You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Complete Guide To Home CompostingDocument79 pagesComplete Guide To Home CompostingJoaquin Chila FNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Finishing Workshop: TCI Powder CoatingsDocument10 pagesFinishing Workshop: TCI Powder CoatingssavioNo ratings yet
- Making Sodium Chlorate GunpowderDocument3 pagesMaking Sodium Chlorate Gunpowderhandy.arefiq917578100% (2)
- Ananas Comosus Var. Comosus: The Biology of (Pineapple)Document43 pagesAnanas Comosus Var. Comosus: The Biology of (Pineapple)J Alberto LucasNo ratings yet
- WBS - Friends and Family Party - BlankDocument2 pagesWBS - Friends and Family Party - BlankUltimat MaranhaoNo ratings yet
- LH Sust Mee - FinalDocument45 pagesLH Sust Mee - Finalapi-506314450No ratings yet
- Anodising Vs Powder CoatingDocument3 pagesAnodising Vs Powder CoatingCgpscAspirantNo ratings yet
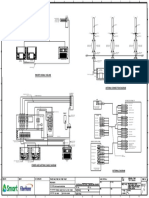
- Rbs/Bts Signal Cabling: DF PanelDocument1 pageRbs/Bts Signal Cabling: DF PanelMayuSalanggaNo ratings yet
- Bullet Vs AmortisationDocument4 pagesBullet Vs Amortisationsalih jaaparNo ratings yet
- Ultimate Chocolate Chip Cookies: Search Easy, Delicious RecipesDocument9 pagesUltimate Chocolate Chip Cookies: Search Easy, Delicious RecipesAaron Nino VillaflorNo ratings yet
- Change Your Lifestyle To Lose Weight For GoodDocument2 pagesChange Your Lifestyle To Lose Weight For GoodOsaosNo ratings yet
- Cyber Work Unit 7 Lesson 1 5 PDF FreeDocument3 pagesCyber Work Unit 7 Lesson 1 5 PDF FreeLinda Alessandra Bocanegra NarroNo ratings yet
- Manual de Operación ONANDocument37 pagesManual de Operación ONANFernando PadillaNo ratings yet
- Air ManagementDocument28 pagesAir ManagementtumbNo ratings yet
- Proposal For Improvement of Infant Toddler Weighing ScaleDocument6 pagesProposal For Improvement of Infant Toddler Weighing ScaleYuna-chan KatsuraNo ratings yet
- 5th Unit ppt1Document36 pages5th Unit ppt1Shwetank SinghNo ratings yet
- Sulfur PDFDocument21 pagesSulfur PDFjjtpiNo ratings yet
- 5090 w05 QP 1Document20 pages5090 w05 QP 1mstudy123456No ratings yet
- Ncma Tek 06-02CDocument12 pagesNcma Tek 06-02CSugarPOP666No ratings yet
- TRIRDocument2 pagesTRIRCatkiolNo ratings yet
- CFA Cut Sheet Manual Complete RDocument95 pagesCFA Cut Sheet Manual Complete RHércules PoirotNo ratings yet
- Maize Stem Borer Chilo Partellus (Pyralidae Lepidoptera) : Host Plants: Maize, Sarkanda, Jawar Identification AdultDocument10 pagesMaize Stem Borer Chilo Partellus (Pyralidae Lepidoptera) : Host Plants: Maize, Sarkanda, Jawar Identification AdultAkbar ZamanNo ratings yet
- Gravitational and Gravity Constant, and Their Physical Interpretation .Document73 pagesGravitational and Gravity Constant, and Their Physical Interpretation .georgallidesmarcosNo ratings yet
- Adsorption PPT 2Document10 pagesAdsorption PPT 2sudhakar sumanNo ratings yet
- Teen Suicide TextDocument4 pagesTeen Suicide TextSky RainNo ratings yet
- Flame Scanner Catalogue 2019Document8 pagesFlame Scanner Catalogue 2019mohan babuNo ratings yet
- TVPS4 Manual IntroDocument7 pagesTVPS4 Manual IntroSamantha Angela Marie AmbasNo ratings yet
- Succession Case Compilation Page 2 of 9Document122 pagesSuccession Case Compilation Page 2 of 9mccm92No ratings yet
- Rajiv Gandhi Foundation 2007-08 CHK DonorsDocument4 pagesRajiv Gandhi Foundation 2007-08 CHK DonorsSaumya RiteshNo ratings yet
- A Photograph Short Answer TypeDocument6 pagesA Photograph Short Answer TypeSharath PNo ratings yet