You might also like
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Lube 550-576 PDFDocument27 pagesLube 550-576 PDFriadNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- PTW List AdministrationDocument123 pagesPTW List AdministrationPPS MangunrejaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Multicam: Plasma User ManualDocument227 pagesMulticam: Plasma User ManualJohn ContrerasNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Meka - Mvi 90 Crusher Blue BookDocument99 pagesMeka - Mvi 90 Crusher Blue BookGianella Xenia Cisneros MartinezNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Bearings, Seals and GreasesDocument13 pagesBearings, Seals and GreasesAbdurhamanNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Unirex N Series PDFDocument3 pagesUnirex N Series PDFAbdulSattarNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- F115a Fl115a F115y Lf115y: 68v-28197-Za-C1 290381Document709 pagesF115a Fl115a F115y Lf115y: 68v-28197-Za-C1 290381abduallah muhammadNo ratings yet
- Lubricant TestingDocument68 pagesLubricant TestingSamsudin Ahmad100% (2)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Produktkatalog 2016Document37 pagesProduktkatalog 2016razvanNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- TIY383 - Milwaukee Grease ManualDocument7 pagesTIY383 - Milwaukee Grease ManualCarlos SalcedoNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- 501 Renolit MPDocument1 page501 Renolit MPjafaristsNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Nose Wheel - Assembly and Disassembly ModificadoDocument17 pagesNose Wheel - Assembly and Disassembly ModificadoDanilo Diaz MontañezNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- SDLG LG938 Wheel Loader Service ManualDocument270 pagesSDLG LG938 Wheel Loader Service Manualnay zawNo ratings yet
- Drill BitsDocument45 pagesDrill Bitsfrizzooooo100% (1)
- Ceran - XM 100 - New Calcium SulfonateDocument2 pagesCeran - XM 100 - New Calcium SulfonateIbrahim MaulanaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- MANUAL HP2-1000 Lllenadora LiquidosDocument9 pagesMANUAL HP2-1000 Lllenadora LiquidosEdilio VenturaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Multi-Purpose, Water Resistant, Extreme Pressure (EP) Bearing GreaseDocument2 pagesMulti-Purpose, Water Resistant, Extreme Pressure (EP) Bearing GreaseLas UkcuNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Summative Test in Automotive Servicing 8: Module 1 Q2 (Using and Applying Lubricant/Coolant)Document2 pagesSummative Test in Automotive Servicing 8: Module 1 Q2 (Using and Applying Lubricant/Coolant)ArielNo ratings yet
- Klüberquiet BQ 72-72 EN enDocument4 pagesKlüberquiet BQ 72-72 EN enaligholiNo ratings yet
- Maintenance of Enhanced Drawgear - CMI9901Document7 pagesMaintenance of Enhanced Drawgear - CMI9901Dwijamani SinghaNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- 098 Grease TroubleshootingDocument2 pages098 Grease TroubleshootingyoesseoyNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Interchange List: Corporate LocationsDocument2 pagesInterchange List: Corporate Locations050505arcvNo ratings yet
- Medallion Supreme CSC PDS EnglishDocument2 pagesMedallion Supreme CSC PDS EnglishDan LetonoNo ratings yet
- DX360LC (A) - 7M enDocument20 pagesDX360LC (A) - 7M enGerardo MartinezNo ratings yet
- Bolens Medium Tube Frame Tractors Sevice and Repair ManualDocument110 pagesBolens Medium Tube Frame Tractors Sevice and Repair ManualDustin Nash100% (1)
- ZRF-P 2010 Timing Belt Conveyor: Technical DocumentationDocument32 pagesZRF-P 2010 Timing Belt Conveyor: Technical DocumentationAlfred TsuiNo ratings yet
- FPD 1420 eDocument4 pagesFPD 1420 emealysrNo ratings yet
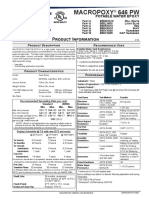
- Macropoxy 646 PW: Protective & Marine CoatingsDocument4 pagesMacropoxy 646 PW: Protective & Marine CoatingsAnn HewsonNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Best Practice 6.grease Construction and FunctionDocument7 pagesBest Practice 6.grease Construction and FunctionJorge ZegarraNo ratings yet
- Hyundai Elantra Drive Shaft & AxleDocument30 pagesHyundai Elantra Drive Shaft & Axlehbvg58No ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)