You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- TRUSSDocument5 pagesTRUSSAnonymous kTVBUxrNo ratings yet
- Research 12Document1 pageResearch 12Anonymous kTVBUxrNo ratings yet
- Methods of InspectionDocument2 pagesMethods of InspectionAnonymous kTVBUxrNo ratings yet
- Inspection and Quality Control in Production ManagementDocument4 pagesInspection and Quality Control in Production ManagementSameer KhanNo ratings yet
- What Is Research?: Concepts (Or Constructs) Are The Basic Building Blocks ofDocument2 pagesWhat Is Research?: Concepts (Or Constructs) Are The Basic Building Blocks ofAnonymous kTVBUxrNo ratings yet
- Nice OneDocument1 pageNice OneAnonymous kTVBUxrNo ratings yet
- Quality Assurance: InspectionDocument2 pagesQuality Assurance: InspectionAnonymous kTVBUxrNo ratings yet
- Grammar 11Document1 pageGrammar 11Anonymous kTVBUxrNo ratings yet
- What Is Research?: Concepts (Or Constructs) Are The Basic Building Blocks ofDocument2 pagesWhat Is Research?: Concepts (Or Constructs) Are The Basic Building Blocks ofAnonymous kTVBUxrNo ratings yet
- Quality Assurance: InspectionDocument2 pagesQuality Assurance: InspectionAnonymous kTVBUxrNo ratings yet
- Inspection and Quality Control in Production ManagementDocument4 pagesInspection and Quality Control in Production ManagementSameer KhanNo ratings yet
- Boost Productivity With Industrial EngineeringDocument2 pagesBoost Productivity With Industrial EngineeringAnonymous kTVBUxrNo ratings yet
- Impo. GrammarDocument1 pageImpo. GrammarAnonymous kTVBUxrNo ratings yet
- Grammar Impo.Document1 pageGrammar Impo.Anonymous kTVBUxrNo ratings yet
- Classification of Industrial Robots Work Volume Arm Configuration Advantages and Disadvantages of Robot ConfigurationsDocument12 pagesClassification of Industrial Robots Work Volume Arm Configuration Advantages and Disadvantages of Robot ConfigurationsAnonymous kTVBUxrNo ratings yet
- Double Stage Reciprocating Air CompressorDocument1 pageDouble Stage Reciprocating Air CompressorAnonymous kTVBUxrNo ratings yet
- Classification of Industrial Robots Work Volume Arm Configuration Advantages and Disadvantages of Robot ConfigurationsDocument12 pagesClassification of Industrial Robots Work Volume Arm Configuration Advantages and Disadvantages of Robot ConfigurationsAnonymous kTVBUxrNo ratings yet
- GRAMMARDocument1 pageGRAMMARAnonymous kTVBUxrNo ratings yet
- RMP 1 PDFDocument12 pagesRMP 1 PDFAnonymous kTVBUxrNo ratings yet
- Declaration CalligraphyDocument1 pageDeclaration CalligraphyDaniel LeeNo ratings yet
- Mechanical Engineering Important Fluid Mechanic 3Document10 pagesMechanical Engineering Important Fluid Mechanic 3TMT Timoh WilliamsNo ratings yet
- Declaration CalligraphyDocument1 pageDeclaration CalligraphyDaniel LeeNo ratings yet
- Medical ScienceDocument2 pagesMedical ScienceAnonymous kTVBUxrNo ratings yet
- M I σ y σ σ M Z: max maxDocument3 pagesM I σ y σ σ M Z: max maxAnonymous kTVBUxrNo ratings yet
- Basic Mechanical Engineering MCQs Part 2Document11 pagesBasic Mechanical Engineering MCQs Part 2Trbman exaNo ratings yet
- InventoryDocument3 pagesInventoryAnonymous kTVBUxrNo ratings yet
- Mechanics of Solid: PME3I101Document3 pagesMechanics of Solid: PME3I101Anonymous kTVBUxrNo ratings yet
- Hindi - English Spices - FruitsDocument1 pageHindi - English Spices - FruitsAnonymous kTVBUxrNo ratings yet
- Home Made Hair WashDocument2 pagesHome Made Hair WashAnonymous kTVBUxr100% (1)
- Systemic and Sustainable Change in Stem EducationDocument7 pagesSystemic and Sustainable Change in Stem EducationAnonymous kTVBUxrNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- How To Text A Girl - A Girls Chase Guide (Girls Chase Guides) (PDFDrive) - 31-61Document31 pagesHow To Text A Girl - A Girls Chase Guide (Girls Chase Guides) (PDFDrive) - 31-61Myster HighNo ratings yet
- U2 All That You Can't Leave BehindDocument82 pagesU2 All That You Can't Leave BehindFranck UrsiniNo ratings yet
- Worksheet 5 Communications and Privacy: Unit 6 CommunicationDocument3 pagesWorksheet 5 Communications and Privacy: Unit 6 Communicationwh45w45hw54No ratings yet
- Mobile ApplicationDocument2 pagesMobile Applicationdarebusi1No ratings yet
- Technical Manual - C&C08 Digital Switching System Chapter 2 OverviewDocument19 pagesTechnical Manual - C&C08 Digital Switching System Chapter 2 OverviewSamuel100% (2)
- Maxx 1657181198Document4 pagesMaxx 1657181198Super UserNo ratings yet
- Service Manual: Precision SeriesDocument32 pagesService Manual: Precision SeriesMoises ShenteNo ratings yet
- Civil Service Exam Clerical Operations QuestionsDocument5 pagesCivil Service Exam Clerical Operations QuestionsJeniGatelaGatillo100% (3)
- Longman ESOL Skills For Life - ShoppingDocument4 pagesLongman ESOL Skills For Life - ShoppingAstri Natalia Permatasari83% (6)
- Reading and Writing Q1 - M13Document13 pagesReading and Writing Q1 - M13Joshua Lander Soquita Cadayona100% (1)
- 2021 Impact of Change Forecast Highlights: COVID-19 Recovery and Impact On Future UtilizationDocument17 pages2021 Impact of Change Forecast Highlights: COVID-19 Recovery and Impact On Future UtilizationwahidNo ratings yet
- 4 Influencing Factors of Learners Career Choice Parents Choice Vs Personal DescisionDocument24 pages4 Influencing Factors of Learners Career Choice Parents Choice Vs Personal Descisionmatteo mamaloNo ratings yet
- Techniques in Selecting and Organizing InformationDocument3 pagesTechniques in Selecting and Organizing InformationMylen Noel Elgincolin ManlapazNo ratings yet
- Srimanta Sankaradeva Universityof Health SciencesDocument3 pagesSrimanta Sankaradeva Universityof Health SciencesTemple RunNo ratings yet
- Essential Rendering BookDocument314 pagesEssential Rendering BookHelton OliveiraNo ratings yet
- Simba s7d Long Hole Drill RigDocument2 pagesSimba s7d Long Hole Drill RigJaime Asis LopezNo ratings yet
- Alternate Tuning Guide: Bill SetharesDocument96 pagesAlternate Tuning Guide: Bill SetharesPedro de CarvalhoNo ratings yet
- Factors of Active Citizenship EducationDocument2 pagesFactors of Active Citizenship EducationmauïNo ratings yet
- Be It Enacted by The Senate and House of Representatives of The Philippines in Congress AssembledDocument2 pagesBe It Enacted by The Senate and House of Representatives of The Philippines in Congress AssembledCesar ValeraNo ratings yet
- Evil Days of Luckless JohnDocument5 pagesEvil Days of Luckless JohnadikressNo ratings yet
- Flowmon Ads Enterprise Userguide enDocument82 pagesFlowmon Ads Enterprise Userguide ennagasatoNo ratings yet
- An Introduction To Ecology and The BiosphereDocument54 pagesAn Introduction To Ecology and The BiosphereAndrei VerdeanuNo ratings yet
- JM Guide To ATE Flier (c2020)Document2 pagesJM Guide To ATE Flier (c2020)Maged HegabNo ratings yet
- Oxygen Cost and Energy Expenditure of RunningDocument7 pagesOxygen Cost and Energy Expenditure of Runningnb22714No ratings yet
- Assignment - Final TestDocument3 pagesAssignment - Final TestbahilashNo ratings yet
- CALCULUS PHYSICS MIDTERMDocument41 pagesCALCULUS PHYSICS MIDTERMMACARIO QTNo ratings yet
- Uniform-Section Disk Spring AnalysisDocument10 pagesUniform-Section Disk Spring Analysischristos032No ratings yet
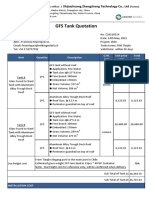
- GFS Tank Quotation C20210514Document4 pagesGFS Tank Quotation C20210514Francisco ManriquezNo ratings yet
- Advantages of Using Mobile ApplicationsDocument30 pagesAdvantages of Using Mobile ApplicationsGian Carlo LajarcaNo ratings yet
- Eye Bags ReliefDocument27 pagesEye Bags ReliefNatsu DragneelNo ratings yet