You might also like
- Water Gas Shift Reaction Kinetics and Reactor Modeling For Fuel Cell Grade Hydrogen PDFDocument8 pagesWater Gas Shift Reaction Kinetics and Reactor Modeling For Fuel Cell Grade Hydrogen PDFKmilo BolañosNo ratings yet
- Hydration NumberDocument13 pagesHydration Number4 AMNo ratings yet
- Modeling and Simulation of Water Gas Shift ReactorDocument23 pagesModeling and Simulation of Water Gas Shift ReactorRaneem YameenNo ratings yet
- KINETICDocument9 pagesKINETICGabriel BonciuNo ratings yet
- Rate Based Simulation of DEA Promoted PoDocument6 pagesRate Based Simulation of DEA Promoted PoMuhammad JunaidNo ratings yet
- Co2 Solar RankieDocument25 pagesCo2 Solar RankiewtwarNo ratings yet
- AllDocument9 pagesAllswarhiliNo ratings yet
- Catalytic Reforming of Methane With Carbon Dioxide Over Nickel Catalysts II. Reaction KineticsDocument26 pagesCatalytic Reforming of Methane With Carbon Dioxide Over Nickel Catalysts II. Reaction KineticsDiego LVNo ratings yet
- PP 106-110 Modeling & Simulation of Water Gas Shift Reaction JALPADocument5 pagesPP 106-110 Modeling & Simulation of Water Gas Shift Reaction JALPAEditorijset IjsetNo ratings yet
- Modeling and Simulation of Water Gas Shift Reactor: An Industrial CaseDocument23 pagesModeling and Simulation of Water Gas Shift Reactor: An Industrial CaseAl FareshNo ratings yet
- EnergrticsDocument31 pagesEnergrticsnaeem mushtaqNo ratings yet
- Masset - 2009 - LiCl DryingDocument3 pagesMasset - 2009 - LiCl Dryingdoidoi212001No ratings yet
- (Bmim) OH222Document10 pages(Bmim) OH222majidNo ratings yet
- 2 - Chap 1 - Chemical Concept - Water TR - 21Document10 pages2 - Chap 1 - Chemical Concept - Water TR - 21Tsetsenzaya ChinzorigNo ratings yet
- SCI - Volume 24 - Issue 3 - Pages 1253-1263 PDFDocument11 pagesSCI - Volume 24 - Issue 3 - Pages 1253-1263 PDFhoangvubui4632No ratings yet
- Seminar 28Document31 pagesSeminar 28Sunil PillaiNo ratings yet
- Ipa Acetone KineticsDocument6 pagesIpa Acetone Kineticsbobcruise2k2No ratings yet
- A Comparative Analysis of Methanol Production Routes: Synthesis Gas Versus CO2 HydrogenationDocument10 pagesA Comparative Analysis of Methanol Production Routes: Synthesis Gas Versus CO2 HydrogenationMohanad El-HarbawiNo ratings yet
- Modelling of Fischer Tropsch ReactorDocument8 pagesModelling of Fischer Tropsch Reactorvenky1134No ratings yet
- SVAT Model IntroductionDocument29 pagesSVAT Model IntroductionChamila DiasNo ratings yet
- Absorption With Chemical Reaction. Evaluation of Rate Promoters PDFDocument6 pagesAbsorption With Chemical Reaction. Evaluation of Rate Promoters PDFmehrdad_k_rNo ratings yet
- Experimental Study Co2 CaptureDocument20 pagesExperimental Study Co2 CaptureserviciosdecomisionamientoNo ratings yet
- Part 3 Env ChemistryDocument13 pagesPart 3 Env Chemistrymahmoud alawnehNo ratings yet
- Experimental Determination and Thermodynamic Modeling of Methane and Nitrogen Hydrates in The Presence of THF, Propylene Oxide, 1,4-Dioxane and AcetoneDocument12 pagesExperimental Determination and Thermodynamic Modeling of Methane and Nitrogen Hydrates in The Presence of THF, Propylene Oxide, 1,4-Dioxane and AcetoneShurooq TaibNo ratings yet
- Simulation Study of Radial Heat and MassDocument8 pagesSimulation Study of Radial Heat and Massbasura12345No ratings yet
- Efficient and Convenient Oxidation of AlcoholsDocument5 pagesEfficient and Convenient Oxidation of AlcoholsMedNo ratings yet
- CO2 and SO2 RemovalDocument12 pagesCO2 and SO2 RemovalAnumFarooqNo ratings yet
- Production FormalinDocument5 pagesProduction FormalinVirginia Rosales Olmos0% (1)
- Kinetics An Esterification Cation-Exchange Resin Catalyst: AcknowledgmentDocument4 pagesKinetics An Esterification Cation-Exchange Resin Catalyst: AcknowledgmentChagua HernandezNo ratings yet
- Reaction Rate .2Document35 pagesReaction Rate .2ClosuNo ratings yet
- Feng 2005Document8 pagesFeng 2005americo molinaNo ratings yet
- A Consideration of The Correct Calculation of Thermodynamic Parameters of AdsorptionDocument6 pagesA Consideration of The Correct Calculation of Thermodynamic Parameters of AdsorptionMonique LombardoNo ratings yet
- CH E 345: Lecture 3 (Arrhenius-Equation)Document9 pagesCH E 345: Lecture 3 (Arrhenius-Equation)nmoverleyNo ratings yet
- Intrinsic Kinetics of Dimethyl Ether Synthesis From SyngasDocument7 pagesIntrinsic Kinetics of Dimethyl Ether Synthesis From SyngasJayeshNo ratings yet
- The Reaction Kinetics of Dimethyl Ether I High - Temperature Pyrolysis and Oxidation in Flow ReactorsDocument28 pagesThe Reaction Kinetics of Dimethyl Ether I High - Temperature Pyrolysis and Oxidation in Flow Reactorsmohammed Al-basrawiNo ratings yet
- Heat and Free Energy of Formation of Water and of Carbon MonoxideDocument8 pagesHeat and Free Energy of Formation of Water and of Carbon MonoxiderifikoNo ratings yet
- 120ME0337 Technical WritingDocument12 pages120ME0337 Technical Writingswaroopdash.201me256No ratings yet
- Reacciones y Extructuras LigninDocument23 pagesReacciones y Extructuras LigninHeyner Angulo PalacioNo ratings yet
- Unit 2: Physical Chemistry: Recommended Prior Knowledge: ContextDocument4 pagesUnit 2: Physical Chemistry: Recommended Prior Knowledge: ContextHubbak KhanNo ratings yet
- Water Gas ReactorDocument23 pagesWater Gas ReactorNicolao93100% (1)
- Equilibrium 19Document3 pagesEquilibrium 19raziabegum03761No ratings yet
- Kinetic Modeling of Biomass Steam Gasification System For Hydrogen Production With CO AdsorptionDocument7 pagesKinetic Modeling of Biomass Steam Gasification System For Hydrogen Production With CO Adsorptionprash_13No ratings yet
- CH 204: Chemical Reaction Engineering - Lecture Notes: January-April 2010Document56 pagesCH 204: Chemical Reaction Engineering - Lecture Notes: January-April 2010enjoy your life youh yohNo ratings yet
- WgsDocument23 pagesWgspmg83No ratings yet
- November 2013 ChE Board Exam QuestionsDocument3 pagesNovember 2013 ChE Board Exam QuestionsJayson Ordinaria100% (1)
- VoellerDocument6 pagesVoellerbabithyNo ratings yet
- Performance Analysis of ORC With Environment-Friendly Working Fluids Novec 649 and R1233zd (E) As Alternative To R245fDocument13 pagesPerformance Analysis of ORC With Environment-Friendly Working Fluids Novec 649 and R1233zd (E) As Alternative To R245fDr. Akhilesh AroraNo ratings yet
- Synthesis of Ethylenediamine Experimental and Theoretical KineticsDocument5 pagesSynthesis of Ethylenediamine Experimental and Theoretical Kineticsandrian pratamaNo ratings yet
- 2005 Chem.-Eng.-Sci. Cents-A.H.G 1 PDFDocument6 pages2005 Chem.-Eng.-Sci. Cents-A.H.G 1 PDFFarah Talib Al-sudaniNo ratings yet
- Effects of Addition of Electrolysis Products in Methane-Air Diffusion AmesDocument12 pagesEffects of Addition of Electrolysis Products in Methane-Air Diffusion AmesIcul DoankNo ratings yet
- Modeling and Simulation of A Hydrocracking UnitDocument18 pagesModeling and Simulation of A Hydrocracking UnitAnnu RawatNo ratings yet
- ManuscriptDocument18 pagesManuscriptNguyen TrangNo ratings yet
- Weatherley 1984 Aquacultural-EngineeringDocument15 pagesWeatherley 1984 Aquacultural-EngineeringJorge RodriguezNo ratings yet
- Modelling The Two Stage Pyrolysis GasoliDocument6 pagesModelling The Two Stage Pyrolysis Gasoliroshan khandagaleNo ratings yet
- Lecture 9 - Chemical Equilibrium and Solution ChemistryDocument7 pagesLecture 9 - Chemical Equilibrium and Solution ChemistryDeresse MogeseNo ratings yet
- Formic Acid SynthesisDocument7 pagesFormic Acid SynthesisJoeNo ratings yet
- Cfd-Modelling For The Combustion of Solid Baled BiomassDocument6 pagesCfd-Modelling For The Combustion of Solid Baled BiomassMir Mustafa AliNo ratings yet
- Dissolved Gas Concentration in Water: Computation as Functions of Temperature, Salinity and PressureFrom EverandDissolved Gas Concentration in Water: Computation as Functions of Temperature, Salinity and PressureNo ratings yet
- Gas Hydrates 2: Geoscience Issues and Potential Industrial ApplicationsFrom EverandGas Hydrates 2: Geoscience Issues and Potential Industrial ApplicationsLivio RuffineNo ratings yet
- Document Plant DesignDocument19 pagesDocument Plant Design17730074No ratings yet
- Class Problems MarksDocument4 pagesClass Problems Marks17730074No ratings yet
- Bible ReadingDocument1 pageBible Readingrose100% (1)
- Solar Thermal Technology in South AfricaDocument10 pagesSolar Thermal Technology in South Africa17730074No ratings yet
- Case Study: Materials For Blood Bags: WWW - Blood.co - UkDocument6 pagesCase Study: Materials For Blood Bags: WWW - Blood.co - UkBijuChudraponvelilThomasNo ratings yet
- CH 8Document80 pagesCH 8Jasmine KaurNo ratings yet
- Mixed Flowing Gas (MFG) Tests For Electrical ContactsDocument11 pagesMixed Flowing Gas (MFG) Tests For Electrical ContactsEugene OgosiNo ratings yet
- Effective Stiffness of Reinforced Concrete ColumnsDocument9 pagesEffective Stiffness of Reinforced Concrete ColumnsAlberto Ezequiel León TamayoNo ratings yet
- IRC 58 (Plain Jointed Rigid Pavements Design Highways)Document61 pagesIRC 58 (Plain Jointed Rigid Pavements Design Highways)herculesbhai73% (11)
- Preformulasi RifaximinDocument19 pagesPreformulasi RifaximinVilza Dwiki YuvitaNo ratings yet
- Applied Catalysis B: EnvironmentalDocument14 pagesApplied Catalysis B: EnvironmentalAnonymous 2g4jKo5a7vNo ratings yet
- SteelBook Pipe PipeFittingsDocument28 pagesSteelBook Pipe PipeFittingsSumeet Sisir SarkarNo ratings yet
- Foxboro 871 PHDocument16 pagesFoxboro 871 PHelsalseritoNo ratings yet
- Lecture # 4Document28 pagesLecture # 4Usama ShahidNo ratings yet
- Chapter 8 Design For Injection MoldingDocument94 pagesChapter 8 Design For Injection Moldingxuân quân lêNo ratings yet
- Thawing 1 RACUDocument66 pagesThawing 1 RACURfsdjr AceNo ratings yet
- Chapter 4 PDFDocument20 pagesChapter 4 PDFSiti Arbaiyah AhmadNo ratings yet
- Ultratop Ult Rat Op Stucco S Tuc CoDocument4 pagesUltratop Ult Rat Op Stucco S Tuc CoAndNo ratings yet
- CBSE Worksheets For Class 12 PhysicsDocument2 pagesCBSE Worksheets For Class 12 Physicsshanugamer0042No ratings yet
- FIP Water Treatment Solutions 2017 LRDocument28 pagesFIP Water Treatment Solutions 2017 LRSomaia Al-AkrasNo ratings yet
- Mme405 PDFDocument129 pagesMme405 PDFkanakatharavijayanNo ratings yet
- BEC008 - MemsnemsDocument39 pagesBEC008 - MemsnemsACHIEVER MNo ratings yet
- BibliographiesDocument2 pagesBibliographiesVa LicNo ratings yet
- 457 Plus: Physical DescriptionDocument2 pages457 Plus: Physical DescriptionZirve PolimerNo ratings yet
- BRAMMER Geological CRMDocument95 pagesBRAMMER Geological CRMRosario Rogel LoayzaNo ratings yet
- TILT-UP TODAY - A Publication of The Tilt-Up Concrete Association (TCA)Document3 pagesTILT-UP TODAY - A Publication of The Tilt-Up Concrete Association (TCA)Gaurav MalyaNo ratings yet
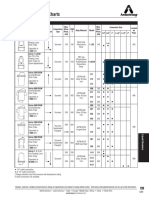
- Armstrong Liquid Drain Trap Id ChartDocument3 pagesArmstrong Liquid Drain Trap Id ChartJuan Carlos Vazquez RosasNo ratings yet
- THE Formation of Late Magmatic Oxide Ores.: Alan M. BatemanDocument23 pagesTHE Formation of Late Magmatic Oxide Ores.: Alan M. BatemanRorisang MalebyeNo ratings yet
- Structure of SnO2 Nanoparticles by Sol-Gel MethodDocument3 pagesStructure of SnO2 Nanoparticles by Sol-Gel Methodivan benayaNo ratings yet
- Trusses and Complex Problems Related To It.Document3 pagesTrusses and Complex Problems Related To It.sukka100% (1)
- Cold Form Design in Scia PDFDocument127 pagesCold Form Design in Scia PDFchhouch100% (2)
- D 3301 - 94 RdmzmdetukveDocument7 pagesD 3301 - 94 RdmzmdetukveHernan MartNo ratings yet
- LIST OF APPROVED PRODUCTS For Use in Public Water Supply in The United KingdomDocument78 pagesLIST OF APPROVED PRODUCTS For Use in Public Water Supply in The United Kingdomgeza_szabo5001No ratings yet