You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- ABS Under 90m - Part 4Document356 pagesABS Under 90m - Part 4blindstrom42No ratings yet
- Theoretical and Actual CombustionDocument14 pagesTheoretical and Actual CombustionErma Sulistyo R100% (1)
- Final Project Report Natural CoagulationDocument48 pagesFinal Project Report Natural CoagulationSareeg Thomas0% (1)
- 05 - Sulzer - Separator InternalsDocument53 pages05 - Sulzer - Separator InternalsVicente RegulezNo ratings yet
- Weld Plan D00651285Document14 pagesWeld Plan D00651285sandeepNo ratings yet
- Astm F 1980-2Document6 pagesAstm F 1980-2Gabriel BiancoNo ratings yet
- Guidelines & Specifications - Civil & Tower Works PDFDocument32 pagesGuidelines & Specifications - Civil & Tower Works PDFHeaven's Prince0% (1)
- Voltaic Cell - Yale UniversityDocument4 pagesVoltaic Cell - Yale UniversityBelenNo ratings yet
- Chapter 1Document16 pagesChapter 1Robeam SolomonNo ratings yet
- Parts, Adhesives and SealantsDocument44 pagesParts, Adhesives and SealantsClaris BaylenNo ratings yet
- Sulzer OHH OHHL FeaturesDocument6 pagesSulzer OHH OHHL FeaturesScott TorgussonNo ratings yet
- Neeraj PrefaceDocument64 pagesNeeraj PrefaceAnimesh TiwariNo ratings yet
- 1600 Wall Sys3 - ADocument24 pages1600 Wall Sys3 - ABlack DiscipleNo ratings yet
- Simpolo Integrity Price List 20-11-018Document1 pageSimpolo Integrity Price List 20-11-018shashirajNo ratings yet
- Brass - WikipediaDocument18 pagesBrass - WikipediaTahafanMaggedonNo ratings yet
- General Motion Control: A Complete Range of Motion Products For Efficient Machine AutomationDocument47 pagesGeneral Motion Control: A Complete Range of Motion Products For Efficient Machine AutomationDan PopescuNo ratings yet
- 0620 s13 Ms 32 PDFDocument6 pages0620 s13 Ms 32 PDFShad muhammad KhanNo ratings yet
- Mobil Type 8000 Turbine OilDocument4 pagesMobil Type 8000 Turbine OilJJNo ratings yet
- 09 Counter CellDocument3 pages09 Counter CellTana AzeezNo ratings yet
- Adritz Aqua-Guard Self-Washing Continuous Fine ScreenDocument2 pagesAdritz Aqua-Guard Self-Washing Continuous Fine Screentarek555No ratings yet
- Um DEDocument56 pagesUm DEalvaroNo ratings yet
- Carrier FCUDocument140 pagesCarrier FCUInventor SolidworksNo ratings yet
- Comparitive of Waterproofing WorkDocument12 pagesComparitive of Waterproofing WorkReshik KannanNo ratings yet
- Long Life Bearing Series: CAT - NO.199EDocument5 pagesLong Life Bearing Series: CAT - NO.199EJhefferson FreitasNo ratings yet
- Department of Environment and Natural Resources Environmental Management BureauDocument22 pagesDepartment of Environment and Natural Resources Environmental Management BureauGaisano Capital Tacloban MainNo ratings yet
- RUD Industrial ChainsDocument12 pagesRUD Industrial ChainsBenjamin ČakićNo ratings yet
- Turbine Start Up Curve in Cold Start Up: Automatic Speed IncreaseDocument2 pagesTurbine Start Up Curve in Cold Start Up: Automatic Speed Increasekumarmm1234No ratings yet
- EMT 272 Semiconductor Fundamentals Semiconductor Physics: PN JunctionDocument39 pagesEMT 272 Semiconductor Fundamentals Semiconductor Physics: PN Junctionayuni2602No ratings yet
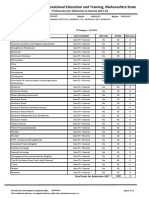
- DVET Amravati Govt ITIDocument32 pagesDVET Amravati Govt ITIVaibhav KaleNo ratings yet
- 66210-76110-76115 Weathercoat GP. Water ProofingDocument2 pages66210-76110-76115 Weathercoat GP. Water ProofingUpulHettiarachchiNo ratings yet