You might also like
- Applications of Ladder DiagramsDocument16 pagesApplications of Ladder DiagramsSundar SivamNo ratings yet
- Organisational ChangeDocument209 pagesOrganisational ChangeSasirekha89% (27)
- Rapid Prototyping Using 3-D WeldingDocument11 pagesRapid Prototyping Using 3-D WeldingSundar SivamNo ratings yet
- Sheetmetal FormingDocument158 pagesSheetmetal FormingSundar SivamNo ratings yet
- Mechanical Properties of Laser Welded Dual-Phase Steel JointsDocument117 pagesMechanical Properties of Laser Welded Dual-Phase Steel JointsSundar SivamNo ratings yet
- BustionDocument31 pagesBustionSundar SivamNo ratings yet
- 1Document27 pages1Sundar SivamNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Solomon B MS - C3 EdexcelDocument4 pagesSolomon B MS - C3 EdexcelThamina AktherNo ratings yet
- Ultrasonic Testing-Includes Shear Wave PDFDocument36 pagesUltrasonic Testing-Includes Shear Wave PDFcutefrenzyNo ratings yet
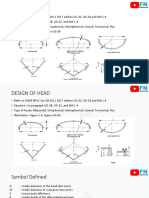
- Design of Formed VesselDocument16 pagesDesign of Formed VesselTito FebriantoNo ratings yet
- JEE Class Companion Physics: Module-2Document7 pagesJEE Class Companion Physics: Module-2neoisonlyoneNo ratings yet
- Strategies For Administrative Reform: Yehezkel DrorDocument17 pagesStrategies For Administrative Reform: Yehezkel DrorNahidul IslamNo ratings yet
- SQL StatesDocument53 pagesSQL StatesSuriya PrakashNo ratings yet
- Combo Wave ManualDocument6 pagesCombo Wave ManualHankStoranNo ratings yet
- Integration Quiz Practice KeyDocument2 pagesIntegration Quiz Practice KeyJimmyNo ratings yet
- Express LibraryDocument24 pagesExpress LibraryPrakhar SikarwarNo ratings yet
- Prediction of Fatigue Failure in A Camshaft Using The Crack MethodDocument9 pagesPrediction of Fatigue Failure in A Camshaft Using The Crack MethodDiego PovedaNo ratings yet
- Civil Engineering Design - 2021 - Schlicke - Calculation of Maximum Crack Width For Practical Design of Reinforced ConcreteDocument17 pagesCivil Engineering Design - 2021 - Schlicke - Calculation of Maximum Crack Width For Practical Design of Reinforced Concretedmt7nzztcmNo ratings yet
- 2015-TamMetin SMAS TutgunUnal DenizDocument21 pages2015-TamMetin SMAS TutgunUnal DenizRonald AlmagroNo ratings yet
- Engineering Economy 3Document37 pagesEngineering Economy 3Steven SengNo ratings yet
- 100 Quant FactsDocument8 pages100 Quant FactsCharlie GoyalNo ratings yet
- Contemporary Business Mathematics Canadian 11th Edition Hummelbrunner Test Bank 1Document63 pagesContemporary Business Mathematics Canadian 11th Edition Hummelbrunner Test Bank 1jonathan100% (39)
- P3 Mock PaperDocument10 pagesP3 Mock PaperRahyan AshrafNo ratings yet
- Data-Driven Analytics For Reliability in The Buildings-To-Grid Integrated System Framework A Systematic Text-Mining-Assisted Literature Review and Trend AnalysisDocument25 pagesData-Driven Analytics For Reliability in The Buildings-To-Grid Integrated System Framework A Systematic Text-Mining-Assisted Literature Review and Trend Analysisr.durgameenaNo ratings yet
- Carreon WS06Document4 pagesCarreon WS06Keneth CarreonNo ratings yet
- Elasticity & Oscillations: Ut Tension, Sic Vis As Extension, So Force. Extension Is Directly Proportional To ForceDocument11 pagesElasticity & Oscillations: Ut Tension, Sic Vis As Extension, So Force. Extension Is Directly Proportional To ForceJustin Paul VallinanNo ratings yet
- Extraction and Leaching 93851 - 14 ADocument18 pagesExtraction and Leaching 93851 - 14 Aakarcz6731No ratings yet
- Adelia Salsabila-Assign-5 2Document10 pagesAdelia Salsabila-Assign-5 2Adelia SalsabilaNo ratings yet
- Summay Chapter 6 and 8 (Paul Goodwin and George Wright)Document10 pagesSummay Chapter 6 and 8 (Paul Goodwin and George Wright)Zulkifli SaidNo ratings yet
- Two Way Slab Design Excel SheetDocument11 pagesTwo Way Slab Design Excel Sheetkshitj100% (1)
- Sachi Nandan Mohanty, Pabitra Kumar Tripathy - Data Structure and Algorithms Using C++ - A Practical Implementation-Wiley-Scrivener (2021)Document403 pagesSachi Nandan Mohanty, Pabitra Kumar Tripathy - Data Structure and Algorithms Using C++ - A Practical Implementation-Wiley-Scrivener (2021)Mia ShopNo ratings yet
- Cse PDFDocument33 pagesCse PDFSha Nkar JavleNo ratings yet
- LG2 CryptographyDocument19 pagesLG2 CryptographyDr Patrick CernaNo ratings yet
- Quantum Games and Quantum StrategiesDocument4 pagesQuantum Games and Quantum StrategiesReyna RamirezNo ratings yet
- Manual de Mathcad 14 en Español PDFDocument410 pagesManual de Mathcad 14 en Español PDFalejandro_baro419No ratings yet
- FreeRTOS - TasksDocument31 pagesFreeRTOS - TasksMani Kandan KNo ratings yet
- The Use of Gis in The Morphometrical of Ceahlau Mountain AnalysisDocument2 pagesThe Use of Gis in The Morphometrical of Ceahlau Mountain AnalysisLaurentiu Badescu100% (1)