You might also like
- Piping Spool Fabrication ProcedureDocument14 pagesPiping Spool Fabrication ProcedureMiky Andrean100% (6)
- Heat-Treatment of High Carbon Steel Wire - PatentingDocument4 pagesHeat-Treatment of High Carbon Steel Wire - Patentingعزت عبد المنعم100% (1)
- Overheated and Burnt SteelDocument10 pagesOverheated and Burnt SteelBhavikRawalNo ratings yet
- Ladle Nozzle Filling CompoundDocument2 pagesLadle Nozzle Filling CompoundRam Deo Awasthi75% (4)
- Instruction Manual-Turning RollersDocument13 pagesInstruction Manual-Turning RollersRomaldoNo ratings yet
- United States Patent (191: Merz Et A1. Date of PatentDocument13 pagesUnited States Patent (191: Merz Et A1. Date of Patentbonmarche28No ratings yet
- United States Patent 1191 1111 3,956,085: Haas (45) May 11, 1976Document4 pagesUnited States Patent 1191 1111 3,956,085: Haas (45) May 11, 1976Alejandro Saravia AlcócerNo ratings yet
- 1931 6834 1 SMDocument12 pages1931 6834 1 SMchpinto10% (1)
- Flash Butt WeldingDocument20 pagesFlash Butt WeldingRakesh SrivastavaNo ratings yet
- European Patent Specification: Steel - A Low Alloy High Strength CompositionDocument12 pagesEuropean Patent Specification: Steel - A Low Alloy High Strength CompositionDa DdeNo ratings yet
- New Welding Tubular Joint Used For JacketDocument6 pagesNew Welding Tubular Joint Used For JacketTien Hong DoNo ratings yet
- 6.study FullDocument8 pages6.study FullTJPRC PublicationsNo ratings yet
- Welding and Joining Process: Basic Concept of WeldingDocument7 pagesWelding and Joining Process: Basic Concept of WeldingNaresh kumarNo ratings yet
- United States Patent: Noveske (10) Patent N0.: (45) Date of PatentDocument9 pagesUnited States Patent: Noveske (10) Patent N0.: (45) Date of Patentduffy5555No ratings yet
- Principles of WeldingDocument13 pagesPrinciples of WeldingMadhurimaMitraNo ratings yet
- AMT-Forming (Compatibility Mode)Document15 pagesAMT-Forming (Compatibility Mode)Abdulhmeed MutalatNo ratings yet
- Method of Ladle Steelmaking and Product Produced Thereby - A. Finkl & Sons CoDocument9 pagesMethod of Ladle Steelmaking and Product Produced Thereby - A. Finkl & Sons ComanikannanNo ratings yet
- Shot PeeningDocument11 pagesShot Peeningdnageshm4n244No ratings yet
- A Study of The Scale Structure of Hot-Rolled SteelStrip by Simulated Coiling and CoolingDocument22 pagesA Study of The Scale Structure of Hot-Rolled SteelStrip by Simulated Coiling and CoolingbraneworldNo ratings yet
- Centrifugal Casting (8-20)Document20 pagesCentrifugal Casting (8-20)Rabindra DashNo ratings yet
- THE EFFECTS OF STEEL MILL PRACTICE ON PIPE AND TUBE MAKING-nichols PDFDocument13 pagesTHE EFFECTS OF STEEL MILL PRACTICE ON PIPE AND TUBE MAKING-nichols PDFAntonioNo ratings yet
- R 02 Danieli Corus - Blast Furnace Cast HouseDocument11 pagesR 02 Danieli Corus - Blast Furnace Cast HouseSaptarshi SenguptaNo ratings yet
- Advantages of ForgingDocument14 pagesAdvantages of Forgingrehan RNNo ratings yet
- Continuous Casting PracticesDocument5 pagesContinuous Casting Practicesbhauvik0% (1)
- Journal of Materials Processing TechnologyDocument8 pagesJournal of Materials Processing TechnologyHARIMETLYNo ratings yet
- Cs Project ReportDocument24 pagesCs Project Reportharika mandadapuNo ratings yet
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- Presentation Chp30 2Document31 pagesPresentation Chp30 2azemmmNo ratings yet
- Heat Plat ApplicationDocument6 pagesHeat Plat ApplicationJDC - Export ManagerNo ratings yet
- Steel Esr CernDocument11 pagesSteel Esr Cernfarchipmm58No ratings yet
- Determination of Necessary Preheating Temperature in Steel WeldingDocument7 pagesDetermination of Necessary Preheating Temperature in Steel WeldingKelvin LabarezNo ratings yet
- Welding by Roop Lal RanaDocument21 pagesWelding by Roop Lal Ranaanmolmahajan1234No ratings yet
- Tailormade Course For Bhel - J&K Trainees (Tech)Document5 pagesTailormade Course For Bhel - J&K Trainees (Tech)Yuvaraj ChinthNo ratings yet
- BS 4449 PDFDocument20 pagesBS 4449 PDFAnonymous 8Lfqtc100% (1)
- Principles of WeldingDocument19 pagesPrinciples of WeldingAekJayNo ratings yet
- Niobium Microalloyed Cold Heading Steel Wire Rods Without Heat Treatment For Fastener ApplicationsDocument7 pagesNiobium Microalloyed Cold Heading Steel Wire Rods Without Heat Treatment For Fastener Applicationsnvc_vishwanathanNo ratings yet
- United States Patent 1191: Suzi, Gallo, Turin, My Foreign Patent DocumentsDocument3 pagesUnited States Patent 1191: Suzi, Gallo, Turin, My Foreign Patent DocumentsAbhinav BhargavNo ratings yet
- Friction Stir Welding of SteelDocument4 pagesFriction Stir Welding of SteelInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Laboratory 5Document10 pagesLaboratory 5Andy BirdieNo ratings yet
- Metal Mould-Casting Processes: Unit Iv Moulding ProcessesDocument26 pagesMetal Mould-Casting Processes: Unit Iv Moulding ProcessesMr. T. Anjaneyulu Mr. T. AnjaneyuluNo ratings yet
- Metal Casting Technology: Digital Assignment 2Document11 pagesMetal Casting Technology: Digital Assignment 2Sanket GandhiNo ratings yet
- Billets ProcessDocument5 pagesBillets ProcessWewey NuestroNo ratings yet
- Heat Treatment of SteelDocument7 pagesHeat Treatment of SteelmaadNo ratings yet
- US Patent For Dredger Teeth MaterialDocument6 pagesUS Patent For Dredger Teeth MaterialathiyanindyaNo ratings yet
- Key Words: Primary Steelmaking, Ladle Metallurgy, Ingot Casting, Continuous Casting ConceptDocument4 pagesKey Words: Primary Steelmaking, Ladle Metallurgy, Ingot Casting, Continuous Casting ConceptAbhijeet BhagavatulaNo ratings yet
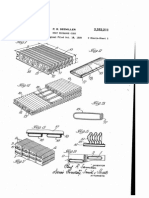
- Uzi/M6417, M 71 W75': Aug. 12, 1941-P. R. SeemillerDocument7 pagesUzi/M6417, M 71 W75': Aug. 12, 1941-P. R. SeemillerRadnumNo ratings yet
- United States Patent (19) : (73) Assignee: NKK Corporation, Tokyo, JapanDocument7 pagesUnited States Patent (19) : (73) Assignee: NKK Corporation, Tokyo, JapanErin GokNo ratings yet
- Metal ForgingDocument17 pagesMetal ForgingcemekaobiNo ratings yet
- Effects of The Casting Temperature On Microstructure and Mechanical Properties of The Squeeze-Cast Al-Zn-Mg-Cu AlloyDocument4 pagesEffects of The Casting Temperature On Microstructure and Mechanical Properties of The Squeeze-Cast Al-Zn-Mg-Cu AlloyDhanashekar ManickamNo ratings yet
- 2001 - Casting of Aluminum Alloy Ingots For Thixoforming Using A Cooling SlopeDocument4 pages2001 - Casting of Aluminum Alloy Ingots For Thixoforming Using A Cooling SlopeSpandana AchantaNo ratings yet
- Continuous Casting and Mould Level ControlDocument15 pagesContinuous Casting and Mould Level Controlsalvador2meNo ratings yet
- 4 Harden AbilityDocument12 pages4 Harden AbilityFadlin QisthiNo ratings yet
- THE Working of Steel: Page V Preface To Second EditionDocument207 pagesTHE Working of Steel: Page V Preface To Second EditionGutenberg.org100% (2)
- Brazing and Soldering 1.0 Basics of Brazing and SolderingDocument4 pagesBrazing and Soldering 1.0 Basics of Brazing and SolderingDhananjay ParasharNo ratings yet
- Final Metal CastingDocument38 pagesFinal Metal CastingishanNo ratings yet
- Study of Forging Process Equipemnts-Practical-3Document12 pagesStudy of Forging Process Equipemnts-Practical-3prashantNo ratings yet
- Metallography of Welds - ASM International PDFDocument5 pagesMetallography of Welds - ASM International PDFJoseph Alexander BorgNo ratings yet
- Exothermic Welding: HistoryDocument3 pagesExothermic Welding: HistoryPratap VeerNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Sexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicFrom EverandSexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicNo ratings yet
- Us 3292539Document3 pagesUs 3292539dgfhjsdg hfsdhyjNo ratings yet
- Us 5610365Document5 pagesUs 5610365dgfhjsdg hfsdhyjNo ratings yet
- Ulllted States Patent (19) (11) Patent Number: 6,038,955: 2 I J J E '7" OperationDocument4 pagesUlllted States Patent (19) (11) Patent Number: 6,038,955: 2 I J J E '7" Operationdgfhjsdg hfsdhyjNo ratings yet
- Us 6019217Document5 pagesUs 6019217dgfhjsdg hfsdhyjNo ratings yet
- Us 3345945Document3 pagesUs 3345945dgfhjsdg hfsdhyjNo ratings yet
- Us 7025165Document5 pagesUs 7025165dgfhjsdg hfsdhyjNo ratings yet
- Us 6131519Document4 pagesUs 6131519dgfhjsdg hfsdhyjNo ratings yet
- Us 1530692Document2 pagesUs 1530692dgfhjsdg hfsdhyjNo ratings yet
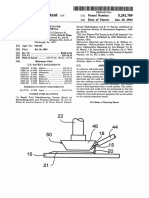
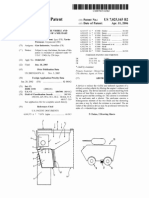
- Unlted States Patent (10) Patent N0.2 US 8,291,806 B2Document12 pagesUnlted States Patent (10) Patent N0.2 US 8,291,806 B2dgfhjsdg hfsdhyjNo ratings yet
- Aazzzs 2112291252:: Ulllted States Patent (19) (11) Patent Number: 6,048,379Document45 pagesAazzzs 2112291252:: Ulllted States Patent (19) (11) Patent Number: 6,048,379dgfhjsdg hfsdhyjNo ratings yet
- STP780 Eb.1415051 1 PDFDocument191 pagesSTP780 Eb.1415051 1 PDFhayderlin navaNo ratings yet
- The Power HandbookDocument96 pagesThe Power HandbookVictor HaraujoNo ratings yet
- Adhesive Transfer Tapes With Adhesive 300Document6 pagesAdhesive Transfer Tapes With Adhesive 300Tommy JonceNo ratings yet
- Geberit HDPE Catalogue Installation 2014Document120 pagesGeberit HDPE Catalogue Installation 2014Patricio AcuñaNo ratings yet
- Chapter 5 - Water Pollution. English VersionDocument11 pagesChapter 5 - Water Pollution. English VersionBijay MridhaNo ratings yet
- Plantation of Teak WoodsDocument11 pagesPlantation of Teak WoodsTochi Krishna AbhishekNo ratings yet
- PHARMACEUTICAL PRODUCT DEVELOPMENT INC 10-K (Annual Reports) 2009-02-24Document156 pagesPHARMACEUTICAL PRODUCT DEVELOPMENT INC 10-K (Annual Reports) 2009-02-24http://secwatch.com100% (2)
- Metronidazole AssyDocument2 pagesMetronidazole AssysaiNo ratings yet
- Fl4274en MKDocument2 pagesFl4274en MKbichojausenNo ratings yet
- HydrogenationDocument18 pagesHydrogenationSpandana ReddyNo ratings yet
- Flexonyl Blue WF 153Document2 pagesFlexonyl Blue WF 153Leandro EsvizaNo ratings yet
- Cat Delta ConectoresDocument90 pagesCat Delta ConectoresArgenis TRNo ratings yet
- INTRODUCTION TO ORGANIC CHEMISTRY XXXDocument6 pagesINTRODUCTION TO ORGANIC CHEMISTRY XXXadritaNo ratings yet
- Assal's PatentsDocument11 pagesAssal's PatentsAnwar AssalNo ratings yet
- Grundfosliterature 5235678Document104 pagesGrundfosliterature 5235678Adriana SandruNo ratings yet
- Tilapia Production Using Biofloc TechnologyDocument3 pagesTilapia Production Using Biofloc TechnologyYousaf JamalNo ratings yet
- ActionTypes LookupDocument2 pagesActionTypes LookupRohitKumarNo ratings yet
- Design SedimentPonds PDFDocument17 pagesDesign SedimentPonds PDFkalaiNo ratings yet
- JBM A 31162 PDFDocument9 pagesJBM A 31162 PDFAndrew makramNo ratings yet
- ADECO English PDFDocument28 pagesADECO English PDFpabulumzengNo ratings yet
- Zeta Plus™ A Series Filters - (316.6 K)Document4 pagesZeta Plus™ A Series Filters - (316.6 K)georgadam1983No ratings yet
- NETAFIM Drip Irrigation System HandbookDocument96 pagesNETAFIM Drip Irrigation System HandbookCarlos Rovello GandoNo ratings yet
- Wastewater Treatment Final ReportDocument247 pagesWastewater Treatment Final Reporthiyogs0% (1)
- Application of Ion Exchange Processes For The Treatment of Radioactive Waste....Document124 pagesApplication of Ion Exchange Processes For The Treatment of Radioactive Waste....Nguyen DungNo ratings yet
- DS59 - (1980) Evaluations of The Elevated Temperature Tensilde and Creep-Rupture Properties of 12 To 27 Percent Chromium Steels PDFDocument338 pagesDS59 - (1980) Evaluations of The Elevated Temperature Tensilde and Creep-Rupture Properties of 12 To 27 Percent Chromium Steels PDFJacques StrappeNo ratings yet
- Caradol Sa36 23Document2 pagesCaradol Sa36 23AL NDOYENo ratings yet
- f1 Series Fluid Mechanics Data Sheets Web PDFDocument15 pagesf1 Series Fluid Mechanics Data Sheets Web PDFAtheerAlmosawi0% (1)