You might also like
- en 3706Document22 pagesen 3706Thanh XuanNo ratings yet
- Technical Spec Equipment Food 23-07-2021Document184 pagesTechnical Spec Equipment Food 23-07-2021Subhra AddisNo ratings yet
- 5l Glass FermenterDocument17 pages5l Glass FermenterRobert Jahirzinho Machaca MamaniNo ratings yet
- En Sofraden Blades Mixer Mib-MicDocument4 pagesEn Sofraden Blades Mixer Mib-MicreyesdavidNo ratings yet
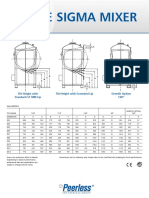
- Sigma MixerDocument2 pagesSigma Mixermmk111No ratings yet
- Ms 304 / Fall 2007 / The Project Manufacturing An Industrial Machine: Telling The Untold Story Version 1.0 AlphaDocument107 pagesMs 304 / Fall 2007 / The Project Manufacturing An Industrial Machine: Telling The Untold Story Version 1.0 AlphaHAKAN100% (2)
- Report IQ GV Line 2 (Ongoing)Document13 pagesReport IQ GV Line 2 (Ongoing)Anthony ProdeniantaNo ratings yet
- PL Ba 111 2400 00003Document21 pagesPL Ba 111 2400 00003السماني احمدNo ratings yet
- GEA Atlas Pilot Freeze Drying PlantDocument2 pagesGEA Atlas Pilot Freeze Drying PlantCordero Julio100% (1)
- As 2913-2000 Evaporative Air-Conditioning EquipmentDocument7 pagesAs 2913-2000 Evaporative Air-Conditioning EquipmentSAI Global - APACNo ratings yet
- 1 - Niro Standard 6.01 PDFDocument10 pages1 - Niro Standard 6.01 PDFJignesh PandyaNo ratings yet
- ViscosityDocument7 pagesViscositykiran2381No ratings yet
- Hi Shear GranulatorDocument1 pageHi Shear GranulatoreddyteranvacaNo ratings yet
- 10.1201 9780429055133 Previewpdf PDFDocument102 pages10.1201 9780429055133 Previewpdf PDFPipee AndreesNo ratings yet
- Cooling Pipes CalculationDocument2 pagesCooling Pipes CalculationDedi KartiwaNo ratings yet
- Features: Shanghai Lapar Control Valve Co., Ltd. Page 1 of 3 Shanghai Xianshun Machinery Co., LTDDocument3 pagesFeatures: Shanghai Lapar Control Valve Co., Ltd. Page 1 of 3 Shanghai Xianshun Machinery Co., LTDUmar MuhammadNo ratings yet
- Gea - STD Single Use Cip Sys - CipdDocument6 pagesGea - STD Single Use Cip Sys - CipdTBNo ratings yet
- Spray Dryer Machine Manufacturer - Freeze Dryer Machine Manufacturer and SupplierDocument5 pagesSpray Dryer Machine Manufacturer - Freeze Dryer Machine Manufacturer and SupplierLabultima processNo ratings yet
- Stirred Bioreactor Engineering For Production Scale Part 1Document15 pagesStirred Bioreactor Engineering For Production Scale Part 1Venkata Suryanarayana GorleNo ratings yet
- 3-A Symbol Holders List - October 20, 2010: 3-A Standard Company Name Auth # City Stateorprovinc CountryDocument29 pages3-A Symbol Holders List - October 20, 2010: 3-A Standard Company Name Auth # City Stateorprovinc Countryhugo737977No ratings yet
- Process Description of Powdered Orange JuiceDocument18 pagesProcess Description of Powdered Orange JuiceAjith RajapakshaNo ratings yet
- Bag DumpDocument2 pagesBag DumpalirizalNo ratings yet
- Magnetkupplungen, Rührwerksantriebe Für Chemische Reaktoren: BMD Und Cyclone: Absolut Dicht, Sicher Und ZuverlässigDocument8 pagesMagnetkupplungen, Rührwerksantriebe Für Chemische Reaktoren: BMD Und Cyclone: Absolut Dicht, Sicher Und ZuverlässigJohn HaasNo ratings yet
- IBC BlenderDocument2 pagesIBC Blendermmk111No ratings yet
- NETZSCH Steam Jet Mill S-Jet eDocument20 pagesNETZSCH Steam Jet Mill S-Jet ejojibaNo ratings yet
- Atomisation Technologies Used in - Spray Drying in The Dairy Industry - A ReviewDocument52 pagesAtomisation Technologies Used in - Spray Drying in The Dairy Industry - A ReviewTien Din TranNo ratings yet
- SYMTEC ADMIX AllProdBrochureDocument20 pagesSYMTEC ADMIX AllProdBrochureRodolfo RuaroNo ratings yet
- U Shape Straw Packing MachineDocument2 pagesU Shape Straw Packing Machinekhaled aymanNo ratings yet
- Shell and Tube Heat Exchanger DesignDocument66 pagesShell and Tube Heat Exchanger DesignOmkar SutarNo ratings yet
- NETZSCH General BrochureDocument19 pagesNETZSCH General BrochureAnonymous T7zEN6iLHNo ratings yet
- SANOVO Spray Drying - BoxDocument5 pagesSANOVO Spray Drying - BoxCornelius Toni KuswandiNo ratings yet
- GEA Niro Pharma SDDocument16 pagesGEA Niro Pharma SDchien_yu_leeNo ratings yet
- Application Guide - Spray DryingDocument4 pagesApplication Guide - Spray DryingHassan FarazNo ratings yet
- Instructions Design Laboratory Production Animal Vaccine Cell CultureDocument56 pagesInstructions Design Laboratory Production Animal Vaccine Cell CultureRasu KuttyNo ratings yet
- Cam and Groove - 2017Document68 pagesCam and Groove - 2017Bánh Cuốn Tôm ThịtNo ratings yet
- FlatPlate Hydronic HeatExchanger UsaDocument28 pagesFlatPlate Hydronic HeatExchanger Usasas999333100% (1)
- Fluidized Bed Dryers-Clean RoomDocument4 pagesFluidized Bed Dryers-Clean RoomSaleem Basha100% (1)
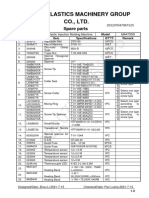
- Haitian Plastics Machinery Group CO., LTD.: Spare PartsDocument529 pagesHaitian Plastics Machinery Group CO., LTD.: Spare PartshaisamnagyNo ratings yet
- Spray Dryer ProblemDocument2 pagesSpray Dryer Problemaravind1997murali0% (2)
- Spray DryerDocument10 pagesSpray DryerRana MubasherNo ratings yet
- Agglomeration During Spray Drying Physical and Rehydration Properties of Whole Milk PDFDocument35 pagesAgglomeration During Spray Drying Physical and Rehydration Properties of Whole Milk PDFmarmaduke32No ratings yet
- Spray Dryers Drynetics Brochure 2012 05 en Tcm11 29468Document4 pagesSpray Dryers Drynetics Brochure 2012 05 en Tcm11 29468qaiser khanNo ratings yet
- Code of Practice FOR Sales and Engineering Process Plants and EquipmentDocument3 pagesCode of Practice FOR Sales and Engineering Process Plants and EquipmentparapencarituhanNo ratings yet
- Mixer and Agitators Operational and Maintenance ManualsDocument7 pagesMixer and Agitators Operational and Maintenance ManualsHenok TeshomeNo ratings yet
- Engineering Polymers: The Top Ten' Moulding Problems: Chapter 1. Moisture in The GranulesDocument30 pagesEngineering Polymers: The Top Ten' Moulding Problems: Chapter 1. Moisture in The GranulesMamdouh MasoudNo ratings yet
- PT007-OEM-FRM07 01 05.13 - Intervention Maintenance ReportDocument1 pagePT007-OEM-FRM07 01 05.13 - Intervention Maintenance Reportmarcu1984No ratings yet
- Process Optimization and The Influence On The Different Drying Processes PDFDocument19 pagesProcess Optimization and The Influence On The Different Drying Processes PDFsatishNo ratings yet
- RHJ-A - 200L Vacuum Emulsifying MachineDocument26 pagesRHJ-A - 200L Vacuum Emulsifying MachineFredy MendocillaNo ratings yet
- Homo Mixer, View Homo Mixer, Ding Xin Product Details From Wuhan Dingxin Mechanical & Electric Equipment Co., Ltd. On Alibaba PDFDocument5 pagesHomo Mixer, View Homo Mixer, Ding Xin Product Details From Wuhan Dingxin Mechanical & Electric Equipment Co., Ltd. On Alibaba PDFtahera aqeelNo ratings yet
- CLIMAVENETA Chiller Technical DataDocument4 pagesCLIMAVENETA Chiller Technical DataRohit SahNo ratings yet
- FP Martin ElevadoresDocument19 pagesFP Martin ElevadoresGuilherme AlmeidaNo ratings yet
- DFZK FU19210 Hammer Mill enDocument6 pagesDFZK FU19210 Hammer Mill enAntonNo ratings yet
- NETZSCH - Food Applications - EDocument24 pagesNETZSCH - Food Applications - ETien Din Tran100% (1)
- Asphalt: Testing EquipmentsDocument14 pagesAsphalt: Testing EquipmentsMorched TounsiNo ratings yet
- Datasheet GMP Assembly enDocument4 pagesDatasheet GMP Assembly enMahdi HajizadehNo ratings yet
- Gea Niro M: MOBILE MINOR™ Spray DryerDocument6 pagesGea Niro M: MOBILE MINOR™ Spray DryerCh Foo0% (1)
- DPP-115 Blister Packing MachineDocument22 pagesDPP-115 Blister Packing MachineChristian SmithNo ratings yet
- Raw Material HopperDocument9 pagesRaw Material HopperUditha AnuruddthaNo ratings yet
- DPP-90R ManualDocument14 pagesDPP-90R Manualgabriel martinezNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- 03-CircO2 Previous Control Nitric OxideDocument17 pages03-CircO2 Previous Control Nitric OxideVic SpeaksNo ratings yet
- Final ExamDocument5 pagesFinal Examirtiza200No ratings yet
- Our School Broke Up For The Winter VacationsDocument7 pagesOur School Broke Up For The Winter VacationsprinceNo ratings yet
- The Beginningof The Church.R.E.brownDocument4 pagesThe Beginningof The Church.R.E.brownnoquierodarinforNo ratings yet
- Exercises PDFDocument39 pagesExercises PDF910220No ratings yet
- Essay, How Microscopes Have Contributed To Our Understanding of Living OrganismsDocument2 pagesEssay, How Microscopes Have Contributed To Our Understanding of Living Organismslinanqikiki82% (11)
- Jamir, Dewan R. EMGT Field Project Part 1Document116 pagesJamir, Dewan R. EMGT Field Project Part 1fucker66No ratings yet
- TM 55 1520 236 23P 1Document843 pagesTM 55 1520 236 23P 1Tod A. Wulff100% (1)
- INERT-SIEX 200-300 IG-100: Design ManualDocument54 pagesINERT-SIEX 200-300 IG-100: Design ManualSaleh Mohamed0% (1)
- Atomic Structure RevisionDocument4 pagesAtomic Structure RevisioncvNo ratings yet
- The Singapore Engineer - September 2018 IssueDocument27 pagesThe Singapore Engineer - September 2018 Issuekrpt0tytNo ratings yet
- HOconsDocument14 pagesHOconsMax PradoNo ratings yet
- SN3308 Installation Manual Rev J PDFDocument132 pagesSN3308 Installation Manual Rev J PDFsav33No ratings yet
- Standard Evaluation System For RiceDocument62 pagesStandard Evaluation System For RiceIRRI_resources90% (10)
- Aldehyde Keto. Ncert Book PDFDocument32 pagesAldehyde Keto. Ncert Book PDFAshraf KhanNo ratings yet
- C8 Flyer 2021 Flyer 1Document7 pagesC8 Flyer 2021 Flyer 1SANKET MATHURNo ratings yet
- Chapter 1 - Physical Properties of Liquid PDFDocument43 pagesChapter 1 - Physical Properties of Liquid PDFrohit sharmaNo ratings yet
- Lesson Plan 3Document3 pagesLesson Plan 3api-547884261No ratings yet
- Broadway CafeDocument13 pagesBroadway CafeIoana Taon100% (1)
- "Automatic Tyre Pressure Inflation System": Bachelor of TechnologyDocument41 pages"Automatic Tyre Pressure Inflation System": Bachelor of Technologymd washiqeNo ratings yet
- Astm D6321-98-2004Document3 pagesAstm D6321-98-2004Thyagu LingamurthyNo ratings yet
- Namma Kalvi 12th English Slow Learners Study MaterialDocument28 pagesNamma Kalvi 12th English Slow Learners Study MaterialSTANLEY RAYEN100% (1)
- Elementary Graph Theory: Robin Truax March 2020Document15 pagesElementary Graph Theory: Robin Truax March 2020Jefferson WidodoNo ratings yet
- Previous Years Questions (2020-1983) Segment-Wise: Ordinary Differential EquationsDocument16 pagesPrevious Years Questions (2020-1983) Segment-Wise: Ordinary Differential EquationsAniket bhaiNo ratings yet
- Aakash Zoology Study Package 3 SolutionsssssssDocument104 pagesAakash Zoology Study Package 3 SolutionsssssssRishika PaulNo ratings yet
- HVT DS HAEFELY RIC 422 Reference Impulse Calibrator V2004Document4 pagesHVT DS HAEFELY RIC 422 Reference Impulse Calibrator V2004leivajNo ratings yet
- NCERT Class 7 English Part 1 PDFDocument157 pagesNCERT Class 7 English Part 1 PDFVvs SadanNo ratings yet
- CHAPTER 48 - Skin Integrity & Wound CareDocument3 pagesCHAPTER 48 - Skin Integrity & Wound CareANo ratings yet
- Class VII Half Yearly Maths, M.junaidDocument4 pagesClass VII Half Yearly Maths, M.junaidmohd junaidNo ratings yet
- Agriculture Budget 2013-14Document33 pagesAgriculture Budget 2013-14Ajay LimbasiyaNo ratings yet