You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Eticket RMTN6JA54Z362Document1 pageEticket RMTN6JA54Z362Murugan RajaNo ratings yet
- Jobs AppliedDocument5 pagesJobs AppliedMurugan RajaNo ratings yet
- Ticket From HWH To DhanbadDocument3 pagesTicket From HWH To Dhanbadpradeep kumarNo ratings yet
- Eticket RMTN6JA54Z362Document1 pageEticket RMTN6JA54Z362Murugan RajaNo ratings yet
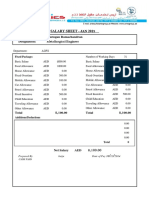
- Salary Sheet - Jan 201: Employee Name: Murugan Ramachandran Designation: Metallurgical EngineerDocument1 pageSalary Sheet - Jan 201: Employee Name: Murugan Ramachandran Designation: Metallurgical EngineerMurugan RajaNo ratings yet
- New English Book PDFDocument239 pagesNew English Book PDFMurugan Raja0% (1)
- Details of UKAS Recalibration Due of Mechanical Test EquipmentsDocument1 pageDetails of UKAS Recalibration Due of Mechanical Test EquipmentsMurugan RajaNo ratings yet
- Confirmation - Your Booking Confirmation and Reference - FlydubaiDocument2 pagesConfirmation - Your Booking Confirmation and Reference - FlydubaiMurugan Raja67% (9)
- Surface AreaDocument5 pagesSurface AreaMurugan RajaNo ratings yet
- Surface AreaDocument5 pagesSurface AreaMurugan RajaNo ratings yet
- E1351 - 01Document6 pagesE1351 - 01Murugan RajaNo ratings yet
- Failure Investigation TemplateDocument11 pagesFailure Investigation TemplateMurugan Raja100% (1)
- Information To Be Gathered From ClientDocument1 pageInformation To Be Gathered From ClientMurugan Raja0% (1)
- By Laws - 26 Février 2013Document17 pagesBy Laws - 26 Février 2013Murugan RajaNo ratings yet
- wp136 enDocument26 pageswp136 enMurugan RajaNo ratings yet
- ARIES Marine Sample Testing of Different QualitiesDocument1 pageARIES Marine Sample Testing of Different QualitiesMurugan RajaNo ratings yet
- Waslab PrintDocument1 pageWaslab PrintMurugan RajaNo ratings yet
- Sgs Ogc RDK Brochure A4 Web LRDocument4 pagesSgs Ogc RDK Brochure A4 Web LRMurugan RajaNo ratings yet
- Subject: Requisition of Advance For Home ConstructionDocument1 pageSubject: Requisition of Advance For Home ConstructionMurugan RajaNo ratings yet
- IMSP NO.28-Chemical Handling Control ProcecdureDocument6 pagesIMSP NO.28-Chemical Handling Control ProcecdureMurugan RajaNo ratings yet
- Cathodic Protection: The BasicsDocument8 pagesCathodic Protection: The BasicsbookbumNo ratings yet
- ARIES Marine Sample Testing of Different QualitiesDocument1 pageARIES Marine Sample Testing of Different QualitiesMurugan RajaNo ratings yet
- Ref No. Project No: Revision No. 0 Date: 04.06.13: Risk AssessmentDocument2 pagesRef No. Project No: Revision No. 0 Date: 04.06.13: Risk AssessmentMurugan RajaNo ratings yet
- Cathodic Protection: The BasicsDocument8 pagesCathodic Protection: The BasicsbookbumNo ratings yet
- Ref No. Project No: Revision No. 0 Date: 04.06.13: Risk AssessmentDocument2 pagesRef No. Project No: Revision No. 0 Date: 04.06.13: Risk AssessmentMurugan RajaNo ratings yet
- RA - Angle GrinderDocument4 pagesRA - Angle GrinderMurugan RajaNo ratings yet
- JafzaDocument6 pagesJafzaMurugan RajaNo ratings yet
- Jebel Ali Client ListDocument5 pagesJebel Ali Client ListMurugan RajaNo ratings yet
- Lathe Work InstructionsDocument3 pagesLathe Work InstructionsMurugan RajaNo ratings yet
- UAE Power Plant ListDocument2 pagesUAE Power Plant ListMurugan Raja0% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 2005, D. CLOVER, CorrosionDocument11 pages2005, D. CLOVER, Corrosionahmed ezwaiNo ratings yet
- Method Statement To Repair CrackDocument11 pagesMethod Statement To Repair Cracklaz_kNo ratings yet
- 16mo3 MıgMagDocument4 pages16mo3 MıgMagKerem İnanNo ratings yet
- A Hardness-Based Creep Rupture Model For NewDocument15 pagesA Hardness-Based Creep Rupture Model For NewzhangxingzydNo ratings yet
- Impact of Process Parameters of Laser Welding On The Mechanical Properties of Ti6Al4V A ReviewDocument9 pagesImpact of Process Parameters of Laser Welding On The Mechanical Properties of Ti6Al4V A ReviewbalamuruganNo ratings yet
- Materials Today - ProceedingsDocument5 pagesMaterials Today - ProceedingsAnandMurmuNo ratings yet
- Evaluation of Cast-On-Strap Joints in Lead-Acid BatteriesDocument6 pagesEvaluation of Cast-On-Strap Joints in Lead-Acid Batteriesehsan453No ratings yet
- Densification and Microstructure of Si3N4-TiN Ceramic CompositesDocument5 pagesDensification and Microstructure of Si3N4-TiN Ceramic CompositesThiago Do Santos FerreiraNo ratings yet
- Γ-Titanium Aluminide Ti-48Al-2Cr-2Nb Manufactured by Electron Beam MeltingDocument89 pagesΓ-Titanium Aluminide Ti-48Al-2Cr-2Nb Manufactured by Electron Beam MeltingandradaolteanuNo ratings yet
- Characterization of AA6111 Aluminum Alloy Thin Strips Produced Via The Horizontal Single Belt Casting ProcessDocument8 pagesCharacterization of AA6111 Aluminum Alloy Thin Strips Produced Via The Horizontal Single Belt Casting ProcessUsman NiazNo ratings yet
- Suiyuan Chen, Guili Yin, Ruixue Wang, Jing Liang, Changsheng LiuDocument6 pagesSuiyuan Chen, Guili Yin, Ruixue Wang, Jing Liang, Changsheng Liudie lutionNo ratings yet
- Aerospace Material SpecificationDocument8 pagesAerospace Material SpecificationDUNo ratings yet
- Wrought TiAl BladesDocument6 pagesWrought TiAl BladesamvitaNo ratings yet
- Effect of Addition of TiO2 Nanoparticles On The Microstructure, Microhardness (Sn-3.4Ag-X) PDFDocument8 pagesEffect of Addition of TiO2 Nanoparticles On The Microstructure, Microhardness (Sn-3.4Ag-X) PDFeid elsayedNo ratings yet
- Cobalt Base Alloys For Bio Medical Applications ASTM Special Technical Publication 1365Document229 pagesCobalt Base Alloys For Bio Medical Applications ASTM Special Technical Publication 1365Lsct TimisoaraNo ratings yet
- Investigation On Corrosion Behaviour of Copper Brazed JointsDocument7 pagesInvestigation On Corrosion Behaviour of Copper Brazed JointsAyuni Hadiatur RahmanNo ratings yet
- Optimal Topology For Additive Manufacture A Method For Enabling Additive Manufacture of Support-Free Optimal StructuresDocument14 pagesOptimal Topology For Additive Manufacture A Method For Enabling Additive Manufacture of Support-Free Optimal StructuresIng Raul OrozcoNo ratings yet
- Influence of Solidification Rate On Material Properties of Cast Aluminium Alloys Based On Al-Si-Cu and Al-Si-MgDocument12 pagesInfluence of Solidification Rate On Material Properties of Cast Aluminium Alloys Based On Al-Si-Cu and Al-Si-Mgkt rajaNo ratings yet
- Macro EtchingDocument2 pagesMacro EtchingAdeel IkhlaqNo ratings yet
- Failure Evaluation On A High-Strength Alloy SA213-T91 Super Heater Tube of A Power GenerationDocument6 pagesFailure Evaluation On A High-Strength Alloy SA213-T91 Super Heater Tube of A Power Generationabet_singkong8930No ratings yet
- Analysis of Microstructure and Hardness Behaviour of Grain Refined A390 Alloy Mini Project ReportDocument23 pagesAnalysis of Microstructure and Hardness Behaviour of Grain Refined A390 Alloy Mini Project ReportRahul SanjayanNo ratings yet
- FSW of Aluminium AlloysDocument45 pagesFSW of Aluminium AlloysAlexandre Lourenção CaselattoNo ratings yet
- 1 s2.0 S2214860418309928 Main PDFDocument9 pages1 s2.0 S2214860418309928 Main PDFGOSWAMI ASHUTOSH TAGORGIRINo ratings yet
- Analysis of The Microstructure of Thermal Spray CoatingsDocument9 pagesAnalysis of The Microstructure of Thermal Spray CoatingsSoheil MirtalebiNo ratings yet
- Tuazon, Christian Jay G PDFDocument11 pagesTuazon, Christian Jay G PDFBryan YuNo ratings yet
- Permeability 3D Fibrous Granular MediaDocument19 pagesPermeability 3D Fibrous Granular MediaMara Cheikh DiongueNo ratings yet
- Surface Int 3Document15 pagesSurface Int 3Md Nurul AbsarNo ratings yet
- Surfacing of 3.25% Nickel Steel With Inconel 625 by The Gas Metal Arc Welding-Pulsed Arc ProcessDocument8 pagesSurfacing of 3.25% Nickel Steel With Inconel 625 by The Gas Metal Arc Welding-Pulsed Arc ProcessMoses_JakkalaNo ratings yet
- Oxidation of Wi-52, A Cobalt-Base Superalloy C A R L E. LowellDocument10 pagesOxidation of Wi-52, A Cobalt-Base Superalloy C A R L E. LowellpiyupriNo ratings yet