You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Charles Landry-The Art of City Making - Routledge (2006)Document497 pagesCharles Landry-The Art of City Making - Routledge (2006)Cami Micu100% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Design of Experiment (DOE) Planning Sheet: I. Administrative InformationDocument1 pageDesign of Experiment (DOE) Planning Sheet: I. Administrative Informationanjo0225No ratings yet
- An Introduction To The Resource Pack: Roger Stern, Eleanor Allan, Carlos Barahona and Ian DaleDocument22 pagesAn Introduction To The Resource Pack: Roger Stern, Eleanor Allan, Carlos Barahona and Ian Daleanjo0225No ratings yet
- The BeeKeeper and Their Bees (A Fable)Document4 pagesThe BeeKeeper and Their Bees (A Fable)anjo0225No ratings yet
- Using Projects in An Advanced Design of Experiments Class: A Bubble Mixture Experiment ExampleDocument19 pagesUsing Projects in An Advanced Design of Experiments Class: A Bubble Mixture Experiment Exampleanjo0225No ratings yet
- Control Charts For Lognormal DataDocument7 pagesControl Charts For Lognormal Dataanjo0225No ratings yet
- ASQ Green Belt Exam Body of KnowledgeDocument4 pagesASQ Green Belt Exam Body of Knowledgeanjo0225No ratings yet
- 1.7 Basic Terminology and FiguresDocument7 pages1.7 Basic Terminology and Figuresanjo0225No ratings yet
- Practical Problem SolvingDocument1 pagePractical Problem Solvinganjo0225No ratings yet
- The Most Basic Quality Improvement CycleDocument6 pagesThe Most Basic Quality Improvement Cycleanjo0225No ratings yet
- Measure 6 Gage R&R - Short MethodDocument2 pagesMeasure 6 Gage R&R - Short Methodanjo0225No ratings yet
- 1 Six Sigma Project Review: Executive SummaryDocument6 pages1 Six Sigma Project Review: Executive Summaryanjo0225No ratings yet
- Dr. Mikel Harry - 1.5 Sigma Shift ExplanationDocument1 pageDr. Mikel Harry - 1.5 Sigma Shift Explanationanjo0225No ratings yet
- Six Sigma Project ScorecardDocument1 pageSix Sigma Project Scorecardanjo0225No ratings yet
- Statistical Tests - Which ToolDocument1 pageStatistical Tests - Which Toolanjo0225No ratings yet
- Measure 6 Gage R&R Planning ReferenceDocument4 pagesMeasure 6 Gage R&R Planning Referenceanjo0225No ratings yet
- Cma Course Going GlobalDocument8 pagesCma Course Going GlobalMTStg InFiNiTy TauqeerNo ratings yet
- Oratio ImperataDocument1 pageOratio ImperataMark BinghayNo ratings yet
- Final - Alenu Vsla Training Manual 2020Document96 pagesFinal - Alenu Vsla Training Manual 2020kanpulihilaryNo ratings yet
- 401 05 01d Case - Fraud - Group 4 - WellsfargoDocument29 pages401 05 01d Case - Fraud - Group 4 - WellsfargoRhea BadanaNo ratings yet
- YES BANK - ASSOCHAM Knowledge Report - Make in India - Presing The PedalDocument68 pagesYES BANK - ASSOCHAM Knowledge Report - Make in India - Presing The Pedalnitesh chhutaniNo ratings yet
- Session 21 - Supply - Chain - Management - IIIDocument22 pagesSession 21 - Supply - Chain - Management - IIIKavya BalajiNo ratings yet
- Book Review - Introduction To The Problems of Legal Theory: OxfordDocument4 pagesBook Review - Introduction To The Problems of Legal Theory: OxfordSaubhagyaNo ratings yet
- Hazrat Imam Hussain (A.s)Document3 pagesHazrat Imam Hussain (A.s)api-19832454100% (1)
- 24LB0072 AbcDocument5 pages24LB0072 AbcMark Joseph ArellanoNo ratings yet
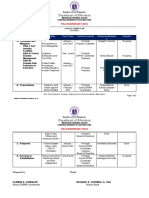
- School DRRM Plan 2021Document2 pagesSchool DRRM Plan 2021jarvinNo ratings yet
- Caffentzis Turing Machines and ValueDocument12 pagesCaffentzis Turing Machines and ValuevoithapanagiamouNo ratings yet
- New Sentencing Policy in India: An Overview: Criminal Justice SystemDocument6 pagesNew Sentencing Policy in India: An Overview: Criminal Justice SystemnavyaNo ratings yet
- Autostore DBIS BulkDocument43 pagesAutostore DBIS Bulkhọc giỏiNo ratings yet
- False Teacher Todd WhiteDocument8 pagesFalse Teacher Todd WhiteVinicius Nascimento BittencourtNo ratings yet
- De Guzman Vs TumolvaDocument2 pagesDe Guzman Vs TumolvaBRYAN JAY NUIQUE100% (1)
- Digital Playbook by Digital ForecastDocument22 pagesDigital Playbook by Digital ForecastDaniel PereiraNo ratings yet
- Vol 164 No. 46Document40 pagesVol 164 No. 46edelapolloNo ratings yet
- Coconuts in The Mekong DeltaDocument99 pagesCoconuts in The Mekong DeltaSkyle VoNo ratings yet
- Technological Institute of The Philippines: Name ID NoDocument2 pagesTechnological Institute of The Philippines: Name ID NoJohn Cabrera PlacenteNo ratings yet
- Differences in The Passion Stories of The Four GospelsDocument7 pagesDifferences in The Passion Stories of The Four GospelsZachary GreseNo ratings yet
- Masihi-Anfas (Radd-e-Isaiyat by Hazrat Mirza Ghulam Ahmad)Document628 pagesMasihi-Anfas (Radd-e-Isaiyat by Hazrat Mirza Ghulam Ahmad)Ahsan_al_HadeesNo ratings yet
- Visa Application Form Kingdom of The Netherlands in The CaribbeanDocument9 pagesVisa Application Form Kingdom of The Netherlands in The CaribbeanUtkarsh Choudhary100% (1)
- The Life of St. ColumbanDocument3 pagesThe Life of St. ColumbanAlden MiradorNo ratings yet
- Covenant of LearningDocument3 pagesCovenant of LearningaineX252No ratings yet
- Easy Baby Dress Pattern For The Summertime - See Kate SewDocument9 pagesEasy Baby Dress Pattern For The Summertime - See Kate SewMarcia BrennerNo ratings yet
- Stayzilla Contract - B2BDocument4 pagesStayzilla Contract - B2BAnonymous gmw92zsNo ratings yet
- MesopotamiaDocument4 pagesMesopotamiaMinh HoangNo ratings yet
- Gender Representation in The Media Lesson PlanDocument2 pagesGender Representation in The Media Lesson Planapi-250065413No ratings yet
- Uitm Kampus Seremban 3: Budget 2018 PresentationDocument6 pagesUitm Kampus Seremban 3: Budget 2018 PresentationAddin 114No ratings yet