You might also like
- History, Advantages & Applications of Pressure Seals: What Are Pressure Seals, and How Do They Work?Document2 pagesHistory, Advantages & Applications of Pressure Seals: What Are Pressure Seals, and How Do They Work?JEGANATHANNo ratings yet
- Fastener PDFDocument12 pagesFastener PDFdiegomilitojNo ratings yet
- API Flange 6A VersionDocument1 pageAPI Flange 6A Versiongazwang478No ratings yet
- Effect of Boron PDFDocument8 pagesEffect of Boron PDFKishan krNo ratings yet
- Hammer Drive ScrewDocument1 pageHammer Drive ScrewNisa BN QANo ratings yet
- Corrosion Testing and MeasurementsDocument9 pagesCorrosion Testing and MeasurementsVaish NaviNo ratings yet
- Ti SPC Ohe Fasteners 0120 PDFDocument31 pagesTi SPC Ohe Fasteners 0120 PDFCounter RoverNo ratings yet
- Fastener and Screw Torque DesignDocument6 pagesFastener and Screw Torque DesignjigneshNo ratings yet
- Fasteners Volume & Price DetailsDocument8 pagesFasteners Volume & Price DetailsmshNo ratings yet
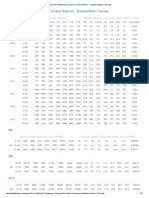
- Pre-Load and Tightening Torques For Steel Fasteners - Standard Metric ThreadsDocument3 pagesPre-Load and Tightening Torques For Steel Fasteners - Standard Metric ThreadsmukeshkumarjNo ratings yet
- 12 Point Flange ScrewsDocument1 page12 Point Flange ScrewsstugwynneNo ratings yet
- Microindentation Hardness of Materials: Standard Test Method ForDocument28 pagesMicroindentation Hardness of Materials: Standard Test Method ForSarvesh MishraNo ratings yet
- Comparison of Anti-Loosening Characteristics of Various M14 Threaded FastenersDocument8 pagesComparison of Anti-Loosening Characteristics of Various M14 Threaded Fastenerssoumyajit dasNo ratings yet
- Metric Screw Dimensions ISO Fasteners PDFDocument2 pagesMetric Screw Dimensions ISO Fasteners PDFHarshal JadhavNo ratings yet
- Drill Size Recommended For TapDocument4 pagesDrill Size Recommended For Tapnithin83aNo ratings yet
- 3 ThreeBond 1227 ENGLISH-convertido (1Document8 pages3 ThreeBond 1227 ENGLISH-convertido (1Alfonso De La RosaNo ratings yet
- Flange RotationDocument1 pageFlange RotationAnkit LonareNo ratings yet
- FastenerDocument46 pagesFastenerTechproNo ratings yet
- Are Washers Required To Be Used With An A325 or A490 Structural Bolt?Document3 pagesAre Washers Required To Be Used With An A325 or A490 Structural Bolt?armydgNo ratings yet
- Pvp2017-65027 Oxidation Inhibited Graphite - What Is ItDocument6 pagesPvp2017-65027 Oxidation Inhibited Graphite - What Is Itz2aliNo ratings yet
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- BS Iso 1817-2011Document30 pagesBS Iso 1817-2011David JacksonNo ratings yet
- M6x1.0x23 Long HHS Control PlanDocument2 pagesM6x1.0x23 Long HHS Control PlanDhanluxmi AutomaticsNo ratings yet
- White Paper 02Document2 pagesWhite Paper 02babis1980No ratings yet
- Data Sheet HV-HR ItDocument3 pagesData Sheet HV-HR ItKemo TufoNo ratings yet
- 024 - Mechanical Properties of Fasteners Made of Carbon Steel and Alloy Steel PDFDocument1 page024 - Mechanical Properties of Fasteners Made of Carbon Steel and Alloy Steel PDFRonak RanaNo ratings yet
- Root and Face Bend TestsDocument3 pagesRoot and Face Bend TestsErlinawati Bintu SupiyoNo ratings yet
- Silicon Nitride Bearing Balls: Standard Specification ForDocument8 pagesSilicon Nitride Bearing Balls: Standard Specification ForkrutikNo ratings yet
- 163 Dimensions of Large Male Female and Small Tongue and Groove Flange Facing Ansi b165 StandardDocument6 pages163 Dimensions of Large Male Female and Small Tongue and Groove Flange Facing Ansi b165 StandardQiuniuNo ratings yet
- Heat Treatment - Self Assessment - CQ 9Document12 pagesHeat Treatment - Self Assessment - CQ 9sunil mathewNo ratings yet
- AQL 2.5 (Normal)Document3 pagesAQL 2.5 (Normal)Jahidul IslamNo ratings yet
- FastenerDocument53 pagesFastenerindrasiswonoNo ratings yet
- Material Specification: Specification: Revision Date: Revision LevelDocument2 pagesMaterial Specification: Specification: Revision Date: Revision LevelReginaldo Santos100% (1)
- Fasteners-Technical Data and ChartsDocument15 pagesFasteners-Technical Data and ChartsChrill DsilvaNo ratings yet
- Zinc/Aluminum Corrosion Protective Coatings For FastenersDocument3 pagesZinc/Aluminum Corrosion Protective Coatings For FastenersDarwin DarmawanNo ratings yet
- JIS B 1186 1995 PDFDocument23 pagesJIS B 1186 1995 PDFJellyn CamiñaNo ratings yet
- Cherne Catalog PDFDocument72 pagesCherne Catalog PDFNissam SidheeqNo ratings yet
- Techincal Data For PCD Dia & Torque ChartDocument1 pageTechincal Data For PCD Dia & Torque ChartTuff quality100% (1)
- Fabory Fasteners Basic StandardsDocument12 pagesFabory Fasteners Basic Standardsjuan carlos galvez abantoNo ratings yet
- Geomet 500 PDFDocument2 pagesGeomet 500 PDFKaran Chadha100% (1)
- Nippon Steel PDFDocument13 pagesNippon Steel PDFhbookNo ratings yet
- A29A29M-12e1 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-Wrought 000Document16 pagesA29A29M-12e1 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-Wrought 000Moongil oodagamNo ratings yet
- Ansi b17 2 Woodruff Keys Flat Bottom Type 1Document3 pagesAnsi b17 2 Woodruff Keys Flat Bottom Type 1rbagriNo ratings yet
- Carbon Steel Billets, Blooms, Slabs and Bars For Forgings - Specification (Fifth Revision)Document12 pagesCarbon Steel Billets, Blooms, Slabs and Bars For Forgings - Specification (Fifth Revision)SreenathaNo ratings yet
- How To Use MPI Yokes PDFDocument12 pagesHow To Use MPI Yokes PDFAhmed Gomaa100% (1)
- ASTM-A563 Fasteners MarkingDocument1 pageASTM-A563 Fasteners Markinga04205No ratings yet
- Tap Drill Size PDFDocument2 pagesTap Drill Size PDFAndres AriasNo ratings yet
- Effects of Alloying Elements in MetalDocument1 pageEffects of Alloying Elements in MetalVJG369100% (1)
- FastenersDocument11 pagesFastenersvenkat mechNo ratings yet
- Hexalubulour BoltDocument20 pagesHexalubulour BoltMitesh MakvanaNo ratings yet
- BSP ThreadsDocument6 pagesBSP ThreadsVinod YbNo ratings yet
- Torque-Tension Relationship For ASTM A193 B7 Bolts and StudsDocument1 pageTorque-Tension Relationship For ASTM A193 B7 Bolts and StudsSiva Krishna ChaudharyNo ratings yet
- Niobium Microalloyed Cold Heading Steel Wire Rods Without Heat Treatment For Fastener ApplicationsDocument7 pagesNiobium Microalloyed Cold Heading Steel Wire Rods Without Heat Treatment For Fastener Applicationsnvc_vishwanathanNo ratings yet
- Quality 11Smn30: Lucefin GroupDocument1 pageQuality 11Smn30: Lucefin GroupPaulo ZechinNo ratings yet
- Threads - NPTF Taper Thread GagingDocument5 pagesThreads - NPTF Taper Thread GagingTrushantNo ratings yet
- Bolted Joint AnalysisDocument19 pagesBolted Joint AnalysisSyed MajeedNo ratings yet
- A New Approach To The Tightness Checking of BoltsDocument3 pagesA New Approach To The Tightness Checking of BoltsA MNo ratings yet
- Bolt Torquing AnalysisDocument7 pagesBolt Torquing AnalysisEleonor MaderazoNo ratings yet
- Grin Evi ChsDocument5 pagesGrin Evi Chssagar1503No ratings yet
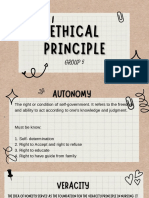
- Group 5 - Ethical PrinciplesDocument11 pagesGroup 5 - Ethical Principlesvirgo paigeNo ratings yet
- Pyq of KTGDocument8 pagesPyq of KTG18A Kashish PatelNo ratings yet
- G.R. No. 178741Document1 pageG.R. No. 178741Jefferson BagadiongNo ratings yet
- Tetra Pak Training CatalogueDocument342 pagesTetra Pak Training CatalogueElif UsluNo ratings yet
- Drawing Submssion Requirements - September - 2018Document66 pagesDrawing Submssion Requirements - September - 2018Suratman Blanck MandhoNo ratings yet
- Abfraction, Abrasion, Biocorrosion, and The Enigma of Noncarious Cervical Lesions: A 20-Year PerspectivejerdDocument14 pagesAbfraction, Abrasion, Biocorrosion, and The Enigma of Noncarious Cervical Lesions: A 20-Year PerspectivejerdLucianoNo ratings yet
- EF4e Beg Quicktest 05Document3 pagesEF4e Beg Quicktest 05terrenoruralcamboriuNo ratings yet
- ANATOMY 1 NILEM and Cat FISHDocument19 pagesANATOMY 1 NILEM and Cat FISHAnisatul Khabibah ZaenNo ratings yet
- Tri-Partite Agreement AssociationDocument9 pagesTri-Partite Agreement AssociationThiyagarjanNo ratings yet
- 220hp Caterpillar 3306 Gardner Denver SSP Screw Compressor DrawingsDocument34 pages220hp Caterpillar 3306 Gardner Denver SSP Screw Compressor DrawingsJVMNo ratings yet
- E-Kabin - O Series - Monoblock Enclosure - ENGDocument12 pagesE-Kabin - O Series - Monoblock Enclosure - ENGCatalina CocoşNo ratings yet
- AERO241 Example 10Document4 pagesAERO241 Example 10Eunice CameroNo ratings yet
- Tractor Price and Speci Cations: Tractors in IndiaDocument4 pagesTractor Price and Speci Cations: Tractors in Indiatrupti kadamNo ratings yet
- Acuson P10Document2 pagesAcuson P10anon-259218No ratings yet
- Hamraki Rag April 2010 IssueDocument20 pagesHamraki Rag April 2010 IssueHamraki RagNo ratings yet
- PulpectomyDocument3 pagesPulpectomyWafa Nabilah Kamal100% (1)
- 99 AutomaticDocument6 pages99 AutomaticDustin BrownNo ratings yet
- My Public Self My Hidden Self My Blind Spots My Unknown SelfDocument2 pagesMy Public Self My Hidden Self My Blind Spots My Unknown SelfMaria Hosanna PalorNo ratings yet
- What Has The Government and The Department of Health Done To Address To The Issues of Reproductive and Sexual Health?Document5 pagesWhat Has The Government and The Department of Health Done To Address To The Issues of Reproductive and Sexual Health?Rica machells DaydaNo ratings yet
- A Conceptual Framework For Characterizing M - 2019 - International Journal of MiDocument7 pagesA Conceptual Framework For Characterizing M - 2019 - International Journal of MiKENNY BRANDON MAWODZWANo ratings yet
- ECC83/12AX7: Quick Reference DataDocument4 pagesECC83/12AX7: Quick Reference DataLuisNo ratings yet
- Literary Portraiture & Modern Spain: Dr. Rebecca M. Bender (Document6 pagesLiterary Portraiture & Modern Spain: Dr. Rebecca M. Bender (Pedro PorbénNo ratings yet
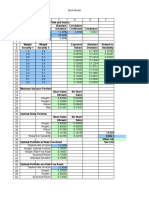
- BKM 10e Ch07 Two Security ModelDocument2 pagesBKM 10e Ch07 Two Security ModelJoe IammarinoNo ratings yet
- OKRA Standards For UKDocument8 pagesOKRA Standards For UKabc111007100% (2)
- Overall Summary:: SAP MM Certified Associate & SAP Certification ID: 0019350978Document6 pagesOverall Summary:: SAP MM Certified Associate & SAP Certification ID: 0019350978Ganapathi RajNo ratings yet
- Muscle and Fitness Hers Features Elite Lifestyle Chef Carlo FilipponeDocument4 pagesMuscle and Fitness Hers Features Elite Lifestyle Chef Carlo FilipponeCarlo FilipponeNo ratings yet
- INTP Parents - 16personalitiesDocument4 pagesINTP Parents - 16personalitiescelinelbNo ratings yet
- f2607-#### f2607 20191203 111644Document2 pagesf2607-#### f2607 20191203 111644คุณชายธวัชชัย เจริญสุขNo ratings yet
- Form - Pelaporan B3Document16 pagesForm - Pelaporan B3sukma nugraNo ratings yet
- What To Do Following A Workplace AccidentDocument5 pagesWhat To Do Following A Workplace AccidentMona DeldarNo ratings yet