You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Tom Behan-The Resistible Rise of Benito Mussolini-Bookmarks (2003) PDFDocument144 pagesTom Behan-The Resistible Rise of Benito Mussolini-Bookmarks (2003) PDFq12werty100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Epmt 1year Especial Edition2016Document1 pageEpmt 1year Especial Edition2016q12wertyNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Millipore Express Membrane Wetting Guideug Ug4224en Ms PDFDocument10 pagesMillipore Express Membrane Wetting Guideug Ug4224en Ms PDFq12wertyNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Tom Behan-The Resistible Rise of Benito Mussolini-Bookmarks (2003) PDFDocument144 pagesTom Behan-The Resistible Rise of Benito Mussolini-Bookmarks (2003) PDFq12werty100% (1)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Optimization and Design of Energy Transport System For Solar Cooking ApplicationDocument10 pagesOptimization and Design of Energy Transport System For Solar Cooking Applicationq12wertyNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Electroactive Polymers As Artificial MusclesDocument13 pagesElectroactive Polymers As Artificial Musclesq12wertyNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Electroactive Polymers As Artificial Muscles - Reality and ChallengesDocument10 pagesElectroactive Polymers As Artificial Muscles - Reality and Challengesq12wertyNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- B2B Branding A Financial Burden For ShareholdersDocument8 pagesB2B Branding A Financial Burden For ShareholdersVinothNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- How Brand Portfolios Have Changed: A Study of Grocery Suppliers Brands From 1994 To 2004Document21 pagesHow Brand Portfolios Have Changed: A Study of Grocery Suppliers Brands From 1994 To 2004q12werty100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Marketization and The Recasting of The Professional SelfDocument38 pagesMarketization and The Recasting of The Professional Selfq12werty0% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Psychology of MusicDocument24 pagesPsychology of Musicq12wertyNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Paradox of Social Class and Sports InvolvementDocument13 pagesThe Paradox of Social Class and Sports Involvementq12werty100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Managing Co-Branding Strategies: Global Brands Into Local MarketsDocument8 pagesManaging Co-Branding Strategies: Global Brands Into Local Marketsq12wertyNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Strategic Corporate Social Responsibility As Global Brand InsuranceDocument8 pagesStrategic Corporate Social Responsibility As Global Brand Insuranceq12wertyNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- BOΤTLE LABELING MACHINEDocument4 pagesBOΤTLE LABELING MACHINEq12wertyNo ratings yet
- Turret Type Labeling Machine With Contoured Vacuum DrumDocument6 pagesTurret Type Labeling Machine With Contoured Vacuum Drumq12wertyNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Design and Synthesis of Metal-Organic Frameworks Using Metal-Organic Polyhedra As Supermolecular Building BlocksDocument19 pagesDesign and Synthesis of Metal-Organic Frameworks Using Metal-Organic Polyhedra As Supermolecular Building Blocksq12wertyNo ratings yet
- Using Molecular Simulation To Characterise Metal-Organic Frameworks For Adsorption ApplicationsDocument12 pagesUsing Molecular Simulation To Characterise Metal-Organic Frameworks For Adsorption Applicationsq12wertyNo ratings yet
- Bus Engines - YC-Europe GMBHDocument9 pagesBus Engines - YC-Europe GMBHsameh aboulsoudNo ratings yet
- Common Rail - EUI Catalog PDFDocument68 pagesCommon Rail - EUI Catalog PDFabdelrhmangbr86100% (4)
- Ammco 7000 - PL - 940941 - 00Document10 pagesAmmco 7000 - PL - 940941 - 00jmartinezmoNo ratings yet
- SG8R20 Shimano Hub ManualDocument24 pagesSG8R20 Shimano Hub ManualarationalactorNo ratings yet
- Section 1.0 Typical AMF PANEL Application WiringDocument2 pagesSection 1.0 Typical AMF PANEL Application WiringMAYUR GENSET100% (4)
- SL3000 - 113-General SpecificationDocument37 pagesSL3000 - 113-General SpecificationRadu IonutNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Faja de Tiempo Mitsubishi Montero 1998Document6 pagesFaja de Tiempo Mitsubishi Montero 1998Willian Jose Navarro ZepedaNo ratings yet
- BP Caspian Sea: Valves VALVES (MD-023)Document42 pagesBP Caspian Sea: Valves VALVES (MD-023)Brahim Letaief100% (1)
- Centrifugal Pumps: Installation and Use Performance RangeDocument4 pagesCentrifugal Pumps: Installation and Use Performance RangeRik StevenNo ratings yet
- Kyocera Fs-6900 Parts ManualDocument28 pagesKyocera Fs-6900 Parts ManualNic CowpeNo ratings yet
- Chiller Commissioning Checklist - SafetyCultureDocument6 pagesChiller Commissioning Checklist - SafetyCultureMaxmore Karumamupiyo100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Curtis TurbineDocument18 pagesCurtis TurbineDivya Prakash SrivastavaNo ratings yet
- SRT SRTB SRT-C PDFDocument3 pagesSRT SRTB SRT-C PDFKhaleel PashaNo ratings yet
- Kalmar DCE90-180 Diesel Specs 18 TON'Document12 pagesKalmar DCE90-180 Diesel Specs 18 TON'Raul0% (1)
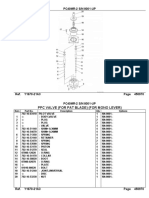
- PC40MR-2 S/N 8001-UP: PPC Valve (For Pat Blade) (For Mono Lever)Document1 pagePC40MR-2 S/N 8001-UP: PPC Valve (For Pat Blade) (For Mono Lever)Anonymous cS9UMvhBqNo ratings yet
- Lift 1Document27 pagesLift 1shelmi100% (1)
- BMW X6 2010 N63 4.4l - Torques de ApertoDocument16 pagesBMW X6 2010 N63 4.4l - Torques de ApertoBruno SantosNo ratings yet
- Model: Illustrated Spare Parts List FOR Overlook MachineDocument44 pagesModel: Illustrated Spare Parts List FOR Overlook MachineHector Rios100% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Brochure - VENTUS Compact - EN - Net - nm3Document13 pagesBrochure - VENTUS Compact - EN - Net - nm3Cristian TanasiNo ratings yet
- Ag 180ao MMM 000Document294 pagesAg 180ao MMM 000sergey62No ratings yet
- Manual QuadrupedeDocument6 pagesManual QuadrupedeLLEHCIMNo ratings yet
- Description and Operation: Component Maintenance ManualDocument12 pagesDescription and Operation: Component Maintenance ManualserdoukNo ratings yet
- PERKINS Genset MODELDocument96 pagesPERKINS Genset MODELGRAND SOLARNo ratings yet
- QuickServe Online - (3666087) B3.9, B4.5, B4.5 RGT, and B5.9 Service ManualDocument20 pagesQuickServe Online - (3666087) B3.9, B4.5, B4.5 RGT, and B5.9 Service ManualArief FadillaNo ratings yet
- Catalog PDFDocument24 pagesCatalog PDFSandraMendivizNo ratings yet
- FYP Presentation TemplateDocument20 pagesFYP Presentation TemplateAliNo ratings yet
- Dieselmax - 444 - I t3 Tcae 97Document4 pagesDieselmax - 444 - I t3 Tcae 97juanNo ratings yet
- VAIL 20 - PP: Pressure Relief ValvesDocument2 pagesVAIL 20 - PP: Pressure Relief ValvesSachin RamadasanNo ratings yet
- Blackmer Parts List PUMP MODELS: XRL1.25A, XL1.25A, XL1.5A XRLF1.25B, XLF1.25B, XLF1.5BDocument3 pagesBlackmer Parts List PUMP MODELS: XRL1.25A, XL1.25A, XL1.5A XRLF1.25B, XLF1.25B, XLF1.5Bdiego molanoNo ratings yet
- Literature ReviewDocument3 pagesLiterature ReviewHakim Abdul Rahim100% (1)
- Becky Lynch: The Man: Not Your Average Average GirlFrom EverandBecky Lynch: The Man: Not Your Average Average GirlRating: 4.5 out of 5 stars4.5/5 (15)
- Merle's Door: Lessons from a Freethinking DogFrom EverandMerle's Door: Lessons from a Freethinking DogRating: 4 out of 5 stars4/5 (326)