You might also like
- Tank 182Document2 pagesTank 182Jogi Oscar SinagaNo ratings yet
- Ufc 3 430 07Document84 pagesUfc 3 430 07Jogi Oscar SinagaNo ratings yet
- Loc Guidelines For Marine LiftingDocument32 pagesLoc Guidelines For Marine LiftingFoxg98924No ratings yet
- 41953Document18 pages41953Jogi Oscar SinagaNo ratings yet
- AB-012 Pressure Vessel Inspection ReportDocument1 pageAB-012 Pressure Vessel Inspection ReportJogi Oscar SinagaNo ratings yet
- WLL Veification of Lifting Set Base On BS en 12079Document3 pagesWLL Veification of Lifting Set Base On BS en 12079JogiNo ratings yet
- Forklift Truck 3T, Logistic Forklift, China Lifting Equipment ManufacturerDocument2 pagesForklift Truck 3T, Logistic Forklift, China Lifting Equipment ManufacturerJogi Oscar SinagaNo ratings yet
- Hydrogen Embrittlement: Causes, Effects & Prevention: Sidheshwar Kumar 107MM024Document24 pagesHydrogen Embrittlement: Causes, Effects & Prevention: Sidheshwar Kumar 107MM024Jogi Oscar SinagaNo ratings yet
- Threadprotrusion 110731084506 Phpapp02 PDFDocument163 pagesThreadprotrusion 110731084506 Phpapp02 PDFJogi Oscar SinagaNo ratings yet
- RC Build FlyDocument46 pagesRC Build FlyBlashko GjorgjievNo ratings yet
- 1 IntroductionToArtificialLiftMethodsDocument29 pages1 IntroductionToArtificialLiftMethodsMahesh MahajanNo ratings yet
- BUDGIT Electric Hoists and Trolley BrochureDocument16 pagesBUDGIT Electric Hoists and Trolley BrochureJogi Oscar SinagaNo ratings yet
- Hoisting in House Training Providers Guidelines For Registration 1Document4 pagesHoisting in House Training Providers Guidelines For Registration 1Jogi Oscar SinagaNo ratings yet
- Extra Heavy Wire Rope ThimblesDocument1 pageExtra Heavy Wire Rope ThimblesJogi Oscar SinagaNo ratings yet
- Fork Extensions Crepa-22Document13 pagesFork Extensions Crepa-22Jogi Oscar SinagaNo ratings yet
- Spreader BarDocument1 pageSpreader BarJogi Oscar SinagaNo ratings yet
- MSC in Lift Engineering, University of NorthamptonDocument6 pagesMSC in Lift Engineering, University of NorthamptonJogi Oscar Sinaga100% (1)
- PpeDocument16 pagesPpeJogi Oscar SinagaNo ratings yet
- Sub Button2Document2 pagesSub Button2Jogi Oscar SinagaNo ratings yet
- 1Document1 page1Jogi Oscar SinagaNo ratings yet
- Budgit Hvy Duty Rigid MNT IBeam and Pat Track Trolley 113534 99Document12 pagesBudgit Hvy Duty Rigid MNT IBeam and Pat Track Trolley 113534 99Jogi Oscar SinagaNo ratings yet
- Budgit® Push and Hand-Geared TrolleysDocument2 pagesBudgit® Push and Hand-Geared TrolleysJogi Oscar SinagaNo ratings yet
- FerrulesDocument22 pagesFerrulesJogi Oscar Sinaga100% (1)
- Spreader BarDocument1 pageSpreader BarJogi Oscar SinagaNo ratings yet
- PVAR Catalog PDFDocument16 pagesPVAR Catalog PDFrodriguez.gaytanNo ratings yet
- NSL Loler MatrixDocument1 pageNSL Loler MatrixJogi Oscar SinagaNo ratings yet
- Wire Rope TerminationsDocument16 pagesWire Rope TerminationschinphengNo ratings yet
- JDN Air Hoists Profi 3 Ti / 6 Ti: The JDN Solution For Subsea HoistingDocument2 pagesJDN Air Hoists Profi 3 Ti / 6 Ti: The JDN Solution For Subsea HoistingJogi Oscar SinagaNo ratings yet
- FerrulesDocument22 pagesFerrulesJogi Oscar Sinaga100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- AgendaDocument10 pagesAgendaMHASKE SVPMEnggNo ratings yet
- OrgMan - Week 5 - Tools in Business DecisionDocument13 pagesOrgMan - Week 5 - Tools in Business DecisionSilfa De la CruzNo ratings yet
- DLP 1 - WEEK 1-Food Processing-Tools, EquipmentDocument4 pagesDLP 1 - WEEK 1-Food Processing-Tools, EquipmentAnalyn B. AbelaNo ratings yet
- Implementing Rules and Regulation (PD 1570)Document42 pagesImplementing Rules and Regulation (PD 1570)Kim BautistaNo ratings yet
- Module 2. Lesson 2. OverexploitationDocument11 pagesModule 2. Lesson 2. OverexploitationJephthah Faith Adorable-PalicNo ratings yet
- Medical Ethics in Clinical PracticeDocument216 pagesMedical Ethics in Clinical PracticeSonali MishraNo ratings yet
- Tinnitus Assessment Thi ScoringDocument4 pagesTinnitus Assessment Thi ScoringbssNo ratings yet
- Thesis Technology ManagementDocument7 pagesThesis Technology Managementzidhelvcf100% (2)
- Clinical Profile and Visual Outcome of Ocular Injuries in Tertiary Care Rural HospitalDocument8 pagesClinical Profile and Visual Outcome of Ocular Injuries in Tertiary Care Rural HospitalIJAR JOURNALNo ratings yet
- Term-2 Cycle Test Schedule 2023-24Document2 pagesTerm-2 Cycle Test Schedule 2023-24sarassinging22No ratings yet
- Metrology and Mechanical MeasurementsDocument118 pagesMetrology and Mechanical MeasurementsNihar ApteNo ratings yet
- 597 - Semiconductor in Equilibrium&Pn Junction1Document65 pages597 - Semiconductor in Equilibrium&Pn Junction1dtizikaraNo ratings yet
- DissertationDocument193 pagesDissertationCARLA VIZARRETA PISSANINo ratings yet
- METAMORPHISM Earth and Life Science Week 4Document22 pagesMETAMORPHISM Earth and Life Science Week 4Jessicalyn LabitoriaNo ratings yet
- GE7 NotesDocument2 pagesGE7 NotesR Jay RubioNo ratings yet
- Structure and Bonding in Crystalline Materials - G. Rohrer (Cambridge, 2004) WW PDFDocument552 pagesStructure and Bonding in Crystalline Materials - G. Rohrer (Cambridge, 2004) WW PDFOmar Alejandro Salazar0% (1)
- (Solved) QUESTION ONE Brick by Brick (BBB) Is A BuildingDocument6 pages(Solved) QUESTION ONE Brick by Brick (BBB) Is A BuildingBELONG TO VIRGIN MARYNo ratings yet
- Physics (Mass, Weight and Density)Document2 pagesPhysics (Mass, Weight and Density)TVNo ratings yet
- ALFA ThermostatDocument1 pageALFA ThermostatTamilarasi SambathNo ratings yet
- COMTEC LeafletDocument4 pagesCOMTEC Leafletariksyaiful82No ratings yet
- Management Consulting 101 So, You Might Want To Be A ConsultantDocument58 pagesManagement Consulting 101 So, You Might Want To Be A ConsultantTrisha PanditNo ratings yet
- Best Practice To Measure Physical Progress of An EPC ProjectDocument5 pagesBest Practice To Measure Physical Progress of An EPC ProjectShimelash Kassahun100% (1)
- The Four BlocksDocument107 pagesThe Four BlocksAbu EnsahNo ratings yet
- ICETEMS-18 Abstract Book PDFDocument152 pagesICETEMS-18 Abstract Book PDFJAMILNo ratings yet
- Dangarembga The Popular ArtsDocument20 pagesDangarembga The Popular ArtsMihail EryvanNo ratings yet
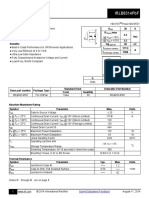
- Irlb8314Pbf: Application V 30 V R Max 2.4 M 3.2 QG 40 NC I 171 A I 130ADocument8 pagesIrlb8314Pbf: Application V 30 V R Max 2.4 M 3.2 QG 40 NC I 171 A I 130AJosè Miguel López RodriguezNo ratings yet
- Bid Documents 2022Document17 pagesBid Documents 2022Arlene VillarosaNo ratings yet
- EN22307194-Ranathunga R.A.S.S-Tensile Testing of Metals.Document16 pagesEN22307194-Ranathunga R.A.S.S-Tensile Testing of Metals.Nipun DinushaNo ratings yet
- NT-M2 Wireless Laser Barcode ScannerDocument1 pageNT-M2 Wireless Laser Barcode ScanneradilNo ratings yet
- Earthquake Lateral Force Analysis: by by Dr. Jagadish. G. KoriDocument41 pagesEarthquake Lateral Force Analysis: by by Dr. Jagadish. G. Koripmali2No ratings yet