You might also like
- 2B Zelic ENG OKDocument14 pages2B Zelic ENG OKMAYANK KHANNA BTechNo ratings yet
- Microreactors - Portable Factories For Biodiesel Fuel ProductionDocument13 pagesMicroreactors - Portable Factories For Biodiesel Fuel ProductionachmadinNo ratings yet
- Catalysts 12 00717 v2Document31 pagesCatalysts 12 00717 v2Kiel JohnNo ratings yet
- Design and Control of Thermally Coupled Reactive Distillation Sequence For Biodiesel ProductionDocument12 pagesDesign and Control of Thermally Coupled Reactive Distillation Sequence For Biodiesel Productionali abdulrahman al-ezziNo ratings yet
- Process Industries:: Any Chemical Engineering Development That Leads To A SubstantiallyDocument16 pagesProcess Industries:: Any Chemical Engineering Development That Leads To A SubstantiallyVed PrakashNo ratings yet
- Ana RDC Paper Book NewDocument9 pagesAna RDC Paper Book NewChivanga BarrosNo ratings yet
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNo ratings yet
- Improved Biodiesel ManufactureDocument7 pagesImproved Biodiesel ManufactureCharles CivinelliNo ratings yet
- 8585 Ijmme IjensDocument9 pages8585 Ijmme IjensIttipon WorapunNo ratings yet
- An Intensified Reactive Separation Process For Bio-1-10Document10 pagesAn Intensified Reactive Separation Process For Bio-1-10klpiNo ratings yet
- Catalysts 07 00187Document29 pagesCatalysts 07 00187Jean Bosco VuningomaNo ratings yet
- 2016 likozar Transesterification of oil to biodiesel in a continuous tubular reactor with static mixers- Modelling reaction kinetics, mass transfer, scale-up and optimization considering fatty acid composition.pdfDocument11 pages2016 likozar Transesterification of oil to biodiesel in a continuous tubular reactor with static mixers- Modelling reaction kinetics, mass transfer, scale-up and optimization considering fatty acid composition.pdfTlaltenco FC PonyNo ratings yet
- Design and Fabrication of Low Cost Compact Biodiesel Production Plant PDFDocument8 pagesDesign and Fabrication of Low Cost Compact Biodiesel Production Plant PDFsree0% (1)
- Biodiesel Separation and Purification A ReviewDocument7 pagesBiodiesel Separation and Purification A ReviewKarla SotoNo ratings yet
- 2013 Optimization of Biodiesel ProductionDocument7 pages2013 Optimization of Biodiesel ProductionJ VNo ratings yet
- Assignment 4 Ekc 358Document5 pagesAssignment 4 Ekc 358Viveka RamuNo ratings yet
- Treatment of Petrochemical Industry Wastewater: A ReviewDocument29 pagesTreatment of Petrochemical Industry Wastewater: A ReviewRimeli RoychoudhuryNo ratings yet
- Pre PDFDocument38 pagesPre PDFChirag ThanviNo ratings yet
- Maleic Anhydride Production: Soran University Faculty of Engineering - Chemical DepartmentDocument8 pagesMaleic Anhydride Production: Soran University Faculty of Engineering - Chemical Departmentاحمد حمید کارسول عزیزNo ratings yet
- Method of Biofuel ProductionDocument6 pagesMethod of Biofuel ProductionJuan ParisNo ratings yet
- Energies 11 02845Document13 pagesEnergies 11 02845hariprasadr5199No ratings yet
- Varanda, Pinto, Martins - 2011 - Life Cycle Analysis of Biodiesel ProductionDocument8 pagesVaranda, Pinto, Martins - 2011 - Life Cycle Analysis of Biodiesel ProductionJalcamNo ratings yet
- 4sustainability Paper PDFDocument22 pages4sustainability Paper PDFChem---1EngrNo ratings yet
- Co So Thiet Ke MayDocument2 pagesCo So Thiet Ke MayHuỳnh Diễm QuyNo ratings yet
- Chemical Engineering Journal: Yong-Ming Dai, Jhong-Syuan Wu, Chiing-Chang Chen, Kung-Tung ChenDocument7 pagesChemical Engineering Journal: Yong-Ming Dai, Jhong-Syuan Wu, Chiing-Chang Chen, Kung-Tung ChenMaria SiahaanNo ratings yet
- Biofiltration of Volatile Organic Compounds (Vocs) - An OverviewDocument10 pagesBiofiltration of Volatile Organic Compounds (Vocs) - An OverviewbaanniiNo ratings yet
- Catalysts: Bio-Derived Catalysts: A Current Trend of Catalysts Used in Biodiesel ProductionDocument28 pagesCatalysts: Bio-Derived Catalysts: A Current Trend of Catalysts Used in Biodiesel ProductionEmmanuelNo ratings yet
- Upgrading of Waste Oils Into Transportation Fuels Using Hydrotreating TechnologiesDocument3 pagesUpgrading of Waste Oils Into Transportation Fuels Using Hydrotreating TechnologiesMarcelo MisutsuNo ratings yet
- Seminar Report 1Document15 pagesSeminar Report 1Jayanth TalkadNo ratings yet
- Energies 14 00437Document11 pagesEnergies 14 00437Amir SafikhaniNo ratings yet
- Biodiesel Production From Waste Frying Oil and Determination of Fuel PropertiesDocument5 pagesBiodiesel Production From Waste Frying Oil and Determination of Fuel PropertiesMáximo Décimo MeridioNo ratings yet
- Chapter 6 Process Intensification - NewDocument57 pagesChapter 6 Process Intensification - NewHOÀNG LÊ PHẠMNo ratings yet
- Esterification of Fatty Acids For Biodiesel in Thermally Coupled Distillation-Steady State Simulation StudyDocument4 pagesEsterification of Fatty Acids For Biodiesel in Thermally Coupled Distillation-Steady State Simulation Studyali abdulrahman al-ezziNo ratings yet
- Tóm tắt ứng dụng TaDocument2 pagesTóm tắt ứng dụng TaBui Ngo Que NghiNo ratings yet
- Biocatalysis - Key To Sustainable Industrial ChemistryDocument12 pagesBiocatalysis - Key To Sustainable Industrial ChemistryAntonio Carlos Flash BatistaNo ratings yet
- Ni Fe 2 PDFDocument18 pagesNi Fe 2 PDFprabhumaluNo ratings yet
- Reactive Distillation PaperDocument8 pagesReactive Distillation PaperMohamed AlkhiderNo ratings yet
- 1 s2.0 S0016236112002736 MainDocument9 pages1 s2.0 S0016236112002736 MainRiandy PutraNo ratings yet
- Micro ReactorDocument7 pagesMicro Reactorrr1819No ratings yet
- Accepted Manuscript: Chemical Engineering JournalDocument49 pagesAccepted Manuscript: Chemical Engineering JournalrijusainiNo ratings yet
- Biodiesel From Soybean Oil in Supercritical Methanol With Co-Solvent 2008Document5 pagesBiodiesel From Soybean Oil in Supercritical Methanol With Co-Solvent 2008Haris Nu'man AuliaNo ratings yet
- Jurnal Bioetanol MikroalgaDocument22 pagesJurnal Bioetanol MikroalgaAkuf Suradal WibisonoNo ratings yet
- Processes 2017, 5, 48 7 of 25Document6 pagesProcesses 2017, 5, 48 7 of 25Pablo Andres Oyarzun BustosNo ratings yet
- Electro-Catalysis System For Biodiesel Synthesis From Palm Oil Over Dielectric-Barrier Discharge Plasma ReactorDocument10 pagesElectro-Catalysis System For Biodiesel Synthesis From Palm Oil Over Dielectric-Barrier Discharge Plasma ReactorppnNo ratings yet
- ProyectoDocument4 pagesProyectoDavid AlejandroNo ratings yet
- Imp 2Document8 pagesImp 2Shivam PandyaNo ratings yet
- Green Chemistry Kimia FisikDocument16 pagesGreen Chemistry Kimia FisikRinaldi SatriaNo ratings yet
- Biodiesel: An Alternative To Conventional Fuel: Energy ProcediaDocument12 pagesBiodiesel: An Alternative To Conventional Fuel: Energy ProcediaAkash DeepNo ratings yet
- Tugas AnaDocument8 pagesTugas AnaSelviianaaNo ratings yet
- Chemical Engineering JournalDocument10 pagesChemical Engineering JournalbabithyNo ratings yet
- Fluidized Catalytic Cracking Unlocking The Power of Petroleum RefiningDocument8 pagesFluidized Catalytic Cracking Unlocking The Power of Petroleum Refiningnew discoveriesNo ratings yet
- Jurnal PenelitianDocument10 pagesJurnal PenelitianHelmi BaharNo ratings yet
- Pyrolytic Conversion of Waste Edible Oil Into Biofuel Using Sulphonated Modified AluminaDocument15 pagesPyrolytic Conversion of Waste Edible Oil Into Biofuel Using Sulphonated Modified AluminaMehuleeNo ratings yet
- Power Transmitting ElementsDocument2 pagesPower Transmitting ElementsLAMPASA JOSE ROGER JR.No ratings yet
- Case StudyDocument376 pagesCase StudyguillaumeEMNNo ratings yet
- Literature Review On Production of BiodieselDocument7 pagesLiterature Review On Production of Biodieselabhijith thankachanNo ratings yet
- Crudo 2016Document6 pagesCrudo 2016bcherejiNo ratings yet
- Process Intensification ReportDocument12 pagesProcess Intensification ReportSushma SusmitaNo ratings yet
- SSRN Id3897042 PDFDocument31 pagesSSRN Id3897042 PDFErwantoNo ratings yet
- Design Principles of Rigid and Flexible PavementsDocument66 pagesDesign Principles of Rigid and Flexible PavementsWycliffe otienoNo ratings yet
- Photo Luminescence of Surfaces and InterfacesDocument25 pagesPhoto Luminescence of Surfaces and InterfacesNick KellerNo ratings yet
- Experimental Techniques For Low Temperature Measurements PDFDocument2 pagesExperimental Techniques For Low Temperature Measurements PDFVanessaNo ratings yet
- Asme Ix Test 1Document8 pagesAsme Ix Test 1RedzuanNo ratings yet
- ASUS U47A Repair GuideDocument5 pagesASUS U47A Repair GuideCarlos ZarateNo ratings yet
- Pre Calculus MIdTermsDocument5 pagesPre Calculus MIdTermsLamette Austria Ayong0% (1)
- Ata 34 Navigation 2Document69 pagesAta 34 Navigation 2omarmasaquizaNo ratings yet
- 2010 Jan-01Document32 pages2010 Jan-01Shine PrabhakaranNo ratings yet
- Excel Formulas and Functions 2021-The Intermediate Level Step byDocument122 pagesExcel Formulas and Functions 2021-The Intermediate Level Step bymaolegu100% (3)
- Linux NFS and Automounter Administration (Craig Hunt Linux Library)Document0 pagesLinux NFS and Automounter Administration (Craig Hunt Linux Library)Bryan BowmanNo ratings yet
- JPSP - 2022 - 698Document10 pagesJPSP - 2022 - 698hifeztobgglNo ratings yet
- Ch-21 Runoff TrianglesDocument9 pagesCh-21 Runoff TrianglesIsha TachhekarNo ratings yet
- C V RamanDocument8 pagesC V RamanJayesh KomalwarNo ratings yet
- DLT Strand Jack Systems - 2.0 - 600 PDFDocument24 pagesDLT Strand Jack Systems - 2.0 - 600 PDFganda liftindoNo ratings yet
- Sample Paper III (Science) - Question PaperDocument21 pagesSample Paper III (Science) - Question Paperfathima MiranNo ratings yet
- Commissioning PFDC DriveDocument45 pagesCommissioning PFDC DriveFonoaudióloga Gisele RezendeNo ratings yet
- 15Document20 pages15Allen Rey YeclaNo ratings yet
- CATIA COMPOSER SYNC2 FLYER 2014 Draft2Document2 pagesCATIA COMPOSER SYNC2 FLYER 2014 Draft2타키비No ratings yet
- Betriebsanleitung SM-RI-X - Q-75 Rev2Document65 pagesBetriebsanleitung SM-RI-X - Q-75 Rev2ABDULSALAMNo ratings yet
- Knowage Suite Readthedocs Io en 7.4Document536 pagesKnowage Suite Readthedocs Io en 7.4Sergio Daniel Marambio NuñezNo ratings yet
- The Power of Human Connection Review 2Document81 pagesThe Power of Human Connection Review 2Tajam SoftNo ratings yet
- Detection of Repetitive Forex Chart PatternsDocument8 pagesDetection of Repetitive Forex Chart PatternsDwight ThothNo ratings yet
- Lexium 23 Plus - BCH0802O12A1CDocument4 pagesLexium 23 Plus - BCH0802O12A1Cagungch100% (1)
- WhiteLED1 8Document12 pagesWhiteLED1 8Smyle KatariaNo ratings yet
- Creative Computing v06 n12 1980 DecemberDocument232 pagesCreative Computing v06 n12 1980 Decemberdarkstar314No ratings yet
- Design of Circular ShaftDocument7 pagesDesign of Circular Shaftจอม อรรฐาเมศร์No ratings yet
- Signal Integrity Modeling and Measurement of TSV in 3D ICDocument4 pagesSignal Integrity Modeling and Measurement of TSV in 3D IC張志榮No ratings yet
- 16 - Bit RISC Processor Design For Convolution Application Using Verilog HDLDocument64 pages16 - Bit RISC Processor Design For Convolution Application Using Verilog HDLchandra sekhar100% (1)
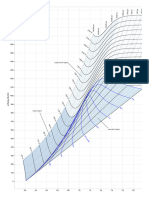
- Mollier Enthalpy Entropy Chart For Steam - US UnitsDocument1 pageMollier Enthalpy Entropy Chart For Steam - US Unitslin tongNo ratings yet
- Case StudyDocument4 pagesCase Studyadil rangoonNo ratings yet