You might also like
- Traditional Country Woodworking Projects: Plans for 18 Practical Indoor and Outdoor ProjectsFrom EverandTraditional Country Woodworking Projects: Plans for 18 Practical Indoor and Outdoor ProjectsNo ratings yet
- Properties of WWCBDocument4 pagesProperties of WWCBninashiroNo ratings yet
- Painting, Furniture Finishing and Repairing - A Compilation of Helpful Articles for Craftsmen, Home Owners, Painters and HandymenFrom EverandPainting, Furniture Finishing and Repairing - A Compilation of Helpful Articles for Craftsmen, Home Owners, Painters and HandymenNo ratings yet
- Info BandasDocument52 pagesInfo BandasfrbadillaNo ratings yet
- Tools for Leatherwork - A Collection of Historical Articles on Leather ProductionFrom EverandTools for Leatherwork - A Collection of Historical Articles on Leather ProductionNo ratings yet
- 11-13 W-MDocument3 pages11-13 W-MRoman GuzenkoNo ratings yet
- Woodwool Slabs - Manufacture, Properties and UseDocument24 pagesWoodwool Slabs - Manufacture, Properties and UseDanielJob07No ratings yet
- TopakustikDocument24 pagesTopakustikIoana BarsanNo ratings yet
- 06 Chapter 1Document38 pages06 Chapter 1skskNo ratings yet
- AnutoneDocument24 pagesAnutoneShivansh Singh GautamNo ratings yet
- Full Final VisakaDocument77 pagesFull Final VisakaJaspreet SinghNo ratings yet
- What Makes A Material SustainableDocument8 pagesWhat Makes A Material SustainableshwetaNo ratings yet
- Milestones in The History of PlywoodDocument3 pagesMilestones in The History of PlywoodmruthyubNo ratings yet
- Application and Service Test of Coconut Fiber Cement BoardsDocument7 pagesApplication and Service Test of Coconut Fiber Cement BoardsAnonymous oNgQtJNo ratings yet
- Wood Wool ReportDocument15 pagesWood Wool ReportAbhishek Bhaskar100% (1)
- Production of Brick and BlocksDocument15 pagesProduction of Brick and BlocksDawit Awash100% (3)
- Concrete Products Plant ProposalDocument8 pagesConcrete Products Plant ProposalFady AntonNo ratings yet
- Rassegna Ing - Bassa PDFDocument18 pagesRassegna Ing - Bassa PDFNajlepsaJagodaNo ratings yet
- Egger BR Eurolight How-To-guide enDocument60 pagesEgger BR Eurolight How-To-guide enButaru AdrianNo ratings yet
- Sandwich Panels en Lo RUUKKIDocument8 pagesSandwich Panels en Lo RUUKKIszeestherNo ratings yet
- Corrugated BoardDocument5 pagesCorrugated Boardoanne_08No ratings yet
- Biofuels.13 Series BrochureDocument7 pagesBiofuels.13 Series BrochureRC VilledaNo ratings yet
- An Introduction To Block BoardDocument4 pagesAn Introduction To Block BoardApoorva JainNo ratings yet
- Therma TECFolderFinalDocument2 pagesTherma TECFolderFinal72spiderNo ratings yet
- Cross-Laminated Timber (CLT)Document16 pagesCross-Laminated Timber (CLT)Sheen GabaisenNo ratings yet
- Wood Bending: by Trey Howard, Cal Fore, Bobby Connor, Ling QiuDocument78 pagesWood Bending: by Trey Howard, Cal Fore, Bobby Connor, Ling QiuPuneeth Raj100% (1)
- Yr 8 Uses of Glass PlasticsDocument6 pagesYr 8 Uses of Glass PlasticsChilekezi DanielNo ratings yet
- Eco Blac BricksDocument21 pagesEco Blac BricksShashankSharma0% (1)
- Design and ManufactureDocument13 pagesDesign and ManufactureMohamed ArishaNo ratings yet
- Alternative Wall Technologies-Sandwitch PanelsDocument14 pagesAlternative Wall Technologies-Sandwitch PanelsDiya MakanurNo ratings yet
- Open-End Spinning - Wikipedia PDFDocument16 pagesOpen-End Spinning - Wikipedia PDFK.s. PandianNo ratings yet
- Tensinews 17Document24 pagesTensinews 17seba villeNo ratings yet
- Cross Laminated Timber CLT - Overview and Development - Brandner Flatscher Ringhofer Schickhofer ThielDocument21 pagesCross Laminated Timber CLT - Overview and Development - Brandner Flatscher Ringhofer Schickhofer ThielFreddie Koo100% (1)
- Materials: Cork Composites: A ReviewDocument14 pagesMaterials: Cork Composites: A ReviewraneshNo ratings yet
- Overview of Systems in Timber EngineeringDocument42 pagesOverview of Systems in Timber EngineeringMamedNo ratings yet
- KRONOPLY OSB Complete Portfolio en 0611Document42 pagesKRONOPLY OSB Complete Portfolio en 0611Alin TuvicNo ratings yet
- The Loop Laying Head (LLH)Document10 pagesThe Loop Laying Head (LLH)Francesco PaternosterNo ratings yet
- Axon BrochureDocument1 pageAxon BrochureSurendra VijendracharNo ratings yet
- Pellet MachineDocument8 pagesPellet MachineJessica ClarkNo ratings yet
- Constructing A Cardboard Building - Design GuideDocument16 pagesConstructing A Cardboard Building - Design GuidePaul GrimesNo ratings yet
- KXX Mineralization ProcessDocument3 pagesKXX Mineralization ProcessAdrian Spiteri100% (1)
- Large Pellet Mills PagedDocument12 pagesLarge Pellet Mills PagedNguyên Võ TriệuNo ratings yet
- Advanced Decoration Technology For AluminumDocument8 pagesAdvanced Decoration Technology For AluminumLeonel VelasquezNo ratings yet
- Aggregate Block Product GuideDocument24 pagesAggregate Block Product Guidemrafig5292No ratings yet
- Workshop Assignment: By: Sneha Motghare Div: B Roll No:26 Batch:2 Taught By: Vilas SirDocument15 pagesWorkshop Assignment: By: Sneha Motghare Div: B Roll No:26 Batch:2 Taught By: Vilas SirVinay MotghareNo ratings yet
- Rotomoulding Machine FINAL0000000000Document42 pagesRotomoulding Machine FINAL0000000000Nikhil PanchalNo ratings yet
- Rockwool Roll, Twin Roll and Rollbatt Data SheetDocument4 pagesRockwool Roll, Twin Roll and Rollbatt Data Sheetalex42pdfNo ratings yet
- PultusionDocument5 pagesPultusionvinaykumaryadavNo ratings yet
- Temples BroellDocument1 pageTemples BroellDavid Lopez OaxacaNo ratings yet
- A Review of Australian Research Into Natural Fibre Cement CompositesDocument9 pagesA Review of Australian Research Into Natural Fibre Cement CompositesKamal BabuNo ratings yet
- SH Metal Chapter 01-Sheet MetalDocument9 pagesSH Metal Chapter 01-Sheet MetalAnonymous PIqdeNp8No ratings yet
- Concrete LatheDocument41 pagesConcrete Latherandom55No ratings yet
- Modern Acoustical Materials: Submitted To: Ar - Manita SaxenaDocument9 pagesModern Acoustical Materials: Submitted To: Ar - Manita SaxenaritikaritikaNo ratings yet
- Flatbed and Rotary DieDocument10 pagesFlatbed and Rotary DieAliArababadi100% (2)
- AnutoneDocument64 pagesAnutoneShivansh Singh Gautam0% (1)
- Topper - Revisited - Booklet Full PDFDocument24 pagesTopper - Revisited - Booklet Full PDFAlexios ChatziAlexiouNo ratings yet
- 1 Eco-Friendly HouseDocument4 pages1 Eco-Friendly Housepoint.m2007No ratings yet
- DokaDocument6 pagesDokaKartik JanakiramNo ratings yet
- DIY Geodesic DomesDocument2 pagesDIY Geodesic Domestigerlo75No ratings yet
- Uses of Wood and Wood Products in ConstructionDocument22 pagesUses of Wood and Wood Products in ConstructionTroy DanielsNo ratings yet
- E1. Waste Management Plan - EnglishDocument36 pagesE1. Waste Management Plan - EnglishAdrian FrantescuNo ratings yet
- Cutting A Bridle JointDocument6 pagesCutting A Bridle JointMario BerronesNo ratings yet
- BLDG TechDocument24 pagesBLDG TechJosh JoshuaNo ratings yet
- Fiberline Screenroom Improvements and The Benefits in Pulp QualityDocument5 pagesFiberline Screenroom Improvements and The Benefits in Pulp QualityBastian Richard SitohangNo ratings yet
- Evaluating Properties of Wood-Base Fiber and Particle Panel MaterialsDocument32 pagesEvaluating Properties of Wood-Base Fiber and Particle Panel MaterialsAmirhossein MadadiNo ratings yet
- The Chilean Forestry Sector and Associated RisksDocument10 pagesThe Chilean Forestry Sector and Associated Riskspolythene_shNo ratings yet
- FEE RulesDocument17 pagesFEE RulesAnonymous TYGiADNo ratings yet
- Structural SystemDocument8 pagesStructural SystemMr PolashNo ratings yet
- BS1186-3 1990Document37 pagesBS1186-3 1990FuziahsabtuNo ratings yet
- Foam TypesDocument12 pagesFoam TypesRolaxNo ratings yet
- VF 2021 - Catalog SmallDocument41 pagesVF 2021 - Catalog SmallVictor Hugo Orozco ZapataNo ratings yet
- G Tooling System en PDFDocument194 pagesG Tooling System en PDFBandi DevaNo ratings yet
- Catálogo WISA-Folhas Especiais PDFDocument8 pagesCatálogo WISA-Folhas Especiais PDFJoao Paulo MiraNo ratings yet
- Carpentry Tools 1Document19 pagesCarpentry Tools 1nef blance100% (1)
- Library Technical Furniture SpecificationsDocument8 pagesLibrary Technical Furniture SpecificationsModernLibraryDesignNo ratings yet
- 2022 - Bazli - Long-Span Timber Flooring SystemsDocument17 pages2022 - Bazli - Long-Span Timber Flooring SystemsThomas ManderNo ratings yet
- Joulin Brochure B B Us LQDocument88 pagesJoulin Brochure B B Us LQSlobodan NocajNo ratings yet
- Interior Design HandbookDocument12 pagesInterior Design HandbookNeo Magasa67% (6)
- Plywood - Maxcon Enterprise SingaporeDocument5 pagesPlywood - Maxcon Enterprise SingaporepenghzNo ratings yet
- Full CatalogueDocument80 pagesFull Cataloguegeorgeh101No ratings yet
- Bolted Connection ProblemsDocument35 pagesBolted Connection ProblemsSandgrouse Raj75% (4)
- Compare The Two Classifications of ArtDocument1 pageCompare The Two Classifications of ArtCarlo Jean PaguboNo ratings yet
- Basic Technology JSS 3Document3 pagesBasic Technology JSS 3Zainab AbdulNo ratings yet
- 5 APA Research Report 154Document20 pages5 APA Research Report 154Azizul KhanNo ratings yet
- Insectasure Woodworm Treatment PDFDocument2 pagesInsectasure Woodworm Treatment PDFKevin BallNo ratings yet
- StructuresDocument12 pagesStructuresFelicia JhonsonNo ratings yet
- ISAA BM-1 (6. Timber)Document20 pagesISAA BM-1 (6. Timber)N.Shiney JosephNo ratings yet
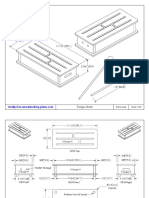
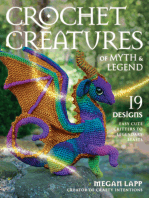
- Tongue Drum PlansDocument6 pagesTongue Drum PlansFeli AlfonsoNo ratings yet
- Carpentry 10 PPT 2Document52 pagesCarpentry 10 PPT 2FSBTLED Nathan VinceNo ratings yet
- Clean Mama's Guide to a Healthy Home: The Simple, Room-by-Room Plan for a Natural HomeFrom EverandClean Mama's Guide to a Healthy Home: The Simple, Room-by-Room Plan for a Natural HomeRating: 5 out of 5 stars5/5 (2)
- Edward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsFrom EverandEdward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsNo ratings yet
- Eat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimeFrom EverandEat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimeRating: 4.5 out of 5 stars4.5/5 (3231)
- The Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldFrom EverandThe Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldRating: 3.5 out of 5 stars3.5/5 (5)
- Midwest-The Lost Book of Herbal Remedies, Unlock the Secrets of Natural Medicine at HomeFrom EverandMidwest-The Lost Book of Herbal Remedies, Unlock the Secrets of Natural Medicine at HomeNo ratings yet
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiFrom Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiRating: 5 out of 5 stars5/5 (2)
- Permaculture for the Rest of Us: Abundant Living on Less than an AcreFrom EverandPermaculture for the Rest of Us: Abundant Living on Less than an AcreRating: 4.5 out of 5 stars4.5/5 (33)
- The Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterFrom EverandThe Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterRating: 4 out of 5 stars4/5 (468)
- Root to Leaf: A Southern Chef Cooks Through the SeasonsFrom EverandRoot to Leaf: A Southern Chef Cooks Through the SeasonsRating: 4.5 out of 5 stars4.5/5 (3)
- House Rules: How to Decorate for Every Home, Style, and BudgetFrom EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetNo ratings yet
- How To Win Friends And Influence PeopleFrom EverandHow To Win Friends And Influence PeopleRating: 4.5 out of 5 stars4.5/5 (6521)
- How to Keep House While Drowning: A Gentle Approach to Cleaning and OrganizingFrom EverandHow to Keep House While Drowning: A Gentle Approach to Cleaning and OrganizingRating: 4.5 out of 5 stars4.5/5 (847)
- Lightly: How to Live a Simple, Serene & Stress-free LifeFrom EverandLightly: How to Live a Simple, Serene & Stress-free LifeRating: 4 out of 5 stars4/5 (12)
- The Martha Manual: How to Do (Almost) EverythingFrom EverandThe Martha Manual: How to Do (Almost) EverythingRating: 4 out of 5 stars4/5 (11)
- Mini Farming: Self-Sufficiency on 1/4 AcreFrom EverandMini Farming: Self-Sufficiency on 1/4 AcreRating: 4 out of 5 stars4/5 (76)
- Crochet Impkins: Over a million possible combinations! Yes, really!From EverandCrochet Impkins: Over a million possible combinations! Yes, really!Rating: 4.5 out of 5 stars4.5/5 (10)
- Summary of Goodbye, Things: The New Japanese Minimalism by Fumio SasakiFrom EverandSummary of Goodbye, Things: The New Japanese Minimalism by Fumio SasakiRating: 4.5 out of 5 stars4.5/5 (5)
- Swatch This, 3000+ Color Palettes for Success: Perfect for Artists, Designers, MakersFrom EverandSwatch This, 3000+ Color Palettes for Success: Perfect for Artists, Designers, MakersRating: 3.5 out of 5 stars3.5/5 (3)
- Modern Crochet Style: 15 Colourful Crochet Patterns For You and Your HomeFrom EverandModern Crochet Style: 15 Colourful Crochet Patterns For You and Your HomeRating: 5 out of 5 stars5/5 (1)
- The 21 Irrefutable Laws of Leadership 25th Anniversary: Follow Them and People Will Follow YouFrom EverandThe 21 Irrefutable Laws of Leadership 25th Anniversary: Follow Them and People Will Follow YouRating: 4 out of 5 stars4/5 (417)
- Minimalism: Minimalism for Beginners. How to Live Happy While Needing Less in This Modern Material WorldFrom EverandMinimalism: Minimalism for Beginners. How to Live Happy While Needing Less in This Modern Material WorldRating: 4.5 out of 5 stars4.5/5 (39)
- Success at Home with ADHD.: Practical Organization Strategies to Make Your Life Easier.From EverandSuccess at Home with ADHD.: Practical Organization Strategies to Make Your Life Easier.Rating: 4 out of 5 stars4/5 (17)
- Amigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)From EverandAmigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)No ratings yet
- The Hidden Life of Trees: What They Feel, How They CommunicateFrom EverandThe Hidden Life of Trees: What They Feel, How They CommunicateRating: 4 out of 5 stars4/5 (1003)
- Crochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsFrom EverandCrochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsRating: 4.5 out of 5 stars4.5/5 (10)
- Edward's Menagerie: Dogs: 50 canine crochet patternsFrom EverandEdward's Menagerie: Dogs: 50 canine crochet patternsRating: 3 out of 5 stars3/5 (5)