You might also like
- Impeller Tender EW-58 (SPS)Document54 pagesImpeller Tender EW-58 (SPS)sanket patelNo ratings yet
- Indus University Indus Institute of Technology & Engineering, AhmedabadDocument1 pageIndus University Indus Institute of Technology & Engineering, Ahmedabadsanket patelNo ratings yet
- Man Mor Bani Thanghat Kare PDFDocument1 pageMan Mor Bani Thanghat Kare PDFsanket patelNo ratings yet
- Gtu Me in Machine DesignDocument1 pageGtu Me in Machine Designsanket patelNo ratings yet
- Properties of Steam: Prof. Sanket PatelDocument11 pagesProperties of Steam: Prof. Sanket Patelsanket patelNo ratings yet
- CalendarDocument6 pagesCalendarsanket patelNo ratings yet
- V CardDocument1 pageV Cardsanket patelNo ratings yet
- Syllabus of GTU First SamDocument14 pagesSyllabus of GTU First SamJay_PanchalNo ratings yet
- Mathematical Modeling and Computer SimulationDocument14 pagesMathematical Modeling and Computer Simulationsanket patelNo ratings yet
- Vodafone OriginDocument54 pagesVodafone OriginRajanikantJadhavNo ratings yet
- Temperature MeasurementDocument25 pagesTemperature Measurementsanket patelNo ratings yet
- Environment Ecology PDFDocument10 pagesEnvironment Ecology PDFbhanu_119No ratings yet
- Land Reform After IndependenceDocument13 pagesLand Reform After Independencesanket patelNo ratings yet
- Consolidation of HoldingDocument11 pagesConsolidation of Holdingsanket patelNo ratings yet
- Land CeilingDocument13 pagesLand Ceilingsanket patelNo ratings yet
- Ncert Book ListDocument2 pagesNcert Book Listsanket patelNo ratings yet
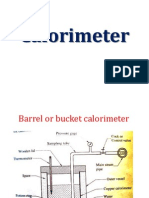
- CalorimeterDocument6 pagesCalorimetersanket patelNo ratings yet
- "Small Is The New Big" in Hindi by "Sandeep Maheshwari"Document48 pages"Small Is The New Big" in Hindi by "Sandeep Maheshwari"merijan10No ratings yet
- Theory of Machines and Mechanisms by ShigleyDocument592 pagesTheory of Machines and Mechanisms by ShigleyUlises Arias Bañuelos56% (9)
- Kinematics of MachinesDocument46 pagesKinematics of Machinessanket patel100% (2)
- Tyre Tread PatternsDocument1 pageTyre Tread Patternssanket patelNo ratings yet
- Handbook of Mechanical Engineering TermsDocument366 pagesHandbook of Mechanical Engineering Termsjakejohns95% (44)
- Lubricants NotesDocument3 pagesLubricants Notessanket patelNo ratings yet
- Steel Section As Per Is 808Document3 pagesSteel Section As Per Is 808samihakhanNo ratings yet
- m7 U1 v2Document48 pagesm7 U1 v2hks82No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Nsejs Geometry Sa7Document8 pagesNsejs Geometry Sa7gobinda prasad barmanNo ratings yet
- Solidmens SphereDocument23 pagesSolidmens SphereArthur DantesNo ratings yet
- TEST-09 (Uniform Circular Motion)Document2 pagesTEST-09 (Uniform Circular Motion)abdullah naseerNo ratings yet
- Geometry Formulas 2D 3D Perimeter Area VolumeDocument2 pagesGeometry Formulas 2D 3D Perimeter Area VolumeDan DiaconescuNo ratings yet
- Physics 3 - Mass and WeightDocument23 pagesPhysics 3 - Mass and WeightHakim Abbas Ali PhalasiyaNo ratings yet
- sin α cos α 1 + = a b a + bDocument13 pagessin α cos α 1 + = a b a + bvedfhgjsljgNo ratings yet
- 1539055397phase 2 Subra CH 8 Solved by KS ChadhaDocument17 pages1539055397phase 2 Subra CH 8 Solved by KS ChadhaSaurav NaskarNo ratings yet
- 6.8.1 Study - Area and Sectors (Study Guide)Document7 pages6.8.1 Study - Area and Sectors (Study Guide)WAYLON JAMESNo ratings yet
- Parallel Lines ChallengingDocument3 pagesParallel Lines ChallengingKelly CornellNo ratings yet
- Injso Race-1 PDFDocument3 pagesInjso Race-1 PDFShah RukhNo ratings yet
- Circle TheoremsDocument15 pagesCircle TheoremsNeha Pathak ZaveriNo ratings yet
- Study: Cbse VII Mathematic Perimeter .. Q&ADocument1 pageStudy: Cbse VII Mathematic Perimeter .. Q&AParth GoyalNo ratings yet
- Geometry Formulas 2D 3D Perimeter Area Volume PDFDocument2 pagesGeometry Formulas 2D 3D Perimeter Area Volume PDFRUSHIKESHNo ratings yet
- General Physics 1: Quarter: 2 Week: 2 Day: 1 Title of The Activity: CONCEPTULA UNDERSTANDING Activity No: 1Document3 pagesGeneral Physics 1: Quarter: 2 Week: 2 Day: 1 Title of The Activity: CONCEPTULA UNDERSTANDING Activity No: 1Hera VictrixNo ratings yet
- Trigonometry Book by PJ SirDocument109 pagesTrigonometry Book by PJ SirSARFARAZ 2343No ratings yet
- CO1 CircleDocument50 pagesCO1 CircleReinabelle Marfil Marquez100% (1)
- Surface Areas and VolumesDocument102 pagesSurface Areas and VolumesdvpjalNo ratings yet
- TSM101 (SS2019) - Set BDocument7 pagesTSM101 (SS2019) - Set BNgeedup DhojeeNo ratings yet
- Angular KinematicsDocument42 pagesAngular KinematicsMarin Calin100% (1)
- Math 9 - Q4 - Week 1 5Document47 pagesMath 9 - Q4 - Week 1 5no oneNo ratings yet
- Surveying II - Week 2 Intersections: 1.1. Intersection Using Inner AnglesDocument9 pagesSurveying II - Week 2 Intersections: 1.1. Intersection Using Inner Anglesbest essaysNo ratings yet
- Right Triangle Definitions, Where 0 /2: MVCC Learning Commons IT129Document1 pageRight Triangle Definitions, Where 0 /2: MVCC Learning Commons IT129Bianca Christine AgustinNo ratings yet
- First of All Draw The Space Diagram, To Some Suitable Scale As Shown in Fig. (A)Document28 pagesFirst of All Draw The Space Diagram, To Some Suitable Scale As Shown in Fig. (A)Surjit Kumar GandhiNo ratings yet
- Upper and Lower BoundsDocument3 pagesUpper and Lower BoundsGeeth Chameendra0% (1)
- CE101-1 - 5. Direction of LinesDocument32 pagesCE101-1 - 5. Direction of LinesLillianne StephanieNo ratings yet
- Circular Motion: Unit 6Document20 pagesCircular Motion: Unit 6Nurul Afida TahirNo ratings yet
- Chapter 1 - Introduction To Trigonometry and Angular Measures OLM PDFDocument15 pagesChapter 1 - Introduction To Trigonometry and Angular Measures OLM PDFjean stellarNo ratings yet
- Cliffs Quick Review GeometryDocument210 pagesCliffs Quick Review GeometryShandy AgungNo ratings yet
- Calculus and Geometry: Keerti Vardhan MadaharDocument8 pagesCalculus and Geometry: Keerti Vardhan MadaharReko BasNo ratings yet
- Kami Export - Jaden Mills - Angle VocabularyDocument3 pagesKami Export - Jaden Mills - Angle VocabularyJaden MillsNo ratings yet