You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 10.5 Functional Groups: Chapter 10 Introduction To Organic Chemistry: AlkanesDocument17 pages10.5 Functional Groups: Chapter 10 Introduction To Organic Chemistry: AlkanesYasarNo ratings yet
- Valero Energy Benicia RefineryDocument34 pagesValero Energy Benicia RefineryonkarNo ratings yet
- Exp 2 Formal ReportDocument50 pagesExp 2 Formal ReportFallen Grace DeLa PazNo ratings yet
- Degree of Conversion of Experimental Resin Composites Containing Bioactive Glass 45S5: The Effect of Post-Cure HeatingDocument9 pagesDegree of Conversion of Experimental Resin Composites Containing Bioactive Glass 45S5: The Effect of Post-Cure HeatingpyrockerNo ratings yet
- High-Throughput Approach To Detection of Knockdown Resistance (KDR) Mutation in Mosquitoes Culex QuiDocument10 pagesHigh-Throughput Approach To Detection of Knockdown Resistance (KDR) Mutation in Mosquitoes Culex QuiManas SarkarNo ratings yet
- Practice Questions For Additional Content - ChemistryDocument7 pagesPractice Questions For Additional Content - ChemistryADITYA KUMARDEWANGANNo ratings yet
- Experiment 3 Chemistry 31.1Document5 pagesExperiment 3 Chemistry 31.1JoachimNo ratings yet
- Reading AssignmentDocument16 pagesReading AssignmentmeghanaferNo ratings yet
- Catalytic Dicyanative (4 Þ 2) Cycloaddition Triggered by Cyanopalladation Using Ene - Enynes and Cyclic Enynes With Methyl AcrylateDocument7 pagesCatalytic Dicyanative (4 Þ 2) Cycloaddition Triggered by Cyanopalladation Using Ene - Enynes and Cyclic Enynes With Methyl AcrylateDiogomussumNo ratings yet
- Ra 6969Document86 pagesRa 6969Kit BontilaoNo ratings yet
- N-Vinylpyrrolidin-2-One As A 3-Aminopropyl Carbanion Equivalent in The Synthesis of Substituted 1-Pyrrolines: 2-Phenyl-1-PyrrolineDocument5 pagesN-Vinylpyrrolidin-2-One As A 3-Aminopropyl Carbanion Equivalent in The Synthesis of Substituted 1-Pyrrolines: 2-Phenyl-1-Pyrrolinezodd01No ratings yet
- ch10 Nomenclature ReportDocument3 pagesch10 Nomenclature Reportapi-233552637No ratings yet
- Tds SilkflexDocument2 pagesTds SilkflexMuhammad MuzammilNo ratings yet
- Dke345 Sec1Document92 pagesDke345 Sec1IAMANDU COSTANo ratings yet
- Hydrocarbons PowerpointDocument65 pagesHydrocarbons PowerpointJulia krizzea CristobalNo ratings yet
- Sulphonation PhotosDocument27 pagesSulphonation Photosphatsembi100% (1)
- Neet Booster Test Series (NBTS) For Neet-2021 Test - 5: PhysicsDocument17 pagesNeet Booster Test Series (NBTS) For Neet-2021 Test - 5: PhysicsAksheshNo ratings yet
- AbsorptionDocument5 pagesAbsorptionsinhleprovietNo ratings yet
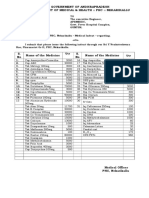
- IndentDocument1 pageIndentvenkat yeluriNo ratings yet
- Unit 11. Alcohols, Phenols and Ethers One Mark Questions: Ans: EthanolDocument10 pagesUnit 11. Alcohols, Phenols and Ethers One Mark Questions: Ans: Ethanolanon_850201470No ratings yet
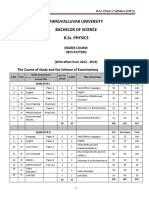
- B.sc. PhysicsDocument70 pagesB.sc. PhysicsGurnehmat SinghNo ratings yet
- Monosodium Glutamate (MSG)Document18 pagesMonosodium Glutamate (MSG)Monica NC100% (1)
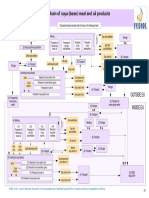
- Flow Chart of The Production Chain of Soya (Bean) Meal and Oil Products For Feed Application in The EUDocument25 pagesFlow Chart of The Production Chain of Soya (Bean) Meal and Oil Products For Feed Application in The EUadesuyan yomiNo ratings yet
- Vacuum Techniques For Organic ChemistryDocument30 pagesVacuum Techniques For Organic ChemistryJoe Vito Morabito100% (1)
- Wikipedia's Featured Article - 2015-04-03 - AmphetamineDocument24 pagesWikipedia's Featured Article - 2015-04-03 - AmphetamineFernando Luis B. M.No ratings yet
- Arsenic Presentation 11111Document19 pagesArsenic Presentation 11111Namrata PalNo ratings yet
- Solid Acid Catalyzed Biodiesel Production From Waste Cooking OilDocument6 pagesSolid Acid Catalyzed Biodiesel Production From Waste Cooking OilMáximo Décimo MeridioNo ratings yet
- Sri Bhagawan Mahaveer Jain Collge Chemistry: Mock Paper 1 Part A IDocument4 pagesSri Bhagawan Mahaveer Jain Collge Chemistry: Mock Paper 1 Part A IChiranjivi ChiruNo ratings yet
- Update On Lignin Biosynthesis and StructureDocument11 pagesUpdate On Lignin Biosynthesis and StructurehashriNo ratings yet