The SIJ Transactions on Industrial, Financial & Business Management (IFBM), Vol. 2, No.
5, July 2014
ISSN: 2321-242X 2014 | Published by The Standard International Journals (The SIJ) 261
AbstractPlasma Enhanced Chemical Vapor Deposition (PECVD) method as laboratory equipment, the film
composition and deposition rate is determined by the electron temperature and the plasma density distribution.
But thus coating process machinery temperatures up 1000, the experimental of the substrate resulting in a
difference changes, it should be possible to let the system be deposited coating may be at the operating
temperature of 500, to avoid particles and phase transitions of issues that affect the quality of the film. The
objectives of this research hoping to be testing the effectiveness of high-tech chemical vapor deposition coating
methods, to get the best combination of parameters via experiments, in order to enhance product quality and
thereby reducing coating process costs, while increasing the content of titanium in the coating adhesion is
increased. The contributions of this manuscript by experimental design theory compile a pre-test parameters
through experience, and practical application of the system of plated products and found that titanium nitride
film oxidation temperature of 300, the maximum bond strength, showing Taguchi engineering in PECVD the
feasibility of coating, while allowing the entire system of coating processes and product quality to reach
environmental regulations in the areas of the world.
KeywordsAluminum-Zinc Alloy; ANOVA; PECVD; SEM; S/N Ratio; Taguchi Engineering; Titanium
Nitride Film.
AbbreviationsAnalysis Of Variance (ANOVA); Plasma Enhanced Chemical Vapor Deposition (PECVD);
Scanning Electron Microscopy (SEM); Signal to Noise Ratio (S/N Ratio).
I. INTRODUCTION
EGINNING of the study had physical vapor
deposition coating systems, most flexible and most
reliable cathodic arc deposition technology, execution
test of titanium nitride coating [Ashvani Kumar & Davinder
Kaur, 2009] and method of capacity cannot meet the order
requirements [Sundurgen, 1985], then struggled to find a
breakthrough. View read many documents consult equipment
manufacturer, was informed by Plasma Enhance Chemical
Vapor Deposition (PECVD) method, to solve this puzzle. But
this machine is the coating process temperatures up to
1000C, causes change of the experimental substrates should
as far as possible, so that the system can work at 500C case
temperature deposition coating to avoid particle and phase
transitions in problems affecting the coating quality.
This research of Titanium Nitride ceramic hard films to
explore the objects and explains how to PECVD growth of
thin films and study on process parameters of this method of
plating, and coating adhesion: what kind of relationship exists
[Tsai et al., 2000]? First, warm the finished coating of
oxidation, to sort out the film when subjected to different
oxidation temperature, impact on bonding strength between
coating and substrate. Second, research the data processing
parameters on the chemical vapor deposition process,
influence of the mechanical properties of titanium nitride
films prepared by. Then, verify the experimental design
method applied in chemical vapor deposition process
technology feasibility and reliability of [Ashvani Kumar &
Davinder Kaur, 2009]. Finally, how to use the finite-element
method to highlight internal stress of plated film and
multilayer to improve adhesion between coating and
substrate, and then to become industrial cutlery.
B
*Department of Power Mechanical Engineering, National Tsing Hua University, TAIWAN R.O.C.
E-Mail: tomio.liu{at}msa{dot}hinet{dot}net
**Department of Power Mechanical Engineering, National Tsing Hua University, TAIWAN R.O.C.
Yun-Fu, Liu* & Cheng-Kuo, Sung**
Using PECVD Technology to
Manufacture Environmental Products to
Meet Consumer Demand and Improve
Productivity
The SIJ Transactions on Industrial, Financial & Business Management (IFBM), Vol. 2, No. 5, July 2014
ISSN: 2321-242X 2014 | Published by The Standard International Journals (The SIJ) 262
II. LITERATURE SURVEY
Film deposition is currently application most general of
surface processing method, can application cutter, tool, mold,
semiconductor component, tableware, and decorations etc
[Williams, 1997], object of surface processing, which can
uses film deposition technology in various metal, alloy and
the surface of wafer substrate, coating a layer with
homogeneous or heterogeneous material film to obtained
beautiful, heat-resistant and abrasion of characteristics. So if
it would have covered a layer of ceramic coatings on metal
surface, for objects of beauty and natural abrasion capacity
with added effects. Along with all kinds of the coating
technology research and development, now have been able to
coating all kinds of materials on the surface of the ceramic
membrane, to enhance daily utensils beautiful and durable.
Since the ceramic material [Makabe, 1998] is brittle and high
melting point, need to make the production of atomic state
elements mixed in a vacuum, and condense on the surface of
the object under the best conditions. However, how such a
film made of it? First, as for the coating material is heated in
vacuum vaporization or subjected to electric shocks to make
it ionizes the atoms and ions then solidified and then gather at
the surface of the object to form a film, if this time will be
pass into the non-metallic gas vaporized metal, a metal
element if the event can be synthetic ceramic non-metallic
element, so that can be manufactured out of all kind of
ceramic films.
Chemical Vapor Deposition (CVD) is the use of heat,
plasma discharge, etc., to promote the chemical reaction of
gaseous substances on the surface of the substrate, and
depositing a thin film process on a stable surface. And
Plasma Enhance CVD Method (PECVD) [Fuqiu Ma et al.,
2010], after a reaction gas by plasma chemical reaction, the
solid film is deposited on a substrate, the chemical reaction is
to use electric or magnetic field activated or ionized reactants
so that the reaction from the thermodynamic equilibrium
limitations, the hard carbon film [Clay et al., 1998; Sun,
2000] can grow at lower temperatures. Generating nature
films, depending on the source power, ion energy, substrate
temperature, vacuum pumping speed, air pressure and other
parameters of the reaction chamber, and then only PECVD
operating temperature 350, even if the mining microwave
plasma can be reduced to about 100.
PECVD using plasma discharge are non-equilibrium
plasma, in such a plasma the absolute temperature of the free
electrons is usually higher than the mean gas temperature for
1~2 orders of magnitude, when these high energy electrons
impact the gas molecules to the reaction, allow the excitation
and ionization, and finally derived chemically very reactive
free radicals, and to have a more active surface of the
substrate surface structure [Tomasella et al., 2004], thereby
speeding up chemical reactions at low temperatures.
III. EXPERIMENT METHODS AND
DISCUSSION
3.1. Plasma Enhanced Chemical Vapor Deposition
Apparatus and Methods
Advantages of plasma chemical deposition method is
activated when the reactant plasma assisted deposition, can
generate excited species to reduce the activation energy
required, it can significantly reduce the process temperature
to about 400.But the same is titanium tetrachloride (TiCl
4
)
as TiN deposition reaction, the chlorine residual is the biggest
influence on film properties, resulting in accelerated
corrosion resistivity enhance subsequent metallization
process [Flores, 1998; Ge-Ping Yu, 2000]. So if you want the
PECVD deposition of TiN process, you can make use of
plasma activation reaction, while the Ti and Cl dissociation,
so the process can be obtained low chlorine content only at
temperature 460.
In this study, the Pa-CVD650 plasma coating equipment
is to strengthen the auxiliary coating machine, because it has
high efficiency and stable performance, easy handling, easy
maintenance, and low cost, especially for industries such as
machine tool components and products, the titanium or
zirconium metal coating process, the same time because the
ionization rate is high, but also the processing temperature
less than 150 kinds of components, as well as processing
temperatures up to 500 of knives and molds, called CVD
coating systems best coating equipment.
There are two vertical cavity aluminum electrode
substrate is placed on the lower electrode substrate, the
electrode substrate is heated by resistance filament or lamp to
100~ 400 temperature range [Ye et al., 1997]. When
applied a 13.56MHz of Radio Frequency between two
electrode plates, the voltage will produce a glow discharge
deposition of time, if import from outside and at the edge of
the working gas flowing through the plasma glow region to
radiation produced, while the remaining gas in the central
chamber unreacted sedimentary be discharged after the
reaction was complete by the vacuum pump.
In this study, pre-plating way to get the surface layer of
metallic copper, the thickness of about 15 ~25 m. Next to
the other in manner CVD coating of TiN film thereon, but not
directly in the process of titanium metal target, so the choice
of titanium tetrachloride (TiCl
4
) as a reactant, it is to be
performed with hydrogen and ammonia chemical reaction to
produce the resultant TiN, TiN coating such as reaction of the
generated.
HCL N TiN NH TiCL 24 6 8 6 2 3 4 + + + (1)
Many studies indicate H
2
TiN coating deposition process
of the actor's role in cracking TiCl
4
, but there are also
researchers believe H
2
had no effect TiN on the generation.
Learned from the formula, we want to get high-quality TiN
film is required by reaction TiCl
4
, NH
3
and H
2
are generated.
Before the experiment, the preparation of the substrate is very
important. First, prepare of 50 aluminum-zinc alloy castings
crude embryo panel, after grinding and polishing process to
The SIJ Transactions on Industrial, Financial & Business Management (IFBM), Vol. 2, No. 5, July 2014
ISSN: 2321-242X 2014 | Published by The Standard International Journals (The SIJ) 263
remove burrs and promote a smooth surface, and then after
drying clean, view embryos is a hollow piece appearance and
strange defective parts.
Then take the 25 better quality as the first stage of the
test liquid copper. Generally, aluminum-zinc castings because
the surface pinholes more, plated copper film layer can fill
pores a little, but also have the effect of conductive layer to
facilitate the CVD process operations, therefore, not only the
current intensity, the coating time, the composition ratio and
the temperature of the plating solution, and a clean surface
pre-treatment bath, the need to pay special attention to each
step in the electroless copper plating film, in particular, both
the coating thickness and adhesion of the film is more related
to the success of the next process, must not be taken lightly.
3.2. Experimental Procedure
The chemical vapor deposition process in the reaction
environment, including: temperature, pressure, flow rate, gas
supply mode, the gas mixing ratio and the reaction apparatus
etc. Basically gas energy transfer, heat transfer and reaction
such as three, all refer to the reaction gas is introduced into
the reactor, meaning that by diffusion through the boundary
layer reaches the substrate surface, and the energy required to
provide the surfaces of the substrate by the reaction, the
reaction gas is generated when the chemical change in the
substrate surface, the resulting solid reactant will be
deposited on the substrate surface. By theoretical concepts,
the step of chemical vapor deposition method of the study
shall be:
(1) Reaction gas (N
2
, H
2
, NH
3
, TiCl
4
) from the main gas
flow through the diffusion boundary layer and reach the
substrate surface.
(2) The reaction gas molecules are adsorbed substrate
surface.
(3) Changes occur in the molecules are adsorbed on the
substrate surface.
(4) The reaction product of TiN on the substrate surface
diffusion growth.
(5) H and Cl and other intermediate products to the substrate
surface formed by the reaction by-product HCl.
(6) The reaction from the undesired byproducts from the
substrate surface.
(7) By products does not participate in the reaction to
diffusion from the substrate surface along the main gas
flow away from the substrate surface.
In this continuous process of (1) and (5) is slower, so the
whole system to achieve a steady state of the reaction rate, to
be wholly determined by the two steps. Based on this, the
present study used secondary energy plasma-enhanced
chemical vapor deposition of the plasma system [Tsai et al.,
2000] used to promote the deposition temperature of the
reaction is reduced to less than we expected 500, but also
by the action of the plasma glow discharge phenomenon.
First, we select 30 aluminum-zinc panels of plating
surface for the test, according to testing standards of the
coated test items were selected 20 as the substrate better
quality CVD experiments, to impose clean substrate surface
drying of service clean and non-polluting, and then the
substrate is placed in a reaction chamber substrate support
frame, a fixed position relative to the support frame top of the
vacuum chamber height of 10cm. After the deposition of the
test is completed, to be cooled in H
2
or Ar atmosphere to
room temperature before removing. As for the parameters
used in the coating process, the parameters are considered
likely to affect the nature of the film based, and test analysis
at the end of the coating, obtained serve to optimize the
process parameters combinations.
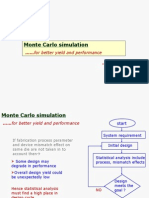
Figure 1: Aluminum-Zinc Alloy Panel CVD Coating Experiment Flowchart
By coating the experimental procedure shown in figure 1
below:
(1) The substrate sample pre-treatment: Aluminum-zinc
casting blanks panel after polishing, the use of ultrasonic
cleaning surface drying oil, view 20 compared to those
of quality, sent electroplating plant for liquid copper,
then by film detection filter out 10 semi-finished
products meet quality standards.
(2) The test substrate cleaning process: Semi-finished base
after completion of the test sample pre-treatment [Kim et
al., 1999], decontamination cleaning machines available
sonication, or the use of argon atoms on the substrate via
CVD equipment into the negative bias to attract by
dissociation after bombarding the substrate surface, to
achieve the purpose of cleaning.
(3) The test substrate into a vacuum chamber: (a) Clean the
vacuum chamber, then the substrate sample will be fixed
on a support such as shelves, close all valves and open
the cavity cooling water switch, ready to perform
vacuum action. (b) Due to the diffusion pump needs to
GO
Zinc aluminum
castings panel
Polishing Pretreatment Quality testing Plated
copper
Film quality testing Wipe the surface clean Plasma Enhanced CVD coating
Quenching and
tempering
Implementation film properties to
detect
Annealing
Finished
Cleaning
N.G.
N.G.
The SIJ Transactions on Industrial, Financial & Business Management (IFBM), Vol. 2, No. 5, July 2014
ISSN: 2321-242X 2014 | Published by The Standard International Journals (The SIJ) 264
play a role in the degree of vacuum 10
-2
Torr or less, it is
connected with a mechanical pump at its front end. Thus,
the first mechanical roughing pump to 410
-2
Torr, and
thermoelectric conductivity vacuum gauge to measure
low vacuum range, followed by thin diffusion pump
pumping approximately 20 minutes later ion gauge
measurement is its high degree of vacuum of 510
-4
Torr
or less. (c) Then turn on the DC power supply and
unscrew the gas cylinder valve.
(4) The parameter setting: (a) Open the mass flow of argon
through the reaction gas (Ar), flow rate 30 sccm, fixed
pressure of 310
-3
Torr, and regulate flow controller for
adjusting the flow rate, the outlet pressure is controlled at
10 Torr, to gas the experiment required divider ratio. (b)
The use of electric control valves regulate exhaust rate,
in order to meet the desired cavity pressure control. This
valve is mainly to during a power outage or emergency
occurs, can automatically shut-off the gas chamber and
pump isolated, to prevent the reflux pump oil within the
pollution caused by, therefore, among all the gas
chambers and the electric pumps are equipped with a
valve. (c) When the pressure gradually stabilized, adjust
the DC output power of the power supply to achieve the
pre-set value.
(5) The coating deposition process: The reaction chamber
heating element for heating the upper substrate, the lower
heating element for heating the gas mixture entering the
reaction chamber, when the parameter input DC power
supply, the output power of 2500W, at 600 TiCl
4
was
introduced into the reaction gas mixture with a chemical
reaction, before the glow discharge to form TiN film
[Tampieri et al., 1991], such gas is rapidly heated to a
certain temperature, then phenomenon cause by plasma
glow discharge can formally plating. The first layer of
metal is deposited titanium film, followed by another
layer of TiN film coating system, in the long course of
the experiment can stimulate the situation observed by
the quartz glass lens through the front of the chamber
[Nanbu, 1999], for temperature control, and pay attention
to the setting parameters and the stability of the glow
discharge chamber, usually atmospheric pressure glow
discharge is about 10
-2
~10
-3
Torr. In the deposition
process, the substrate surface coating with thin metallic
oxides [Li et al., 2013] or plasma ion immersion
implantation [Zhou et al., 2013], due to plasma and ion
kinetic energy and potential energy transfer reaction of
reason, the temperature was raised to about 200.
(6) The coating deposition Completion: After coating
finished, close the DC power supply, tighten the gas
cylinder and closed diffusion pump, at this point the
mechanical pump continues to run, after about 20
minutes to turning off mechanical pump, then get rid of
the vacuum to remove the finished product.
The coating parameters used in the manufacturing
process as shown in table 1.
Table 1: Coating Process Parameters the Experimental Setting
Process parameters Parament Unit
Ar flow 30 sccm
N
2
flow 40 sccm
H
2
flow 100 sccm
NH
3
flow 35 sccm
TiCl
4
flow 50 sccm
Substrate temp. 200
Work pressure 310
-3
Torr
Substrate bias. -25 V
Deposition temp. 450
Deposition rate 0.2 m/min
Deposition time 50 min
The temperature of the substrate by 300~ 500, a TiN
film deposition rate was about 0.2 m/min, visible substrate
deposition rate is not affected by temperature, and when the
temperature of the substrate above 400, the resistivity trend
rate of decline slowed, but instead, the reason has been
attributed to high temperatures promoted the department of
diffusing capacity of the membrane material particles move
low enough to push the free energy of the crystal lattice, to
improve the quality of films.
Therefore, the membrane material particles reach the
substrate surface diffusion ability about the film quality and
deposition, when the lack of diffusion capacity, the film will
be deposited in the pinhole phenomenon, however if the
diffusion capacity is excessive recrystallization phenomenon
will occur. The results showed that: aluminum-zinc alloy
plated surface hardness [Burnett & Rickerby, 1987; 1987A]
of TiN film between 800~1200 Hv, show sufficient
mechanical strength. However, compared with the surface
roughness Ra of about 0.3 m, showing poor roughness of
TiN film [Takadoum & Houmid, 1997], this is because the
plasma current is too large which resulted in the deposition of
excessive particulate structure, general words, the surface
roughness on adhesion of the film is large, as the roughness
of the substrate is increased, probability film produced locally
from the relative increase pitting. So after analysis found no
transverse magnetic field, sorting out the parameters affecting
the TiN film structure [Sundurgen, 1985] have plasma
current, working pressure and substrate bias, such as three.
For example, when working pressure of less than 110
-2
Torr,
its minimal particulate contamination situations, and high
deposition rate (about 0.35 m/min).
It was decided to adopt L
8
(2
7
) orthogonal experiment
table configuration parameters, each experiment has been
carried out after final test twice after testing and analysis and
discussion. But the quality of the coating thickness and
hardness required to take two of the standard is as high
expectations, therefore, the objective function adopted
Larger-the-Better Response. As mentioned earlier, affect the
quality of the design of plasma assisted deposition
parameters, found that the plasma current, the flow of
nitrogen, ammonia flow, substrate bias, substrate temperature
and the other five groups most quality parameters that affect a
rule of thumb, as Taguchi engineering [Lin et al., 2001]
controlling factor. In terms of orthogonal array configuration
as shown in table 2.
The SIJ Transactions on Industrial, Financial & Business Management (IFBM), Vol. 2, No. 5, July 2014
ISSN: 2321-242X 2014 | Published by The Standard International Journals (The SIJ) 265
Table 2: Coating Quality Control Factor and its Standard
Configuration
Code Control factor Level 1 Level 2
A Ar flow 30 sccm 50 sccm
B N
2
flow 40 sccm 80 sccm
C H
2
flow 100 sccm 200 sccm
D NH
3
flow 35 sccm 75 sccm
E TiCl
4
flow 50 sccm 70 sccm
F Substrate temp. 300 500
G Substrate bias. -25 V -50 V
Then depending on experimental parameters for each
data table 2 of the plan be coated after the experiment,
measuring thickness and hardness of the film, then look to
strike a big characteristic equation S/N ratio, as shown in
table 3. Then, put the data of the thickness 1 and 2 into a
Larger-the-Better Response formula, calculated for Ar flow,
N
2
flow, H
2
flow, NH
3
flow, TiCl
4
flow rate temperature of
the substrate, the substrate bias control factors and all of S/N
ratio of the sum, then by S/N ratio calculation and analysis,
according to the average level of each factor and sort out S/N
ratio values of the sum, then fill in its value and the coating
quality of the S/N ratio of the space responded, and draw its
response (factor effect) diagram, so will be able to find the
best combination of factor levels from the graph. Table 4
shows the factor level S/N ratio response.
Table 3: Calculation and Analysis Results of Thickness, Hardness and S/N Ratio
Code A B C D E F G Thickness Hardness S/N
Factor
Ar
flow
N
2
flow
H
2
flow
NH
3
flow
TiCl
4
flow
Substrate
temp.
Substrate
bias.
m 1
m
2
Hv
1
Hv
2
dB
1 1 1 1 1 1 1 1 0.79 0.83 1920 1950 -1.833
2 1 1 1 2 2 2 2 0.84 0.89 1870 1910 -1.271
3 1 2 2 1 1 2 2 1.10 1.15 1960 1990 -0.996
4 1 2 2 2 2 1 1 0.92 1.00 2010 2060 -0.374
5 2 1 2 1 2 1 2 0.82 0.85 1910 1940 -1.569
6 2 1 2 2 1 2 1 1.15 1.23 1970 2000 -1.487
7 2 2 1 1 2 2 1 1.06 1.11 1890 1920 -0.706
8 2 2 1 2 1 1 2 1.10 1.14 2010 2030 -0.969
Table 4: S/N Ratio Response of Factor Level
Code A B C D E F G
Factor
Ar
flow
N
2
flow
H
2
flow
NH
3
flow
TiCl
4
flow
Substrate
temp
Substrate
bias
Level 1 -4.47 -6.16 -4.78 -5.10 -5.29 -4.75 -4.40
Level 2 -4.73 -3.05 -4.43 -4.10 -3.92 -4.46 -4.80
Aggregate -9.20 -9.20 -9.20 -9.20 -9.20 -9.20 -9.20
Mean -4.60 -4.60 -4.60 -4.60 -4.60 -4.60 -4.60
From table 3, CVD coated aluminum-zinc alloy panel
thickness, hardness and S/N ratio of the list, as well as factor
levels in table 4 S/N ratio response table, it can be seen under
a different 8 set parameters of design conditions, as long as
each control level by means of a combination of several
factors, thus been able to coating thickness and hardness test
values.
Although the value of the considerable differences
between them, but the resulting thickness after 8 experiments,
as the analysis of the signal to noise ratio (S/N Ratio) of the
reference base, this will be via the S/N ratio of the use, easily
find the best combination of parameter values conditions.
Figure 2 is a diagram of the control response to the
impact of all factors of the coating thickness, hereby control
the l relationship between the level of 7 factors of Ar flow, N
2
flow, H
2
flow, NH
3
flow, TiCl
4
flow, substrate temperature,
substrate bias and several S/N ratio, independent shown in the
figure. As part of this hardness without further explore the
relationship between S/N ratio.
-6
-5
-4
-3
-2
S/N
A:Ar flow
-9
-8
-7
-6
-5
-4
-3
-2
-1
0
S/N B:N2 flow
-6
-5
-4
-3
-2
C:H2 flow
The SIJ Transactions on Industrial, Financial & Business Management (IFBM), Vol. 2, No. 5, July 2014
ISSN: 2321-242X 2014 | Published by The Standard International Journals (The SIJ) 266
Figure 2: Each Control Factor to Affect the Coating Thickness
Response
Figure 3: S/N Ratio Error Response of Control Factor
Figure validation, we can control the impact of each
factor based on the coating thickness of the response graph in
figure 2 and figure 3, factor levels calculated S/N ratio error
values, and coating thickness while establishing table 5 S/N
ratio error grants tables. The calculated value of the error
plotted control factor figure 3, then each of the coating
thickness values into table 5 S/N ratio error grants to be
sorted in the aid table, you can find the former three main
effect factor B, D, E, that is represented in the design of large
differences can start with these standards were to be adjusted.
Table 5: S/N Ratio Error Grants of Coating Thickness
Code A B C D E F G
Factor Ar flow N
2
flow H
2
flow NH
3
flow TiCl
4
flow Substrate temp. Substrate bias
Level 1 -4.47 -6.16 -4.78 -5.10 -5.29 -4.75 -4.40
Level 2 -4.73 -3.05 -4.43 -4.10 -3.92 -4.46 -4.80
Error value 0.26 3.11 0.35 1.00 1.37 0.29 0.40
Sorting 7 1 5 3 2 6 4
Select the parameters of the experimental standard S/N
ratio is greater for the optimal parameter level found in table
3, coating thickness of aluminum-zinc alloy panel surface
level of the best combination of parameters, A
1
B
2
C
2
D
2
E
2
F
2
G
1
as shown in table 6. As for the meaning of the combination is
representative of Ar flow rate 30sccm, N
2
flow 80sccm, H
2
flow 200sccm, NH
3
flow rate 75sccm, TiCl
4
flow of 70sccm,
substrate temperature of 500, the substrate bias -25V.
Table 6: Optimum Parameter Combinations of Aluminum-Zinc Alloy Panel
Code A B C D E F G
Factor Ar flow N
2
flow H
2
flow NH
3
flow TiCl
4
flow Substrate temp. Substrate bias
Level 1 2 2 2 2 2 1
Reference 30 sccm 80 sccm 200 sccm 75 sccm 70 sccm 500 -25 V
From the foregoing, to confirm table 6 S/N to identify
the three main effects before the credibility factor B, D, E
ratio error subsidies, Taguchi parameter in the design of the
project, is the most commonly used Analysis of Variance
(ANOVA), it is not only the use of statistical testing methods
to distinguish the effect of the individual factors of influence,
while improving the timeliness and cost considerations
issues, calculate the overall change in the contribution rate
changes in various factors during the experiment, to
determine the priority for improvement.
In this paper, variance analysis to identify factors
significantly impact the quality characteristics to be used as
the best design and processing parameters, not only from the
strike affect the degree of variation of the response factor
values, but also that the value of the response factor variation
in the extent of the impact of high and low, and thus become
-8
-7
-6
-5
-4
-3
-2
-1
S/N D:NH3 flow
-9
-8
-7
-6
-5
-4
-3
-2
-1
0
S/N E:TiCl4 flow
-6
-5
-4
-3
-2
S/N
F:substrat temp.
-6
-5
-4
-3
-2
S/N G:substrat bias
0.26
3.11
0.35
1
1.37
0.29
0.4
0
0.5
1
1.5
2
2.5
3
3.5
S
/
N
r
a
t
i
o
e
r
r
o
r
(
d
b
)
control factor
A Ar flow
B N2 flow
C H2 flow
D NH3 flow
E TiCl4 flow
F Substrate temp.
G Substrate bias
The SIJ Transactions on Industrial, Financial & Business Management (IFBM), Vol. 2, No. 5, July 2014
ISSN: 2321-242X 2014 | Published by The Standard International Journals (The SIJ) 267
an important basis for adjustments to respond to value. For
example, when molecular degrees of freedom fA =1, the
denominator degrees of freedom fe =7, located right tail area
of 0.05 ( ie, the significance level = 0.05), and first assumed
the null hypothesis is true, F (1, 7,0.05 ) distribution after
the look-up table is 5.5914, less than F
B
(= 49.2), apparently
refused to comply with the law of the significance level,
namely F
B
> F reject the null hypothesis.
Similarly E factors F (1,7,0.05) also significantly less
than the value of F
B
(=10.4), but F
D
(=5.2) obviously F
(1,7,0.05) are assigned a value 5.5914 differ slightly, so the
factors listed in the main entry. Visible except B, D, E factor,
does not have a significant other parameters. Experiment
results, the control factor B, D, E were significantly impact
factor, had accumulated a significant contribution to the three
parameters was 89.82%. Compiled as shown in table 7, which
integrated error contribution rate ()% compared to the
contribution of other factors in the rate. This study so far, for
a period illustrate the design parameters already meet the
requirements of Taguchi's ideas, especially the series of
experiments performed by the resulting orthogonal
configuration parameters summarized in table 8 again and re-
testing by the measured values, and the results stay in the
next section elaborates, design parameter variation can each
stage, you can reach the level originally anticipated and
accurate correction.
Table 7: ANOVA Results after Correction
Factor
Freedom
(f)
Squares
(S)
Mean
square
(V)
F
value
Contribution
rate (%)
A 1 0.01 0.01 0.4
B 1 1.23 1.23 49.2 70.06
C 1 0.04 0.04 1.6
D 1 0.13 0.13 5.2 6.10
E 1 0.26 0.26 10.4 13.66
F 1 0.03 0.03 1.2
G 1 0.02 0.02 0.8
Comprehensive
error
4 0.10 0.025
Sum Te 7 1.72 1.72 89.82
Table 8: Coating Thickness Parameters Analysis of Variance
Factor
Level
1
Level
2
Squares Mean
(S/N:dB) square
Contribution
rate
1 2 (S) (V) F value (%)
A Ar flow (sccm) 30 50 -4.47 -4.73 0.01 0.01 0.4
B N
2
flow (sccm) 40 80 -6.16 -3.05 1.23 1.23 49.2 70.06
C H
2
flow (sccm) 100 200 -4.78 -4.43 0.04 0.04 1.6
D NH
3
flow (sccm) 35 75 -5.10 -4.10 0.13 0.13 5.2 6.10
E TiCl
4
flow (sccm) 50 70 -5.29 -3.92 0.26 0.26 10.4 13.66
F Substrate temp. () 300 500 -4.75 -4.46 0.03 0.03 1.2
G Substrate bias. ( V ) -25 -50 -4.40 -4.80 0.02 0.02 0.8
Comprehensive error 0.1 0.025 10.18
Sum Te 1.72 1.72 100
In summary, the present study to be able to try to
improve the coating quality problems, with orthogonal array
configuration via Taguchi method to find the controllable
factors affecting the quality of the coating, and also to get the
best combination of design parameters controllable factor, the
period in order to enhance the use of the combination of
product quality, and high reliability. By looking to explore a
large signal to noise ratio characteristics, the results show: B,
D, E and other controllable factors parameters and settings
are the most important factor in improving production
conditions and the best quality of coating thickness, the use
of this condition will be produced aluminum-zinc alloy
coating quality yield significantly.
3.3. Analysis and Improvement Properties of Coating
This section mainly analysis of coating properties and
improve part be explained, via the experimental data do depth
in the coating thickness, hardness, corrosion resistance and
adhesion degrees, the service period to improve plating
quality to meet orders testing standards, and comply with
environmental regulations. According to ANOVA analysis of
variance before finishing section that affect the quality
characteristics of the coating thickness, depending on the
value and contribution of F allocation size in the order of : H
2
flow (F value of 49.2, the contribution rate of 70.06%), TiCl
4
flow (F value 10.4, the contribution rate of 13.66%), NH
3
flow (F value of 5.2, the contribution rate of 6.1%).
But that the coating thickness is concerned, the results
obtained from this experiment, it should be controlled by the
parameter value is composed of A
1
C
2
D
2
E
2
F
2
G
1
factor, ie
compile Ar flow 30sccm, N
2
flow 80sccm, H
2
flow
200sccm, NH
3
flow 75sccm, TiCl
4
flow 70sccm, substrate
temperature of 500, the best combination of substrate bias -
25V and other standard parameters. Thus, the parameter
values in table 8, table 9 within into the following formula, to
obtain the best S/N ratio inference value (- 9.2) - (- 8.77) = -
0.43 dB. Then take advantage of the best conditions for the
combination of parameter values, twice a confirmatory test,
calculated in accordance with the experimental results S/N
ratio value to fill the table 8, and then find the optimal
conditions can trust boundaries close to the target, the
relevant claim experimental parameters coating thickness, as
shown in table 9.
The SIJ Transactions on Industrial, Financial & Business Management (IFBM), Vol. 2, No. 5, July 2014
ISSN: 2321-242X 2014 | Published by The Standard International Journals (The SIJ) 268
Table 9: Coating Thickness Optimum Parameter of Validation Experiment
Code A B C D E F G Thickness S/N ratio
Factor
Ar
flow
N
2
flow
H
2
flow
NH
3
flow
TiCl
4
flow
Substrate temp. Substrate bias m dB
Level 1 2 2 2 2 2 1 1 2
Experimental Parameter 30 sccm 80 sccm 200 sccm 75 sccm 70 sccm 500 -25V 1.02 1.05 - 0.3
In 95% of the trust under the limits of credibility:
( )
25 . 0
4 7 / 7
025 . 0
5914 . 5 05 . 0
1
7
=
= ) (
ne
Ve
F
(2)
Where the numerator degrees of freedom 1, as a
denominator degrees of freedom 7, located right tail area of
0.05, the 0.05(17) after the lookup value is 5.5914. The
optimal parameter combination of conditions in table 9,
obtained from experiments confirmed S/N ratio of the mean,
with the whole orthogonal array S/N ratio of the mean, the
difference between them just fall within the confidence limits
of acceptable range, ie (-1.15) - (-0.43) = - 0.72 0.25.
This means that the thickness of the coating parameters
designed as a robust and credible optimized combination of
conditions. Optimized design parameters, proven results and
this paper studies Taguchi engineering method quality
characteristics of plasma enhanced chemical deposition
process when shown the best level combination of parameters
obtained by Taguchi engineering method analysis can greatly
simplify the coating quality characteristic parameters of good
design problems, but also to improve the film quality and
lower defect rate. In 20 samples of liquid copper, retained
two experiments confirmed as the final test parameters, and
the rest on the coating thickness of the nature of the design
parameters and in accordance with the aforementioned
standard conducted Taguchi engineering experiments,
obtained the aluminum-zinc panels, as shown in figure 4.
Figure 4: Aluminum-Zinc Alloy Panels Finished
Next is the use of measuring instruments for the
implementation of the detection result.
(1) Coated Visual Inspection
Japan's Hitach ways to measure brand S-3500H scanning
electron microscope (Scanning Electron Microscope, SEM)
observation section of the coating surface and circumstances,
as to the cross scan magnification of 2000x and 20000x after
the test, as shown in figure 5.
(a) 2000x Pure Diffusion Layer
(b) 20000x Solid Solution Layer Microstructure
(c) 20000x Uniform Thickness Metallurgical
Figure 5: Aluminum-Zinc Panels Plated Sectional View of TiN
Films
Preparation of TiN film as the substrate temperature of
500 of under the condition, 5000x, 20000x and 4000x
cross-sectional shape with different magnification in figure 6.
(a) 5000x Metallographic
(b) 20000x Metallographic
The SIJ Transactions on Industrial, Financial & Business Management (IFBM), Vol. 2, No. 5, July 2014
ISSN: 2321-242X 2014 | Published by The Standard International Journals (The SIJ) 269
(c) 40000x Metallographic
Figure 6: Cross-Sectional View of the Substrate Temperature 500
of TiN Films
Figure 7 for the oxidation of the situation at different
temperatures TiN thin films to form 1000x magnification
SEM cross-section of representation.
(a) was heated to 300
(b) was heated to 350
(c) was heated to 400
(d) was heated to 500
Figure 7: Cross-Sectional View of a TiN Oxide Film under Different
Temperatures
The aluminum-zinc alloy panel of 18 after treatment by
liquid copper, according to eight kinds of parameter
combinations shown on the orthogonal array, one CVD
coating works to be carried out, but all finished in the SEM
scan revealed through which a figure 6 of (b), between the
film and substrate layer to produce a solid melting
phenomenon, which because of the plasma current is large,
resulting in a slightly larger particle size, the surface of the
copper film when the bombardment, the deposition rate,
resulting in the diffusion of copper atoms and late be closely
stacked and thus deposited on the surface uneven distribution
of the particle size. The rest of the finished products are
shown in figure 5 (c), the thickness of symmetry. However,
figure 7 at different temperature of the oxidation film of TiN
case, the micro-pores and is found to have small particle
patterns (shown in figure 8) on each section of fig. And the
figure 6 (a), (b) and (c) select an alternate system test,
according to the parameter combination of aluminum-zinc
thickness optimal parameter validation, a cross-sectional
view of the preparation of TiN film, uniform patterns seen
from the surface coating of dense and low porosity.
(a) but less than the large particles
(b) and more small particles
(c) small particles and less
Figure 8: Fine Patterns on the Coating Surface (1000x
Magnification)
In addition, argon gas flow (50sccm) mining level 2
configuration parameters but higher, so the corresponding
plasma concentration field is also higher, increasing the
probability of collision and more natural solutions from a
number of ions, causing the particles relative change in
particle small. In addition, the substrate bias is also an
important cause of defects in the substrate surface, when the
continuous ion impact, resulting in a substrate temperature,
deposition of atoms makes the increase in activity, the surface
coverage and therefore deposition enhanced, and finally
physically mixed atoms in the surface layer of a diffusion
layer (Figure 8 a) is formed on the substrate. However, if the
bias voltage is too high in the plasma of argon ions, due to the
formation of more high-speed impact of the film defects or
bubbles direct implantation into the film, the film quality will
be adversely affected.
The SIJ Transactions on Industrial, Financial & Business Management (IFBM), Vol. 2, No. 5, July 2014
ISSN: 2321-242X 2014 | Published by The Standard International Journals (The SIJ) 270
(2) Coating Thickness Measurement
The same test sample to be measured by Japanese Hitachi S-
3500H scanning electron microscopy, the coating thickness
data are shown in table 10.
Table 10: Experimental Parameters under the TiN Coating
Thickness is Recognized
Conditions
Substrate temperature500,Fixed bias
-25VDeposition time50min
Measurement times 1 2
Plasma Power (W) 2500 2500
Film thickness (m) 1.02 1.05
Deposition rate
(m/min)
0.2 0.2
Average thickness (m) 1.035
Coating thickness of the finished product under the
experimental conditions to confirm the parameters measured
in the table 10, where the average thickness 1.035m of the
finished product was measured twice, were higher than the
first average value 0.9725m and second average value
1.025m (Table 3), seen in line with the overall average
thickness Larger-the-Better.
But by the response, and analysis of variance table that,
the main effect of the coating thickness of the factors
affecting the flow of H
2
, its contribution rate of 70.06%,
while the deposition rate and correlated with plasma power,
shows that the film thickness increases with the amount of
current and thickening, which was due to the large current
titanium tetrachloride was forced out of the titanium atom
bombardment in large quantities, increasing the chance of
collision between molecules, resulting in the deposition
speed, increased coating thickness sake.
However, not entirely true, when the current amount
raised to a critical value, the film thickness may not be
decreasing instead of increasing, this is because a large
current may cause the film deposited on the substrate the high
energy, and dissociation produce sputtering effect,
occasioning the thickness of the anti-drop phenomenon.
Further, at a lower bias thicker films can be obtained,
which is due to the ion kinetic energy shortage, therefore the
substrate resulting in shallower depth of implantation. In
addition, deposition time prolonged or increased partial
pressure of nitrogen, both can increase the number of
nitrogen ions, to improve the chances of ion collisions, can
significantly shorten the mean free path and accelerate the
deposition rate, and then add a little thickness.
(3) Coating Hardness Testing
Coating hardness depends on the crystal structure, grain size,
internal stress, caused by factors such as density and porosity.
The experimental using Vickers hardness testing, after
measurements for finished products, fill the obtaining value
in the experimental table 11, the average hardness of 1992
Hv, and find the S/N ratio with an average of - 65.99dB.
Table 11: Aluminum-Zinc Panels Hardness Best Parameter Validation Experiment
Code A B C D E F G Hardness S/N ratio
Factor
Ar
flow
N
2
flow
H
2
flow
NH
3
flow
TiCl
4
flow
Substrate temp. Substrate bias Hv dB
Level 1 2 2 2 2 2 1 1 2
experimental parameters
30
sccm
80 sccm 200 sccm
75
sccm
70
sccm
500
-25
V
1980 2004 - 65.99
Under the experimental confirmation of the test
parameters measured hardness of TiN coating as shown in
table 12.
Table 12: Experimental Parameters under the TiN Coating Hardness
is Recognized
Conditions
Substrate temperature500,Fixed
bias -25VDeposition time50min
Measurement times 1 2
Plasma Power (W) 2500 2500
Ar flow (sccm) 30 30
N
2
flow (sccm) 80 80
Hardness (Hv) 1980 2004
Average hardness (Hv) 1992
Plasma power directly affects the size of the coating
thickness, also affects the level of coating hardness, because
of the increased current large coating thickness, and the
measured hardness value was also high. Furthermore, with
the increasing partial pressure of the nitrogen flow rate
increased, but also makes TiN phase gradually increased, thus
making the crystal structure changes relative increase
hardness. From the experimental results, Argon gas flow
greater and the coating hardness higher, in this experiment,
nitrogen gas and argon gas flow rate are large.
(4) Coating Adhesion Detection
The adhesion strength of the coating quality and has a very
close relationship, it not only affects the stability and
reliability of coated products, it is also the biggest factor to
dominate the film is good or bad. Currently the most
commonly used to test the degree of coating adhesion is
scratch test. Scratch Tester used in this experiment was
manufactured by the Japanese company Hitachi, mainly by
the computer control system, servo motor, diamond stylus,
data capture, a sample holder and the account is composed of
several metrics.
This test verifies the integrity of the finished product to
maintain, therefore, the test sample only 4 and 7 do scratch
treatment, and the value were 20N and 13N, probably
because of the reduced thickness of the resulting poor
adhesion of the rules. Generally believed that at 500
operating temperature, the bonding strength between the
coating and the substrate largest, at this point would firmly
stick coating substrates not falling. Therefore, to increase the
The SIJ Transactions on Industrial, Financial & Business Management (IFBM), Vol. 2, No. 5, July 2014
ISSN: 2321-242X 2014 | Published by The Standard International Journals (The SIJ) 271
carrying capacity of TiN film, as well as enhanced abrasion
resistance, it must strengthen the binding force between the
coating and the substrate.
Typically a thin film deposition process, One method to
improve the substrate temperature, it is not only conducive to
the atomic diffusion between the film and the substrate, better
accelerate the chemical reaction to form a strong attachment,
but the same substrate temperature is not too high, otherwise
easily lead to grain coarsening and increased thermal stress
between the membrane and thus affect other properties of the
film.
Another deposition rate also affected quite huge,
increasing the number of atoms in the unit of time if the
incident will also lead to poor adhesion degrees, which was
due to reduced oxide layer between the film and the substrate
born. In short, if you want to get more good coating adhesion,
shall affect the text of the above listed factors for
comprehensive Taguchi engineering design parameters in
order to parse out the best conditions.
(5) Coating Corrosion Detection
As the film itself has a microscopic pore structure caused by
the film contains a dash, sometimes because of these pores is
easily eroded by acid solution, caused by severe peeling or
fogged surface layer, in order to understand whether the
surface coating products, corrosion resistance, the salt spray
test machine can be used as a test instrument to actually
obtain the membranous of corrosion resistance. The
experiments were performed 72 hours of continuous spray
testing, remove the test pitting phenomenon was not found,
and then bake it into the ovens within 300 for 24 hours
continuous, remove and detect its membranous surface does
not appear rust situation.
IV. RESULTS AND SOLUTION
After the above, the coating properties of the test, in
summary, the results of this study provide the experimental
confirmation as high reliability parameters, not only as an
experimental design or actual production, improve product
coating of bad reasons, also reduce the defect rate, so plating
operations more perfect.
Therefore, this study in order to satisfy the market
demand as an aluminum-zinc alloy substrate, and use more
environmentally friendly concept of chemical vapor
deposition coating process, depositing a TiN film on the
substrate surface. The resulting sample and then to
experimental design, developed argon gas flow, nitrogen flow
rate, hydrogen flow rate, ammonia flow, titanium
tetrachloride flow, temperature, current, bias voltage power,
time and other parameters affecting the quality of its made.
Experimental results show that, the deposition rate of the
film material 0.2m/min, a heating temperature of 500 ,
argon flow of 30sccm, a nitrogen flow rate of 80sccm, a
hydrogen flow rate of 200sccm, a flow rate of ammonia
75sccm, titanium tetrachloride flow rate of 70sccm, thickness
of 1.035m all are the best argument, for the salt spray test,
electrical conductivity and adhesion have very good results.
TiN film from the area for aluminum-zinc alloy corrosion-
resistant point of view, the corrosion area is less than 5%,
which aluminum-zinc alloy demand for the metal industry is
clearly beyond standard.
In addition to the electrical conductivity test, salt spray
test before and after comparison salt spray test differences, its
continuity and four-point probe resistivity values measured
TiN film, before the experiment both continuity and
resistance value is insignificant, were 0.02210
-2
and
0.03510
-2
. Processing the resistance values of TiN
average 0.02910
-2
, said TiN treatment for the aluminum-
zinc alloy surface treatment, which has superior antioxidant
activity.
V. CONCLUSION
After the experimental results of research to collate and make
conclusions, expect to get about hardware products from the
conclusions after using plasma enhanced chemical vapor
deposition technology, able for a number of manufacturing
process improvements developed countermeasures missing,
the only hope of plating to enhance the beauty and variety of
products have corrosion resistance, hoping to field more
experimental analysis of Taguchi engineering best parameter
references, imperative to reduce the cost of coating process,
while allowing the entire system of plating processes and
product quality to reach environmental regulations in the
areas of the world.
(1) The coating treatment by PECVD of aluminum-zinc
panels, the surface structures containing a white of the
TiN particles, this is because the high-temperature
oxidation film layer by, film condensation influence of
oxide particles, so that, the bonding strength between the
coating surface of the substrate thereby reduced.
(2) The substrate bias is higher, the growth rate and plating
the lower coefficient of friction. when no nitrogen,
coating adhesion deteriorated. Coated titanium content is
increased, adhesion increases, but the growth rate has
declined.
(3) And found that, a TiN film at an oxidation temperature
of 300, the maximum bond strength, but instead of
reducing the intensity with increasing temperature, the
film thickness is too thin, may be reasons.
(4) By experimental design theory pre-compile the test
parameters through experience, and practical application
of the system of coated products, although there are still
some differences in the results from hope, but
considering the overall purpose or motivation to follow
great gains, obviously Taguchi engineering use for
PECVD coating was feasibility.
REFERENCES
[1] J.E. Sundurgen (1985), Structure and Properties of TiN-
Coatings, Thin Solid Film, Vol. 128, Pp. 2144.
The SIJ Transactions on Industrial, Financial & Business Management (IFBM), Vol. 2, No. 5, July 2014
ISSN: 2321-242X 2014 | Published by The Standard International Journals (The SIJ) 272
[2] PJ. Burnett & DS. Rickerby (1987), The Mechanical
Properties of Wear-Resistant Coatings I: Modelling of
Hardness Behaviour, Thin Solid Films, Vol. 148, Pp. 4150.
[3] PJ. Burnett & DS. Rickerby (1987A), The Mechanical
Properties of Wear-Resistant Coatings II: Experimental Studies
and Interpretation of Hardness, Thin Solid Films, Vol. 148,
Pp. 5165.
[4] A. Tampieri, E. Landi & A. Bellosi (1991), The Oxydation
Behaviour of Monolithic TiN Ceramic, British Ceramic
Poceedings, 90, Pp. 194196.
[5] P.F. Williams (1997), Plasma Chemistry, Basic Process, and
PECVD, Plasma Processing of Semiconductors, Kluwer
Academic Publishers: Boston, Pp. 2259.
[6] C. Ye, Z. Ning, M. Shen, H. Wang & Z. Gan (1997),
Dielectric Properties of Silicon Nitride Films Deposited by
Microwave Electron Cyclotron Resonance Plasma Chemical
Vapor Deposition at Low Temperature, Applied Physics
Letters, Vol. 71, Pp. 336337.
[7] J. Takadoum & B.H. Houmid (1997), Influence of Substrate
Roughness and Coating Vhickness on Adhesion, Friction and
Wear of TiN Films, Surface and Coating Technology, Vol. 96,
Pp. 272282.
[8] KJ. Clay, SP. Speakman, NA. Morrison, N. Tomozeiu, WI.
Milne & A. Kapoor (1998), Material Properties and
Tribological Performance of rf-PECVD Deposited DLC
Coatings. Diamond and Related Materials, Vol. 7, Bo. 8, Pp.
Pp. 11001107.
[9] R. Makabe (1998), Plama CVD Techniques for Ceramic
Coating, Welding Internationl, Vol. 8, Pp. 773.
[10] M. Flores (1998), Corrosion of a Zn-Al-Cu Alloy Coated with
TiN/Ti Films, Surface & Coatings Technology, Vol. 109, No.
1-3, Pp. 449453.
[11] B.J. Kim, Y-C. Kim, D-K. Lee & J-J.Lee (1999), The Effect
of NH3 Plasma Pre-Treatment on the Properties of TiN Coating
Produced by PECVD, Surf.Coating Technology, Vol. 111, No.
1, Pp. 5661.
[12] T. Nanbu (1999), Corrosion Resistance of TiN Coating
Deposited on Quartz by RF Plama-Assisted CVD, Journal of
Materials Processing Technology, Vol. 95, No. 1-3, Pp. 90
96,.
[13] Z. Sun (2000), Morphological Features of Diamond-like
Carbon Films Deposited by Plasma-enhanced CVD, Journal
of Non-Crystalline Solids, Vol. 261, Pp. 211217.
[14] Ge-Ping Yu (2000), Using Design of Experiment to Optimize
the Deposition Process of TiN Thin Film by Unbalanced
Magnetron Sputtering A03 9~12, Surface and Coatings
Technology, Vol. 132, Pp. 158162.
[15] H.S. Tsai, G.J. Jaw, S.H. Chang, C.C. Cheng, C.T. Lee & H.P.
Liu (2000), Laser-assisted Plasma-enhanced Chemical Vapor
Deposition of Silicon Nitride Thin Film, Surface and Coatings
Technology, Vol. 132, Pp. 158162.
[16] C.L. Lin, W.D. Chou & J.L. Lin (2001), Optmization of the
Electrical Disharge Machining Process based on Taguchi
Method with Fuzzy Logics, Journal of Science and
Technology, Vol. 10, No. 2, Pp. 119127.
[17] E. Tomasella, L. Thomas, M. Dubois & C. Meunier (2004),
Structural and Mechanical Properties of a-C: H Thin Films
Grown by RF-PECVD, Diamond & Related Materials, Vol.
13, No. 16, Pp. 1824.
[18] Ashvani Kumar & Davinder Kaur (2009), Nanoindentation
and Corrosion Studies of TiN/NiTi Thin Films for Biomedical
Applications, Surface and Coatings Technology, In Press,
Accepted Manuscript, Available online.
[19] Fuqiu Ma, Xiliang Liu, Dong Liu, Li Li, Huafang Zhang &
Yufeng Zheng (2010), Effect of C
2
H
2
Flow Rate on the
Deposition of Ti-TiC-TiC/DLC Gradient Nano-Composite
Film on NiTi Alloy, International Journal of Modern Physics
B, Vol. 24, No. 15-16, Pp. 23572362.
[20] M. Li, Y.B. Wang, X. Zhang, Q.H. Li, Q. Liu, Y. Cheng, Y.F.
Zheng, T.F. Xi & S.C. Wei (2013), Surface Characteristics
and Electrochemical Corrosion Behavior of NiTi Alloy Coated
with IrO2, Materials Science and Engineering: C33, Pp. 15
20.
[21] Y. Zhou, M. Li, Y. Cheng, Y.F. Zheng, T.F. Xi & S.C. Wei
(2013), Tantalum Coated NiTi Alloy by PIIID for Biomedical
Application, Surface and Coatings Technology, Vol. 228, Pp.
S2S6.
Yun-Fu Liu. He is currently in a listed
company as a technology and management
consultant, and study in department of Power
Mechanical Engineering doctorate of
National Tsing Hua University for a several
years, current research interests for PECVD
coating and ceramic characteristics, and
number of 13 papers published, number of 47
times conferences/seminars attended. He
interest in tennis, swimming, music listening, photographs, writing,
about his specialty are product development, management, training,
ISO9001 quality assurance to push, the program for whole factory
move, etc., had written two books, one is Parts principle and the
other is Machine engineering course practice model, In addition,
with six patents, there are : (1).Pen seating, (2).A socket to conceal,
(3).The hot glass beverage holder, (4).Fold type to pull the
improvement of the door, (5).Bottom pull move a blind in bead
chain type, (6).Blind changes direction the improvement of the
device.
Cheng-Kuo, Sung. Dr. Sung is a professor in
the department of power mechanical
engineering, National Tsing Hua University.
He teaches both graduate and undergraduate
classes in Mechanical Design. His research
interest includes : (1). Machine dynamics, (2).
Precision Mechanical Design, (3).
Nanoimprint process and equipment
development. He has published articles in
various Industry and Technology journals.
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Respiratory System - Freebie GuideDocument4 pagesThe Respiratory System - Freebie GuideIndustria Quimica0% (1)
- Parallel Computing Zernike Moments Via Combined AlgorithmsDocument9 pagesParallel Computing Zernike Moments Via Combined AlgorithmsthesijNo ratings yet
- ROI of Training and Development Programmes: Challenges and DevelopmentsDocument6 pagesROI of Training and Development Programmes: Challenges and DevelopmentsthesijNo ratings yet
- Module Information Booklet (MIB) As A Sagacious Learning EffectivenessDocument6 pagesModule Information Booklet (MIB) As A Sagacious Learning EffectivenessthesijNo ratings yet
- A Model of Consumer Perception and Behavioral Intention For E-ReadingDocument6 pagesA Model of Consumer Perception and Behavioral Intention For E-Readingthesij100% (1)
- Effect of Environmental Temperature and PH Water On Compressive Strength of Clay Brick Mixed Wood Chips Mahogany Based Building MaterialsDocument4 pagesEffect of Environmental Temperature and PH Water On Compressive Strength of Clay Brick Mixed Wood Chips Mahogany Based Building MaterialsthesijNo ratings yet
- The Role of Total Productive Maintenance (TPM) in Safety Improvement and Decreasing Incidents in Steel IndustryDocument6 pagesThe Role of Total Productive Maintenance (TPM) in Safety Improvement and Decreasing Incidents in Steel IndustrythesijNo ratings yet
- The Behavioural Finance: A Challenge or Replacement To Efficient Market ConceptDocument5 pagesThe Behavioural Finance: A Challenge or Replacement To Efficient Market ConceptthesijNo ratings yet
- A Critical Review of The Advanced Research On Emotional Intelligence in Management - Based On Relationship With OCBDocument7 pagesA Critical Review of The Advanced Research On Emotional Intelligence in Management - Based On Relationship With OCBthesijNo ratings yet
- A Comparative Study of Customer Satisfaction of Islamic Banks and Conventional Banks in OmanDocument5 pagesA Comparative Study of Customer Satisfaction of Islamic Banks and Conventional Banks in OmanthesijNo ratings yet
- Effectiveness Evaluation of Behavioural Training and Development ProgrammesDocument9 pagesEffectiveness Evaluation of Behavioural Training and Development ProgrammesthesijNo ratings yet
- Significant Economic Applications of Long Term Financial Theories and PracticesDocument4 pagesSignificant Economic Applications of Long Term Financial Theories and PracticesthesijNo ratings yet
- Modeling Inland Intermodal Container Transport Systems in TaiwanDocument6 pagesModeling Inland Intermodal Container Transport Systems in TaiwanthesijNo ratings yet
- Edge Ratio of Nifty For Last 15 Years On Donchian ChannelDocument8 pagesEdge Ratio of Nifty For Last 15 Years On Donchian ChannelthesijNo ratings yet
- Principals' Instructional Leadership: Fostering Teacher Professional DevelopmentDocument7 pagesPrincipals' Instructional Leadership: Fostering Teacher Professional DevelopmentthesijNo ratings yet
- Contributions On The Economic Assessment Methodology of Industrial Projects (E.A.M.I.P)Document9 pagesContributions On The Economic Assessment Methodology of Industrial Projects (E.A.M.I.P)thesijNo ratings yet
- An Entrepreneurial Mindset and Factors' Effect On Entrepreneur's Spirit in IndonesianDocument6 pagesAn Entrepreneurial Mindset and Factors' Effect On Entrepreneur's Spirit in IndonesianthesijNo ratings yet
- Vaclav Havel: The Politician Practicizing CriticismDocument9 pagesVaclav Havel: The Politician Practicizing CriticismthesijNo ratings yet
- The Sustainable Logistics Strategies For Intermodal Transport Systems of Container Ports in TaiwanDocument7 pagesThe Sustainable Logistics Strategies For Intermodal Transport Systems of Container Ports in TaiwanthesijNo ratings yet
- Spending & Saving Habits of Youth in The City of AurangabadDocument8 pagesSpending & Saving Habits of Youth in The City of Aurangabadthesij100% (2)
- The Tourism Activities and The Impact of Public PoliciesDocument4 pagesThe Tourism Activities and The Impact of Public PoliciesthesijNo ratings yet
- Gender and Violence in School: Current Phenomena and Copping StrategiesDocument8 pagesGender and Violence in School: Current Phenomena and Copping StrategiesthesijNo ratings yet
- The Effects of Earnings Management On Dividend Policy in Nigeria: An Empirical NoteDocument8 pagesThe Effects of Earnings Management On Dividend Policy in Nigeria: An Empirical NotethesijNo ratings yet
- Enhancing Professional Learning and Development in The Teaching of Early Childhood Mathematics Through Action ResearchDocument5 pagesEnhancing Professional Learning and Development in The Teaching of Early Childhood Mathematics Through Action ResearchthesijNo ratings yet
- Attributable E-Commerce Toward Purchase Intention: Online Search of Food ProductDocument7 pagesAttributable E-Commerce Toward Purchase Intention: Online Search of Food ProductthesijNo ratings yet
- Robust Algorithm For Multiclass Weighted Support Vector MachineDocument5 pagesRobust Algorithm For Multiclass Weighted Support Vector MachinethesijNo ratings yet
- Transformation and Consolidation of Bodo Identity: An Enquiry Into The Role of The Middle ClassDocument5 pagesTransformation and Consolidation of Bodo Identity: An Enquiry Into The Role of The Middle ClassthesijNo ratings yet
- Student Engagement: A Strategic Tool To Reform The Quality of Management EducationDocument5 pagesStudent Engagement: A Strategic Tool To Reform The Quality of Management EducationthesijNo ratings yet
- An Impact of Self-Leadership On Innovative Behaviour in Sports Educators and Understanding of Advanced ResearchDocument6 pagesAn Impact of Self-Leadership On Innovative Behaviour in Sports Educators and Understanding of Advanced Researchthesij100% (1)
- Research On Hyper-Connectivity Element and Its Utilization On Consumer Performance Expectancy: A Literature AnalysisDocument9 pagesResearch On Hyper-Connectivity Element and Its Utilization On Consumer Performance Expectancy: A Literature AnalysisthesijNo ratings yet
- Kyocera Servise ManualDocument613 pagesKyocera Servise ManualleukadiosNo ratings yet
- Guillain Barre 3Document6 pagesGuillain Barre 3YON LEANDRO VILLAMIL ROJASNo ratings yet
- Cattlemans Steakhouse MenuDocument1 pageCattlemans Steakhouse Menuapi-300741654No ratings yet
- Kyocera Fs-6900 Parts ManualDocument28 pagesKyocera Fs-6900 Parts ManualNic CowpeNo ratings yet
- Shivag Itim Al ADocument27 pagesShivag Itim Al AKellie RamosNo ratings yet
- Form WorkDocument25 pagesForm Workhina khanNo ratings yet
- Cadence Monte Carlo Simulation TutorialDocument51 pagesCadence Monte Carlo Simulation Tutorialkuomatt100% (1)
- EE 102 Cabric Final Spring08 o Id15Document10 pagesEE 102 Cabric Final Spring08 o Id15Anonymous TbHpFLKNo ratings yet
- Errata Introduction To Quantum Mechanics, David Griffiths, 2nd Ed.Document3 pagesErrata Introduction To Quantum Mechanics, David Griffiths, 2nd Ed.Marcel BezerraNo ratings yet
- Rajagiri Public School Unit Test PhysicsDocument3 pagesRajagiri Public School Unit Test PhysicsNITHINKJOSEPHNo ratings yet
- 3M CatalogueDocument32 pages3M Cataloguefandi.azs37No ratings yet
- Saej401v002 PDFDocument6 pagesSaej401v002 PDFLuis LujanoNo ratings yet
- Karl Marx'S Philosophy and Its Relevance Today: Haroon RashidDocument14 pagesKarl Marx'S Philosophy and Its Relevance Today: Haroon RashidJuan Carlos LinaresNo ratings yet
- 2GIG KEY2 345 Install GuideDocument2 pages2GIG KEY2 345 Install GuideAlarm Grid Home Security and Alarm MonitoringNo ratings yet
- Model Question Paper and Solution 2022Document14 pagesModel Question Paper and Solution 2022R Y AnushNo ratings yet
- CaseStudy AmtrakDocument14 pagesCaseStudy Amtraksnob_kNo ratings yet
- Metal Enameling: Arts & CommunicationDocument15 pagesMetal Enameling: Arts & CommunicationAnjali DavidNo ratings yet
- 4jj1tybw01 Spec Sheet PDFDocument10 pages4jj1tybw01 Spec Sheet PDFcpaolinodNo ratings yet
- Memories of HomeDocument14 pagesMemories of HomeMary Francis Edmer SayconNo ratings yet
- Memorial Garden Policies and Guidelines St. Mark's Episcopal Church, Raleigh, North CarolinaDocument7 pagesMemorial Garden Policies and Guidelines St. Mark's Episcopal Church, Raleigh, North Carolinaestela maria dulaganNo ratings yet
- HEAT EFFECTS (Cha 4) : Outline of Chapter OneDocument65 pagesHEAT EFFECTS (Cha 4) : Outline of Chapter OneAdam MekonnenNo ratings yet
- Generador APD550PEDocument4 pagesGenerador APD550PEFTL1990No ratings yet
- HydrotherapyDocument52 pagesHydrotherapyMpt Sports100% (1)
- Science 8-02.02 - Sensitivity in Living OrganismsDocument9 pagesScience 8-02.02 - Sensitivity in Living OrganismsAnoushia AhmerNo ratings yet
- GLOBAL GAME AFK IN THE ZOMBIE APOCALYPSE GAME Chapter 201-250Document201 pagesGLOBAL GAME AFK IN THE ZOMBIE APOCALYPSE GAME Chapter 201-250ganesh sarikondaNo ratings yet
- RCS England Trainees Guide To A Quality Improvement Project 2021Document17 pagesRCS England Trainees Guide To A Quality Improvement Project 2021Wee K WeiNo ratings yet
- MFJ-854 RF MeterDocument5 pagesMFJ-854 RF MeterHappyJoeNo ratings yet
- Wda 201Document72 pagesWda 201MoussaNo ratings yet