_________________________________
Signature & Date
__________________________
Name
_________________________________
Signature & Date
This Report contains the work of Anubhav Dasgupta. As of today: July 19, 2013 Dasgupta has completed his Internship with Larsen & Toubro
__________________________
Author of the Report
_________________________________
Signature & Date
Anubhav Dasgupta
Project Tow
07/19/2013
Table of Contents
Abstract...3-4 Acknowledgements5 Introduction.5-6 Working with Pro/Engineering...6-9 Designing the Tow Hitch Receiver...9-13 Drafting: Dimensioning, Geometric Tolerances & Weldments..14-17 Value Analysis18-20 Alternative Designs.20-23 Analysis of the Final Design...23-25 Results & Discussions.25-26 Conclusion27 References28 Appendix.29-40
Anubhav Dasgupta
Project Tow
07/19/2013
Abstract
Larsen & Toubro is regarded as the bellwether of Indias engineering sector, as a $14 billion USD multinational conglomerate with business interests in construction, manufactured goods, informational technology and financial services. In the summer of 2013, from May 27th to July 19th, for a period of two months I operated as an Intern/Trainee Engineer for L&T at their Knowledge City Campus in Vadodara, India. As a mechanical engineer, my objective was to expand my knowledge on the processes which aid the designing and manufacturing of engineered products in todays markets. Pro/Engineering is one the industrys leading parametric, integrated 3D CAD/CAM/CAE solutions competing with CATIA and Unigraphics in the modern market. My task was to reverse engineer an existing component in order to make it more cost-efficient and weight-efficient using the Pro/E software and Value Analysis Tear Down principles. In the tow hitch receiver, I found a component that I could reverse engineer to be more cost-efficient and weight-efficient. The original tow hitch component was first observed and measured by hand and then modelled through the Pro/Engineering Wildfire 4.0 software. The first model that was created displayed the tow hitch component as an assembly of five parts: the frame, the bracket, the plate and then the left and right back frames. The second model and all subsequent models of the subassembly were drawn using the sheet metal application in Pro/E 3D modelling. The third and final assembly was created after inspection of the original Pro/E file that referred to the original tow hitch receiver. It was then clarified that the tow hitch component was actually a weldment sub-assembly of only three parts: the bracket, the frame and the plate. Detailed drawings were drafted for the second and final 3-D models of the Tow Hitch Receiver. These detailed drawings included dimensions, geometric tolerances, and weldment locations. (Appendix) Value Analysis or Value Engineering is a method by which designers and engineers evaluate existing products to recreate them in a more cost-effective manner without sacrificing their most important functions (Value = Function/Cost). It was apparent that the original tow hitch component had already been value engineered to a certain degree. The functions of each part of the original assembly were described following Miles verb-noun, discipline. The manufacturing cost of each part was calculated using Apriori. Apriori is a software program that estimates the cost of Pro/E designed components. The bracket cost $1.70 USD and weighs 0.574 kg, the frame cost $1.04 USD and weighs 0.577 kg and the plate cost $0.51 USD and weighs 0.048 kg; a total of $3.26 and 1.199 kg. The welding and assembly process added another $2.18 USD making it a total of $5.44 USD for the entire tow hitch subassembly. Alternative Designs were created before the final design. This helped to spark a creative process that aided in designing a feasible value engineered concept. The function of the plate was not integral to the tow hitch sub-assembly thus the final design only incorporated two main parts in a much smaller, simplistic tow hitch receiver
3
Anubhav Dasgupta
Project Tow
07/19/2013
subassembly without sacrificing important functions. The newly designed bracket costs $0.73 USD and weighs about 0.572 kg with a volume of 73,371 mm3. The newly designed frame costs $1.44 USD and weighs about 0.521 kg with a volume of 66,580 mm3. In comparison the new bracket weighs 0.002 kg less than the original and costs $0.97 USD less than the original. The new frame weighs 0.056 kg less than the original and costs $0.40 more than the original. In total the components cost $2.18 USD, with the assembly processes of $1.49 USD the total comes to $3.67 USD. Overall the new tow hitch subassembly costs $1.77 USD less per assembly. After compiling the final results, it would seem that the final design is more cost efficient and more weight efficient than the original tow hitch. Although the final design was effective in the sense that it was more cost-effective than the original model, further steps must be taken before such a design can be presented as a manufacturable solution. The final design has not been field tested; it is not clear how much load the new tow hitch receiver can actually support without fracturing. The value of the original design exceeds the value of the reversed engineering design, because it contains more functional features than the new design for a relatively cheap cost. The new design is low in function and low in cost. A simple tow hitch receiver like the one I designed would be of practical use in the manufacturing of simple, cost-efficient vehicles based off the clients main line of bestselling and more functional off-road vehicles. In conclusion the newly designed/value engineered tow hitch receiver is more cost-efficient and more weight-efficient than the original tow hitch receiver design.
Anubhav Dasgupta
Project Tow
07/19/2013
Acknowledgements
Jitendra Patel, CAD/Technical Support Kamlesh Khangani, Project Account Delivery Manager Amit Gilotra, Team Lead of Special Projects Dhruvil M. Kandoi, Designer Engineer of Special Projects Brijesh Pandya, Designer Engineer of Special Projects Keder Bhairat, Designer Engineer of Special Projects Suman Das, Designer Engineer of Special Projects Ranjan Mandal, Designer Engineer of Off-Road Vehicles Larsen & Toubro, L&T Technology Services
Introduction
Larsen & Toubro was founded in Mumbai in 1938, before Indias independence, by Henning Holck-Larsen and Soren Kristian Toubro, two Danish engineers. In a period of seventy five years, L&T has expanded to provide top of the line engineered products and services in multiple business sectors. In the course of its expansiveness, L&T has directly contributed to the growth of Indias industrial development for which Holck-Larsen was awarded the Magsaysay Award in 1976. Currently Larsen & Toubro is regarded as the bellwether of Indias engineering sector, as a $14 billion USD multinational conglomerate with business interests in construction, manufactured goods, informational technology and financial services. L&T was recognized as The Company of the Year in 2010, ranked 4th by Newsweek in the list of the worlds Greenest Industrial Companies, and listed 9th in Forbes Most Innovative Companies. 5 L&T Technology Services is a business sector within L&T that offers IES or Integrated Engineering Services to its clients. As an intern I operated in the IES branch in L&Ts Knowledge City located in Vadodara, India. IES offers services in product design, analysis, prototyping & testing, embedded system design, manufacturing engineering, plant & construction engineering, asset information management and engineering process support using the industries top and most professional CAD/CAM/CAE technologies and software internationally.6 I operated within the T&OH, Trucking and Off-Highway, vertical in IES. T&OH is based around vehicles that run on all land based terrains from cars and bikes to trucks and commercial transport vehicles to off-road vehicles and ATVs. A basic service that T&OH within IES provides includes the detailed designs and drawings of such T&OH vehicles. Within the T&OH vertical I was assigned to a large team of engineers that handled all the Integrated Engineering Services provided between L&T and a single, specific client. This client, whose identity will remain in secrecy (as per the request of the client), is a foreign
5
Anubhav Dasgupta
Project Tow
07/19/2013
based (Non-Indian) client that is internationally recognized as one of the largest off-road vehicle distributors, such as ATVs and Rangers. Within this team I operated in the Special Projects division. The Special Projects team is responsible for value engineering the off-road vehicles to make more cost-efficient products for the consumers and to reduce costs at the manufacturing end as well. Value Engineering or Value Analysis simply refers to the technical process by which a product is redesigned to be more efficient in cost, weight or value than its predecessors or competitors2.
Working with Pro/Engineering
I am currently pursuing a Bachelors of Science in Mechanical Engineering at the Georgia Institute of Technology. In the summer of 2013, from May 27th to July 19th, for a period of two months I operated as an Intern/Trainee Engineer for L&T at their Knowledge City Campus in Vadodara, India. My objectives in working for L&T India were firstly, to garner an international perspective of the engineering industry. By working for L&T, an internationally renowned company, I was given a lot of exposure to how the engineering industry operated both around the world and in India. Secondly, as a mechanical engineer, I wanted to expand my knowledge on the processes which aid the designing and manufacturing of engineered products in todays markets. I already had some experience in using the basic AutoCAD and Autodesk Inventor softwares to design products however I wanted to expand that skillset and learn how to use more advanced tools and softwares to design products that are manufacturable. I had also recently learnt how to grade the value or function of a product using tools such as a function tree, a house of quality and a morphological chart. Now I wanted to understand how The Special Projects team measured the value of their designs, using software tools like Aprori. The Special Projects team also extensively used the Pro/Engineering and Creo Parametric software products by PTC to aid them in designing and detailing assemblies. For the first two weeks of my internship I was trained on how to model parts and assemblies using Pro/Engineering Wildfire 4.0. Pro/Engineering is one the industrys leading parametric, integrated 3D CAD/CAM/CAE solutions competing with CATIA and Unigraphics in the modern market. Pro/E provides tools such as 3D solid modelling, assembly modelling, drafting, finite element analysis and more.7 The Pro/E basic interface is very simple and easy to use. It operated very similarly to Autodesk Inventor, which I was used to; however feature creating felt simpler and smoother in Pro/E. For example, creating a 3D swept protrusion or a 3D blend protrusion is an interactive guided process in Pro/E. The software first asks you to sketch a trajectory then automatically places you in the drawing plane in which you can draw the trajectory. After it records the trajectory, it then similarly guides you through drawing the shape of the feature in the normal drawing plane. Finally you can preview the model before accepting it by clicking OK, in order to make sure it takes the shape you desire. Multiple other options are listed during the entire process to help you further detail and design the protrusion. Essentially, the process is simple and the steps needed to produce such a feature are given to you. Drawing the same sweep or blend protrusion in Autodesk Inventor is a more time
6
Anubhav Dasgupta
Project Tow
07/19/2013
consuming task because there is no option bar to guide you through the process of creating these advanced features. In Autodesk Inventor you are expected to manually manipulate the different drawing planes to create such a feature. The option bar that pops up during the creation of a feature, during troubleshooting and during most applications in Pro/E is truly one of the most powerful interfaces in Pro/E as it guides your design with an integrated decision making process. After learning the basic to the intermediate/advanced applications in Pro/E it was important to exercise my newly acquire skillset to truly understand the limitations of the software. I created twelve different advanced parts; each uniquely designed using a specific feature tool in Pro/E. For example, a casting bracket helped me understand how to create a feature with holes, chamfers and rounds. Creating a casting cover improved my ability to create swept and revolved features with ribs, shells and drafts. Finally modelling a basin with a faucet exercised all my abilities, in which I designed a part with revolved, blended and swept features and rounds, chamfers, holes, drafts and shells. (Figure 0)
Figure 0: 3-D model views (from top to bottom) of: Casting Bracket, Casting Cover and Faucet Basin. 7
Anubhav Dasgupta
Project Tow
07/19/2013
After completing these models and understanding the process of assembly in Pro/E I decided to design a component of my own choosing. Since I worked under the Special Projects division, I wanted to incorporate Value Analysis/Engineering in my design as well. Special Projects directed me to the Tear-down studio, a part of building where different mechanical assemblies are torn down, to their most basic parts and components and then their functions are analysed in order to redesign these vehicles in a value engineering perspective. My task was to reverse engineer an existing component in order to make it more cost-efficient and weight-efficient using the Pro/E software and Value Analysis Tear Down principles. The most important step in performing Value Analysis Tear Down is to actually disassemble the entire component and study its functions. In a design perspective I will be disassembling the entire tow hitch sub-assembly into different parts and then apply value analysis to each part separately. The special projects team had two off-road vehicles in the tear down studio that they were working with. One was a ranger designed for sport and the other was an off road utility vehicle. I observed that both vehicles had a small subassembly welded onto their respective rear chassis frames. This small subassembly was a tow hitch receiver. A tow hitch receiver is a component that allows the vehicle to tow a large load; this specific component could tow loads up to 1,000 kilograms. The tow hitch receiver seemed to be rather complicatedly assembled onto the rear chassis frame of the vehicle. I observed that many separate welds and parts were used to fit this subassembly into the vehicle. (Figure 1) Since it was a small exterior part of the vehicle, it could be observed well enough to redesign and refit onto the whole assembly without alternating any important features. The tow hitch receiver was also one of the lesser sub-assemblies in terms of importance to vehicle performance. In the tow hitch receiver, I found a component that I could reverse engineer to be more cost-efficient and weight-efficient.
Anubhav Dasgupta
Project Tow
07/19/2013
Figure 1: Pictures taken of the original tow hitch receiver.
Designing the Tow Hitch Receiver
The original tow hitch component was first observed and measured by hand and then modelled through the Pro/Engineering Wildfire 4.0 software. The original tow hitch component is a sub-assembly of an off road vehicle that can be viewed in the rear of the vehicle, attached to the rear chassis frame. It was observed at first that the tow hitch component was a sub-assembly of two or more parts. These parts were welded together and the entire tow hitch subassembly was welded onto the chassis frame of the vehicle. Multiple holes were cut into the tow hitch component, the functions of these holes would be determined later. When observing the tow hitch on the fully assembled vehicle, it was often difficult to distinguish which parts belonged to the tow-hitch component and which parts were extensions of the chassis frame or welds. A representation of what I observed was drawn up by hand in my notebook and a few pictures of the component were taken from multiple angles by camera. (Figure 1) Each part was measured in millimetres using a tape measure and callipers. Each measurement was estimated to the nearest 2.5 mm and then added to the hand drawings as dimensions. These measurements, pictures and drawings were then used to create the first model of the tow hitch subassembly.
Anubhav Dasgupta
Project Tow
07/19/2013
The first model that was created displayed the tow hitch component as an assembly of five parts: the frame, the bracket, the plate and then the left and right back frames. (Figure 2) A bracket was drawn as the base of the model, it had two L shaped featured that protruded from its edges and were welded onto the back frames. A main frame was welded on top of the bracket. This main frame was a C-shaped sheet metal component that had two triangular edges on its backside that were later welded to the chassis frame. A plate was welded to the front edges of the bracket and main frame. The back frames were drawn as two square tubes welded onto the frame and bracket. After designing the first component and then comparing them to my drawing and pictures, I noticed many areas where I could improve on the accuracy of my design. After heading back down to the tear-down studio and carefully inspecting the tow hitch receiver, I observed that the back frames were not tubes but two Lsections joined to the main tow hitch frame. I had to redesign my tow hitch subassembly.
Figure 2: 3-D model views of Tow Hitch Receiver Full Assembly- 1st Model. Assembly is comprised of Two Back Frames (Green), One Main Frame (Red), One Bracket (Blue) and One Plate (Yellow).
The second model and all subsequent models of the subassembly were drawn using the sheetmetal application in Pro/E 3D modelling. It was clear that the entire tow hitch subassembly were sheet metal parts thus it would only make sense to design them as so. The sheetmetal application worked similarly to how sheet metal was actually modelled to create products in the real world. In sheetmetal modelling, you would create a base, set a uniform thickness and then create flats or flanges which bent inwards or outwards from the base. When you are finished with your modelling, you would create a flat pattern of the product which would also display where the sheet metal must bend. In the manufacturing of sheetmetal products, a laser cutter would cut out this flat pattern on the sheetmetal and then a machine would press and bend the sheetmetal at its bend axis to create the component. (Figure 3-A)
10
Anubhav Dasgupta
Project Tow
07/19/2013
Figure 3-A: Flat Pattern & Bend Table for Bracket 3rd Design
In designing the second model, I came closer to accurately modelling the tow hitch receiver. It was clear this time that the plate was not welded to the edges of the frame and bracket but rather to the four exterior surfaces of the frame and bracket, almost as if it was clamping or holding the two parts together. The second assembly contained the two L-section back frames, the base bracket, the main frame and the plate. This designed assembly was manufacturable in sheetmetal and each part had a uniform thickness of 2.5 mm. After designing the second model, I proceeded to draft each part and the fully assembly. It was only after drafting these parts did I realize that the second model was not fully accurate to the actual design of the tow hitch receiver. After going back to the tear-down studio I realized I needed to create another assembly, but only after consulting the original Pro/E file that designed this particular tow hitch receiver.
Figure 3-B: 3-D model views (from left to right): Sheetmetal Back Frame (Green) 2nd Model (Tube not L-section) Sheetmetal Bracket (Blue) 2nd Model
The third and final assembly was created after inspection of the original Pro/E file that designed the tow hitch receiver. It was then clarified that the tow hitch component was actually a weldment sub-assembly of only three parts: the bracket, the frame and the plate.
11
Anubhav Dasgupta
Project Tow
07/19/2013
The back frames that were observed on the component were actually part of the bracket itself, and were bent upward to form an L-section that was later welded to the main frame. These bent sections of the bracket contained unique grooves on their edges; these grooves provided weld areas for the chassis frame. The L-sections that protruded out of each side on the first/second assemblies brackets were then omitted in the final design since they were actually a part of the chassis frame and not the tow-hitch sub-assembly itself. (Figure 3-B) It was also observed that the sheetmetal used to create the bracket was thicker than the sheetmetal used to create the frame. The frame had a cut normal to its bottom plane along the bottom of its left and right sides, the width of which was the same thickness of the bracket and the length being only a few centimetres more than the length of the base of the bracket (the area before it bends upward into L sections). This allowed the frame to rest on top of the bracket while the plate was able to maintain a standard square shape, in which its length is equal to its width, as it held the frame and the bracket together. (Figure 4)
12
Anubhav Dasgupta
Project Tow
07/19/2013
Figure 4: 3-D model views (from left to right, top to bottom) of Sheetmetal Frame Final Model (Orange), Sheetmetal Bracket Final Model (Blue) Sheetmetal Plate Final Model (Purple), Sheetmetal Assembly of Tow Hitch Receiver Final Model Assembly of Tow Hitch Receiver (Regular Component Creation/ Non-Sheetmetal) Final Model
13
Anubhav Dasgupta
Project Tow
07/19/2013
Drafting: Dimensioning, Geometric Tolerances & Weldments
I had already begun drafting the second model with proper views, dimensions and detailing for each part and the final assembly before I constructed the third model. In order to draft these parts, I had to create a customized size C drafting sheet based on an L&T standard layout provided to me in a PowerPoint presentation. Standard tolerances and standard notes, to include in my drawings, were also given to me by L&T. (Figures 6&7) After learning these good practices as conveyed to me by L&T in drafting, I began to create different drawing files for each part. When drafting my second model I would create one drawing of a part with its top, bottom and side views paired with an isometric view. Then I would create another drawing, for the same part, which contained the flat pattern and the bend table for the sheet metal component. I did this for the main frame, bracket and back frames. I had my drawings peer reviewed by my colleagues. This was the most important step in the process, because it helped me to understand how to properly detail my drawings without overdimensioning or improperly dimensioning features. For example, it is good practice to give overall dimensions in a drawing as opposed to small overly specific dimensions. Then it is good practice to add basic dimensions for holes from selected planes that are displayed in the draft. Holes are always dimensioned as a diameter measurement while rounds and curves are dimensioned as a radial measurement. The format of my flat pattern drafts changed as well. The flat pattern would have an overall length and width dimension and then ordinate dimensions would display the locations of the bends. The layout of my plate drawings was simplified during the process of peer review to an isometric view followed by a top and front view of the simple plate part. The isometric view of the assembly was now replaced with an exploded view of the assembly and a bill of materials containing the item number, name, type, quantity, material and mass of each component in the assembly. (Figure 5) Creating a bill of materials on Pro/E introduced me to automatically regenerating tables that used a computer language, within Pro/E, to call out important facts and numbers about each general part.
Figure 5: Bill of Materials Table for Final Assembly Drawing. Displays Item #, Name, Type, Quantity, Material and Mass (kg)
During the peer review of my drawing, I was introduced to the concept of geometric tolerances and I was given the option to learn them and use them to dimension my drafts. Geometric tolerances convey important information between the engineer and the
14
Anubhav Dasgupta
Project Tow
07/19/2013
manufacturer on the boundaries on how precise and accurate the manufacturer must be when creating specific features on the engineered and manufactured product. In order to understand geometric tolerances, you had to understand the language through which geometric tolerances are conveyed. In my drawings I have at most three different geometric characteristics displayed in the geometric tolerances used to dimension my drawings. One refers to the profile of the surface, another to a parallel orientation and then most importantly a positional tolerance that determines the precision with which the holes on my parts are created. Each hole in the drawings has a positional geometric tolerance. Upon manufacturing this product, the manufacturer has to locate and create a hole in the part according to the dimensions on the drawing. The dimensions are relative to the center of the circle, thus the manufacturer will cut out a hole in the part according after allocating the center point onto the sheet metal. The geometric tolerance defines how precise the manufacturer must be when he allocates the center point. He must first allocate the center point of the holes within a boundary of a one millimeter diameter circle, as described in the geometric tolerance by, and then proceed to cut out the holes accordingly. Geometric tolerances also reference the main ABC or XYZ planes or axis used in the creation of the drawing. (Figure 6)
Figure 6: Geometric Tolerances. Positional Tolerances for Holes on Bracket (Top) Surface Profile Tolerance & Parallel Orientation Tolerances displayed in Notes (Bottom)
After I had finished my third and final model, I began to draft the parts. This time I only had three parts to draft. Drafting the new, more accurate bracket design was rather the most complex task out of the three parts. A partial top view had to be added to dimension
15
Anubhav Dasgupta
Project Tow
07/19/2013
specific features on the bracket because the top view was already fully dimensioned; adding more dimensions to highlight these specific features on the full top view would make the top view look messy and overdimensioned. (Appendix A-1) Both the bracket and the main frame were symmetrical at the center frame so I decided to mention that with a basic geometric description in the notes (Figure 6). After peer review I cleaned up my dimensions and received some good advice on what to add to my drawings. I displayed mass and volume values in each part drawing using the built in Pro/E language to call out the values after generating those values in the CAD model. In order to generate the mass and volume values, I had to assign a material to the entire component. I assigned steel and mm_steel (a material I created in Pro/E with the same qualities of steel) as the material type with a density of 7.81E06 kg/mm3. The bracket weighed 0.574 kg and had a volume of 73,825 mm3. The frame weighed 0.577 kg and had a volume of 73,717. The plate weighed 0.048 kg and had a volume of 6,178. (Appendix B) I added a Material and Specifications cell to each drawing that described which standard gauge each sheet metal component was manufactured with. Sheet metal comes as raw material from suppliers in standard gauges. These standard gauges refer to the thickness of the material. I estimated that the thickness of the bracket, 3.5 mm, would specifically require a 10 gauge steel sheet metal to be manufactured with whereas the frame with a thickness of 2.5mm would be manufactured with 12 gauge steel sheet metal. The lower gauge, the thicker the raw sheet metal will be. 10 gauge steel sheet metal is anywhere between 0.1405 inches to 0.1285 inches thick (3.5 mm fits into this range of values). 12 gauge steel sheet metal is anywhere between 0.1106 inches to .0986 inches thick (2.5mm fits into this range of values). 12 gauge and 10 gauge steel sheet metal are some of the most commonly used gauges in sheet metal production meaning that the availability of these raw materials, in 10 & 12 gauge, will be high and the price likewise will be low. (Figure 7)
Figure 7: Customized C-Sheet Specifications located on the bottom right corner of each draft. Contains: Specified Tolerances, Mass & Volume and Material & Specifications
After finishing the final drafts of my design and having them peer reviewed, I then measured the length of the weld areas on the assembly and created a drawing to display the welds on the subassembly. The welds on the tow hitch are all transverse fillet welds. The fillet size for all these welds is 3mm and the total weld length is 581 mm as specified in the notes. The welds are one of the most important aspects of this component. Weld Strength will determine how much load the tow hitch receiver can handle. I took time to study different
16
Anubhav Dasgupta
Project Tow
07/19/2013
types of welds in order to see what I could experiment with towards creating a final design. For this type of component, transverse fillet welds or parallel fillet welds would usually be used to join the parts together only because of how they are positioned relative to each other. All the welded joints are class B, which means they are in the same weld strength class as the welds found in the vehicles chassis frame. (Figure 8)
Figure 8: Assembly Drawing of Final Model with Weld Locations and BOM Balloons. Weld arrows indicate transverse fillet welds with a uniform fillet size of 3mm.
Value Analysis
Value Analysis or Value Engineering is a method by which designers and engineers evaluate existing products to recreate them in a more cost-effective manner without sacrificing their most important functions. In order to analyse the true value of a product, it is important to tear down, the products assembly to its most basic parts and components in order study and map out their functions. These basic parts and components are then value engineered to be more cost efficient while retaining their intrinsic & important functions. The Value Analysis Tear Down Method is a comprehensive execution plan towards properly value engineering a product. The method calls for a job plan, and encourages a progressive journey from arriving at the problem to reporting a value engineered solution. In my attempts to value engineer this component I used specific principles that are advised by the Value Analysis Tear Down Method instead of following the entire procedure step by step. This allows me to attack the problem from an individual perspective; value analysis tear down calls for multiple teams of engineers to attack the problem at every step. In order to value engineer this tow hitch, I will be taking a research type approach to this problem. First Ill have to identify all the functions and features of the component. Then Ill create a table
17
Anubhav Dasgupta
Project Tow
07/19/2013
grading how important these functions are, leaning mostly towards the needed, or necessary functions as being most important. (Table 1) Finally I will adopt a creative process and study other similar products, to design a final value engineered component using all the information I have gained in the first two steps. A truly valuable product is a product that provides a function under a cost that you believe is truly worth the function it provides. Lawrence D. Miles, an electrical engineer, is considered to be one the greatest pioneers of the Value Analysis Method. Miles came up with a function which can be used to improve the value of a product and assist a value engineer to design/engineer a product2: Value = (Exchange)(Esteem)(Utility) Cost Exchange value is the worth, of the product. Esteem value refers to the want, of the product. Utility value is related to the need, of the product. If you assume that: Function = (Exchange)(Esteem)(Utility) Then Value = Function Cost To truly value engineer a component, it is necessary to understand the functions of each part involved in a fully assembled component. After value engineering the tow hitch, the new sub-assembly would have to serve the same integral functions while being more costefficient and more weight-efficient than the current sub-assembly. In order to do this, the functions of each part that made up the current sub-assembly would have to be carefully analysed and graded on its importance to the overall functional output. It was apparent that the tow hitch component that I was working with had already been value engineered to a certain degree. Standardized holes were carefully placed on each part in the design to reduce the overall weight and cost of the part. Standard sheet metal gauges were used to manufacture all parts in the subassembly. After running the model through Aprori, comprehensive software that estimates the manufacturing costs and labor cost and is Pro/E compatible, I received figures that represented the estimated manufacturing cost of each material. The bracket cost $1.70 USD and weighs 0.574 kg, the frame cost $1.04 USD and weighs 0.577 kg and the plate cost $0.51 USD and weighs 0.048 kg; a total of $3.26 and 1.199 kg. The welding and assembly process added another $2.18 USD making it a total of $5.44 USD for the entire tow hitch subassembly. (Appendix B-5) Aprori only estimates the cost of these parts, when manufacturing the products the cost in reality might be far greater or less than the Aprori estimates. However this will be an important tool to use when comparing the estimated costs between the value engineered tow hitch and the current tow hitch in order to see which tow hitch receiver is more cost efficient.
18
Anubhav Dasgupta
Project Tow
07/19/2013
When describing the functions of each part, it is important to keep it short and simple. Miles used a verb-noun, discipline to express functions in a simplistic manner so that they can be creatively manipulated and powerfully analysed. When following this discipline, it is crucial to use active verbs as opposed to passive verbs. For example instead of stating that a feature provides support, you should state it as supports weight. This way it is clear what action the feature is providing to a specific noun. Importance is graded similarly to how importance would be graded in a house of quality. A grade of 0 means not important at all, 2 means not very important and 9 means very important. (Table 1)
Part
Plate Frame
Part Cost (USD)
$0.51 $1.04
Weight (kg)
0.048 0.577
Function(s)
Distribute Weld Area Prevent Movement Secure Loads Accept Tow Hitch Resist Forces Distribute Weld Area Secure Loads Resist Forces Support Frame
Importance
2 5 9 9 8 9 6 8 7
Notes
All-around Transverse Weld Clamp Hitch & Hitchless
Bracket
$1.70
0.574
Strength is a factor Holes (Hitchless) Can be omitted
Total
$3.26
1.199
Table 1: Value Analysis Table of Final Assembly. Table compares the cost of each individual part and lists their different functions following Miles verb-noun, discipline. Each function is graded on its importance (2 being least important, 9 being most important).
The first function of the plate is to distribute weld area. With the addition of the plate, the tow component receives an all-around weld area at the front of the component. An all-around transverse weld is placed at this section. This function isnt very important; even though the plate distributes weld area, the weld strength itself does not directly affect how large of a load the tow hitch can carry. The second function of the plate is to prevent movement, essentially it keeps the frame and bracket together by clamping them together. (Table 1) The frame secure loads, this function is largely responsible for securing the load to the vehicle, thus it is very important that the frame can secure loads. This process can be hitch or hitchless, a consumer can either tow a load with a tow hitch that would be inserted into the receiver or by tying the load to any of the holes cut into the frame using ropes or cords. Naturally the next function of the frame would be to accept tow hitch. This is the integral function of the tow hitch; it the one function that people need, a tow hitch to be able to do. It also resist forces, meaning that it is a durable design that can tow a great amount of loads. This is something people want, from the product. (Table 1)
19
Anubhav Dasgupta
Project Tow
07/19/2013
The bracket distributes weld area, to both the frame and the rear chassis frame. The strength of these welds is crucial to the tow hitchs load carrying capabilities. Thus this function is very important. The bracket also secure loads, similarly to the frame by provides holes to which people can perform hitchless, towing. Hitchless, towing is a desired, function by the consumer and although the bracket does improve the hitchless, towing capacity of the tow hitch receiver, it is not a crucial function in the overall component. The bracket also has to resist forces, which is an important function. Finally, the bracket has to support the frame. This is a fairly important function because the frame does not have a bottom and requires something to rest on. However if the frame were redesigned to have a bottom face then this function is irrelevant, plus the frame itself can be welded to chassis frame as the bottom surface of the bracket is. (Table 1) Before value engineering a new component using this information, it is important to explore creative alternative designs after observing other tow hitch receivers in the market. This process is an integral step of the Value Analysis Tear Down method which encourages creativity. By adopting a creative approach, I might come across very efficient designs which I might not have considered in the first place.
Alternative Designs
Before creating the final design or the value engineered tow hitch component, I experimented with the design and attempted to create alternative designs that expanded on the functions and design of each part in the subassembly. In doing so, I could get a clearer idea of how I would design the final product. I also researched different tow hitch receivers in the market to get an idea of what sort of design I wanted to attempt. The first alternative design replaces the square main frame with a standardized cylindrical hollow tube. The bottom of the circular hitch is cut in order to sit on top of the frame and match to the plate, similarly to the original. The bracket maintains a similar shape to the original. (Figure 9-A) The newly designed bracket does not have curved surface at its base edges or the holes for hitch-less towing. The new bracket contains a bean-shaped slot at its bottom for weight reduction. A circular extrusion from the top surface of the bracket adds more weld area and strength to the sub-assembly as it wraps around the frame. I wanted to experiment with welds in the design of this bracket; a full transverse weld around a cylinder could provide a great amount of strength. The plate is circular at the region that joins to the frame and square at the regions it joins to the bracket, similar to the concept of the plate in the original. A cylindrical frame wouldnt be practical in this sense because cylindrical components are usually used to transmit torque. When towing loads, torque is not a considerable issue. (Figure 9-B)
20
Anubhav Dasgupta
Project Tow
07/19/2013
Figure 9-A: 3-D model view of Fully Assembled Tow Hitch Receiver 1st Alternative Design.
Figure 9-B: 3-D model views (from left to right) of: Plate 1st Alternative Design (Red), Bracket 1st Alternative Design (Yellow) Frame 1st Alternative Design (Blue)
The second alternative design was focused around the bracket. (Figure 10-B) A newly designed bracket was created, one that could potentially provide more weld strength to the frame. I was inspired by other tow hitch receivers in the market. The brackets on these hitch receivers would wind around the frame multiple times providing all around transverse fillet welds. The bracket still forms the two L-sections that are welded to the hitch frame and
21
Anubhav Dasgupta
Project Tow
07/19/2013
then bends forward to offer more weld area and strength to the subassembly. These L sections are important because they distribute weld area, to the chassis. The fact that the bracket would provide an all-around transverse fillet weld was a good concept and I decided to expand upon that concept in my final design. The frame in this model was simply a square tube, cut at an appropriate dimension, slightly longer than the original frame for a greater ability to resist forces. I liked the concept of using steel square tubing as the material to make the frame because it could potentially reduce manufacturing costs. The plate was similar to the original design. I then recreated this assembly in sheet metal. I attempted to do so in order to check whether the bracket would be manufacturable, it did not seem so. Only after designing it in sheet metal, was it was clear that the designed bracket is in fact nonmanufacturable. The frame, being a square tube also weighed a considerable amount (Figure 10-A)
Figure 10-A: 3-D model views (from left to right,) of: Fully Assembled Sheetmetal Tow Hitch Receiver 2nd Alternative Design
22
Anubhav Dasgupta
Project Tow
07/19/2013
Figure 10-B: 3-D model views (from left to right) of: Fully Assembled Tow Hitch Receiver 2nd Alternative Design Bracket 2nd Alternative Design (Purple), Frame 2nd Alternative Design (Blue)
Analyzing the Final Design
After creating the alternative designs, I had a better idea of what to incorporate into my final design. In order to design a truly cost-efficient and weight-efficient design, it was clear that the final design had to be simpler than the original and the alternative designs. The functions and features of lesser importance in the original concept were sacrificed in order to create a new simplistic component. The function of the plate was not integral to the tow hitch sub-assembly thus the final design only incorporated two main parts as the tow hitch subassembly. The main frame is smaller in length than its predecessors and was created on the basis of the availability of standard steel square tubing which could potentially reduce manufacturing costs and time. This is because unlike sheet metal, you would not need to bend frame, simply buy it in bulk and cut the sections you need thus reducing labor costs as well. Thus the newly designed
23
Anubhav Dasgupta
Project Tow
07/19/2013
frame is essentially a cut standard steel square tube, with holes for weight reduction and tow area. The newly designed bracket does not contain a base. The new bracket is essentially a C section sheet metal part with a square shaped hole in the center for the frame. It supports the frame with an all-around square fillet. Its left and right edges are trapezoidal flats which are welded to the chassis frame as well as the bottom surface of the bracket. The bracket contains holes for weight reduction and to secure loads. All edges are welded to the chassis providing multiple locations that distribute weld areas. (Figure 11)
Figure 11: 3-D model views (from left to right) of: Bracket Final Design (Purple), Frame Final Design (Blue) Fully Assembled Tow Hitch Receiver Final Design
The newly designed bracket costs $0.73 USD and weighs about 0.572 kg with a volume of 73,371 mm3. The newly designed frame costs $1.44 USD and weighs about 0.521 kg with a volume of 66,580 mm3. In comparison the new bracket weighs .002 kg less than the original and costs $0.97 USD less than the original. The new frame weighs .056 kg less than the original and costs $0.40 more than the original. In total the components cost $2.18 USD, with the assembly processes of $1.49 USD the total comes to $3.67 USD. Overall the
24
Anubhav Dasgupta
Project Tow
07/19/2013
new tow hitch subassembly costs $1.77 USD less per assembly. (Appendix C-4) After compiling the final results, it would seem that the final design is more cost efficient and more weight efficient than the original tow hitch. (Table 2)
Original Design
Plate Frame Bracket
Part Cost (USD)
$0.51 $1.04 $1.70 $0.73 $1.44
Mass (kg)
0.048 0.577 0.574 0.521 0.572
Volume (mm3)
6,178 73,717 73,285 66,580 73,371
New Design
Frame Bracket
Table 2: 3-D model views (from top to bottom) of: Casting Bracket, Casting Cover and Faucet Basin.
Results and Discussions
Although the final design was effective in the sense that it was more cost-effective than the original model, further steps must be taken before such a design can be presented as a manufacturable solution. Firstly, the final design has not been field tested; it is not clear how much load the new tow hitch receiver can actually support without fracturing. The parts on the final design contain multiple holes and cuts. I had to add a lot of these holes for weight reduction. When I first started designing the final product, both parts were actually designed to be a lot larger. The overall dimensions were closer to the overall dimensions in the original parts. However when I generated the mass reports, they were significantly larger than the original parts so I had to cut away material to lower the weight. The placement of these holes was pure guesswork design; geometrically they could have a largely negative effect on the durability of the entire tow hitch component. I attempted to see if I could affirm the placement of these holes through performing FEA on the component.
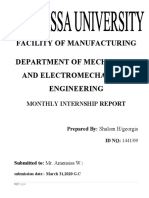
Figure 12: Mechanica Results displaying von Missus Stresses for Bracket Final Design. Red represents areas of highest von Missus stresses; Blue represents areas of lowest von Missus stresses. 25
Anubhav Dasgupta
Project Tow
07/19/2013
Mechanica is an FEA, finite element analysis, application in Pro/E in which you can test a designs strength, geometric qualities and etc. (Figure 12) When using Mechanica to perform FEA, you first create a mesh that takes the form of your geometric design and calculates apply constrains and as many loads or forces you want to a component and then you observe how the components behaves in that scenario. Doing so allows you to visualize different aspects, like tensile stress, displacement, von Missus stresses, of your design based on a strip of different colors that gives you the max, min and everything in between values. (Figure 12) To accurately test my assembly, I would need to know the specific loads and location of the loads that act on the tow hitch. I dont have access to such data thus I could not progress any further. My knowledge of Mechanica was also very basic; if I had more time then I could have possibly garnered some more conclusive results after learning how to use Mechanica to its full extent. By observing the component though it is apparent that it wont be able to handle the same amount of force as the original component. This entire component will be welded onto the chassis frame. The new design is much smaller than the original concept thus it is expected that the welds between the new design and the chassis frame will do most of the heavy lifting. The welding strengths have not been calculated. An all-around transverse fillet weld however should provide an adequate amount of weld strength. In theory, if the component was properly welded onto the chassis it could tow a considerable amount of weight. Comparing the original component to the newly designed component, I would say that the original component definitely has more value, than the newly designed component. Using miles equation (Value = Function/Cost) and applying them on both components, you would immediately see that the original component is clearly the more valuable component out of the two. The original component has more inherent functions and the cost difference between the original and the new component isnt large enough to suggest that the new component is more valuable. However the cost difference is vast when you manufacture both in large quantities. For example, the original component has large 3.5 mm diameter holes at its base that provide an excellent way to secure loads, by hitchless towing. These holes are rounded at their edges so they dont tear away ropes and cords, which can be secured to them then used to tow loads without a hitch. The secure loads, function for hitchless towing has been watered down in the new design; this is no base in the new bracket that provides those 3.5 mm diameter holes. Miles would say that the new component is in a cautionary zone when analysed in his equation. The newly designed tow hitch receiver is low in cost but its also lower in function than its original whereas the original is high in functionality and low in cost. Even though there clearly are still some problems associated with this final design, could there ever be any practical use for a design like this? Yes, if the design could be improved to an extent and field tested then there would definitely be a practical use for such a simplistic design. The special projects team focuses mainly on cost-efficient off-road vehicles. These off-road vehicles are similar to the bestselling/more functional off-road vehicles in the market (made by the same manufacturer) however they are value engineered
26
Anubhav Dasgupta
Project Tow
07/19/2013
in order for the lesser spending consumer to purchase. Many of these similar, cost-efficient vehicles are often more simple versions of the main vehicles; lacking the luxury aspects and extra functional abilities that can be found in the bestselling or costlier vehicles. A simple tow hitch receiver like the one I designed would be of practical use in the manufacturing of such simple, cost-efficient vehicles.
Conclusion
In the end I was able to exercise my ability to work with Pro/E and fundamental Value Analysis Methods to create a new tow hitch receiver component that is both manufacturable and cost-efficient. I had accomplished the task Id set out to complete. However in reality the costs involved in manufacturing this new tow component might be higher than I calculated using Aprori. The real concern lies in whether the new tow hitch receiver will be able to support a large weight like 1,000 kg (as the original hitch receiver) or even slightly less. It has not been properly tested to map out its fatigue stresses, so there is no concise statement that will validate the estimated durability of this component. Should this component replace the original, it would need to be tested and improved for durability first. That said this component would be perfect for a value engineered vehicle that allows consumers to purchase a cheaper off road utility vehicle similar to the more functional or bestselling off-road utility vehicles. In conclusion the newly designed/value engineered tow hitch receiver is more cost-efficient and more weight-efficient than the original tow hitch receiver design.
27
Anubhav Dasgupta
Project Tow
07/19/2013
References
1) "Sheet Metal & Wire Gauge Sizes Data Chart - Engineers Edge." Sheet Metal & Wire Gauge
Sizes Data Chart - Engineers Edge. N.p., n.d. Web. <http://www.engineersedge.com/gauge.htm>
2) Sato, Yoshihiko, and J. Jerry. Kaufman. Value Analysis Tear-down: A New Process for
Product Development and Innovation. New York: Industrial, 2005. Print.
3) J tz, Hermann, and Eduard Scharkus. Westermann Tables for the Metal Trade: Materials -Numerical Quantities -- Forms. New Delhi: Wiley Eastern, 1976. Print.
4) Khurmi, R. S., and J. K. Gupta. "Chapter 10: Welded Joints." A Textbook of Machine Design.
New Delhi: Eurasia House, 2005. N. pag. Print.
5) L&T History." L&T History. N.p., n.d. Web. 19 July 2013.
<http://larsentoubro.com/lntcorporate/common/ui_templates/HtmlContainer.aspx?res=P_CO RP_AABT_ACOM_BHIS>.
6) L&T Technology Services. N.p., n.d. Web. 19 July 2013. <http://www.lnties.com/>. 7) "PTC - Technology Solutions for Ongoing Product & Service Advantage." PTC - Technology
Solutions for Ongoing Product & Service Advantage. N.p., n.d. Web. 19 July 2013. <http://www.ptc.com/>.
8) Witt, Kirby. "Trailer Hitches & Receivers | EHow." EHow. Demand Media, 29 Apr. 2009.
Web. 19 July 2013.
28
Anubhav Dasgupta
Project Tow
07/19/2013
Appendix
A1) Bracket Drawing with Flat State -2nd Model
29
Anubhav Dasgupta
Project Tow
07/19/2013
A2) Back Frame Right Drawing with Flat State - 2nd Model
30
Anubhav Dasgupta
Project Tow
07/19/2013
A3) Back Frame Left Drawing with Flat State -2nd Model
31
Anubhav Dasgupta
Project Tow
07/19/2013
B1) Bracket Drawing with Flat State -3rd Model
32
Anubhav Dasgupta
Project Tow
07/19/2013
B2) Frame Drawing with Flat State 3rd Model
33
Anubhav Dasgupta
Project Tow
07/19/2013
B3) Plate Drawing -3rd Model
34
Anubhav Dasgupta
Project Tow
07/19/2013
B4) Tow Hitch Assembly Drawing with Exploded Assembly, BOM & Weldments -3rd Model
35
Anubhav Dasgupta
Project Tow
07/19/2013
B5) Assembly Cost Report (aPriori) -3rd Model
36
Anubhav Dasgupta
Project Tow
07/19/2013
C1) Frame Drawing - Final Model
37
Anubhav Dasgupta
Project Tow
07/19/2013
C2) Bracket Drawing with Flat State - Final Model
38
Anubhav Dasgupta
Project Tow
07/19/2013
C3) Tow Hitch Assembly Drawing with Exploded Assembly, BOM & Weldments - Final Model
39
Anubhav Dasgupta
Project Tow
07/19/2013
C4) Assembly Cost Report Final Model
40
You might also like
- Five Axis Machining of Stamping Dies: AUG 1995 EMNo ratings yetFive Axis Machining of Stamping Dies: AUG 1995 EM223 pages
- Combine Shapes Using Boolean Operations: Lab Tutorial 03No ratings yetCombine Shapes Using Boolean Operations: Lab Tutorial 0317 pages
- Analysing Sheet Metal Forming: Prof P P DateNo ratings yetAnalysing Sheet Metal Forming: Prof P P Date3 pages
- Advanced Commands for Sheet Metal DesignNo ratings yetAdvanced Commands for Sheet Metal Design26 pages
- Aluminium vs Steel: Properties & ComparisonNo ratings yetAluminium vs Steel: Properties & Comparison5 pages
- Automotive Product Design Engineer ProfileNo ratings yetAutomotive Product Design Engineer Profile6 pages
- Career Program in Seating System Design Using CATIA V5No ratings yetCareer Program in Seating System Design Using CATIA V54 pages
- Understanding B Side Features in Automotive Plastic Trims 1759113377No ratings yetUnderstanding B Side Features in Automotive Plastic Trims 17591133777 pages
- Engineering Education & Upskilling PlatformNo ratings yetEngineering Education & Upskilling Platform24 pages
- Design and Development of An Automotive Vertical Doors Opening System AvdosNo ratings yetDesign and Development of An Automotive Vertical Doors Opening System Avdos11 pages
- Environment-Friendly Autonomous ATV ProjectNo ratings yetEnvironment-Friendly Autonomous ATV Project4 pages
- Electric Vehicle Chassis Design AnalysisNo ratings yetElectric Vehicle Chassis Design Analysis22 pages
- Development of An EV Drivetrain For A Small Car: Ambarish KulkarniNo ratings yetDevelopment of An EV Drivetrain For A Small Car: Ambarish Kulkarni341 pages
- Design and Manufacturing of Electrically Driven ATV For Enhanced Vehicle PerformanceNo ratings yetDesign and Manufacturing of Electrically Driven ATV For Enhanced Vehicle Performance6 pages
- Experimental Analysis of HDPE Percentage in Bitumen Samples Using IDT TestNo ratings yetExperimental Analysis of HDPE Percentage in Bitumen Samples Using IDT Test5 pages
- Ebook FJWeiland Remanufacturing Automotive Mechatronics and ElectronicsNo ratings yetEbook FJWeiland Remanufacturing Automotive Mechatronics and Electronics122 pages
- INTERNSHIP REPORT of Shalom HailegeorgisNo ratings yetINTERNSHIP REPORT of Shalom Hailegeorgis6 pages
- Visvesvaraya Technological University: S J C Institute of TechnologNo ratings yetVisvesvaraya Technological University: S J C Institute of Technolog48 pages
- Use of Data Analytics in Project ManagementNo ratings yetUse of Data Analytics in Project Management12 pages
- Understanding Control Structures in ProgrammingNo ratings yetUnderstanding Control Structures in Programming22 pages
- Formatting Text ON Microsoft Office Word: Archielyn N. AradanasNo ratings yetFormatting Text ON Microsoft Office Word: Archielyn N. Aradanas32 pages
- Understanding the AI Technology LandscapeNo ratings yetUnderstanding the AI Technology Landscape9 pages
- HNI High Income Employee Database 2024 SampleNo ratings yetHNI High Income Employee Database 2024 Sample14 pages
- Real Time Instant Location Tracker Using Mobile App: Project TitleNo ratings yetReal Time Instant Location Tracker Using Mobile App: Project Title28 pages