You might also like
- SF50 - PohDocument624 pagesSF50 - PohAdrien Art'ic Chevaleyre88% (8)
- Solucionario 1 - 1 A 1 - 28Document30 pagesSolucionario 1 - 1 A 1 - 28Lucas Warley86% (7)
- Coating Guide: Standards Contact UsDocument26 pagesCoating Guide: Standards Contact UsMythri Metallizing Pvt Ltd ProjectsNo ratings yet
- Brochure - Rev 15 PDFDocument9 pagesBrochure - Rev 15 PDFCicero Gomes de SouzaNo ratings yet
- What Is AnodizingDocument5 pagesWhat Is AnodizingSuleman Khan0% (1)
- Corus - A Corrosion Protection GuideDocument6 pagesCorus - A Corrosion Protection GuideBellana SirishNo ratings yet
- Painting & Coating-1Document17 pagesPainting & Coating-1sattanathan07100% (10)
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- Lab Report #1Document7 pagesLab Report #1Catherine M Jean-JacquesNo ratings yet
- BLN-2-41657 Rev A, S20 PV Quick Reference SPM PDFDocument8 pagesBLN-2-41657 Rev A, S20 PV Quick Reference SPM PDFjose manuel barroso pantojaNo ratings yet
- Zinc Plating InfoDocument4 pagesZinc Plating InfoUntung Ari Wibowo100% (1)
- Anodizing: Anodizing Is An Electrolytic Passivation Process Used To Increase TheDocument4 pagesAnodizing: Anodizing Is An Electrolytic Passivation Process Used To Increase TheShubham JainNo ratings yet
- What Is AnodisingDocument3 pagesWhat Is AnodisingSreedhar Patnaik.MNo ratings yet
- Coating Din4762Document10 pagesCoating Din4762motiNo ratings yet
- AnodizingDocument9 pagesAnodizingalphadingNo ratings yet
- Anode NhomDocument8 pagesAnode NhomNguyen Khac PhuongNo ratings yet
- Anodizing: HistoryDocument9 pagesAnodizing: HistorytechzonesNo ratings yet
- Anodizing Presentation CDocument21 pagesAnodizing Presentation CAnang AstonNo ratings yet
- AnodizingDocument13 pagesAnodizingRatheesh VidyadharanNo ratings yet
- Anodizingpresentation 091024090524 Phpapp01Document21 pagesAnodizingpresentation 091024090524 Phpapp01sonchemenNo ratings yet
- AnodizingDocument8 pagesAnodizingSuhas PrabhakarNo ratings yet
- Aluminum Anodizing ProcessDocument31 pagesAluminum Anodizing ProcessSenthil Kumar100% (2)
- ANKURDocument20 pagesANKURDevashish JoshiNo ratings yet
- Military Plating Spec-1Document11 pagesMilitary Plating Spec-1Durbha RaviNo ratings yet
- Zinc Plating InformationDocument4 pagesZinc Plating Informationankur panwarNo ratings yet
- ABB Corporate Standard 9ADH25Document3 pagesABB Corporate Standard 9ADH25VVVVVVNo ratings yet
- Ngineering ATA: Protective Coating Guide For FansDocument7 pagesNgineering ATA: Protective Coating Guide For FansMohamed TahounNo ratings yet
- Stainless Steel Surface FinishesDocument5 pagesStainless Steel Surface FinishesOlgalycos100% (1)
- FRS Electrical Panel Spec EOIDocument20 pagesFRS Electrical Panel Spec EOITravis WoodNo ratings yet
- CoatedDocument3 pagesCoatedmatteo2009No ratings yet
- Anodizing Presentation CDocument21 pagesAnodizing Presentation Croohollah13No ratings yet
- Usi SectionaleDocument18 pagesUsi SectionaleFlorian MihaleNo ratings yet
- Zink Coating 12944Document2 pagesZink Coating 12944JpolyPolyNo ratings yet
- What Is Anodising - How Anodising Works - The Anodising ProcessDocument2 pagesWhat Is Anodising - How Anodising Works - The Anodising ProcessBadri DadiNo ratings yet
- BS 4568Document7 pagesBS 4568minjutNo ratings yet
- TL 244 EnglischDocument9 pagesTL 244 Englisch'Lampa'No ratings yet
- Material Finish GuideDocument3 pagesMaterial Finish GuideAng Tiong WeeNo ratings yet
- Fastener Design ManualDocument30 pagesFastener Design ManualsmithworkNo ratings yet
- General Information Theory - LindabDocument27 pagesGeneral Information Theory - LindabaudithanNo ratings yet
- Zincalume ASTM A792 Grade 50A and 50B: General Description: Normal / Optional Supply ConditionsDocument1 pageZincalume ASTM A792 Grade 50A and 50B: General Description: Normal / Optional Supply ConditionsSaqlain AwanNo ratings yet
- Zincalume ASTM A792 Grade 50A and 50B: General Description: Normal / Optional Supply ConditionsDocument1 pageZincalume ASTM A792 Grade 50A and 50B: General Description: Normal / Optional Supply ConditionsJennifer Alejandra Alvarez FrancoNo ratings yet
- Coating Thickness MeasurementDocument15 pagesCoating Thickness MeasurementAnonymous w6v7JWfr5100% (2)
- Clevis Pipe Hangers, Supports and Accessories: Vogel NootDocument18 pagesClevis Pipe Hangers, Supports and Accessories: Vogel NootVIVEK MAHAJANNo ratings yet
- 09875Document10 pages09875sethu1091No ratings yet
- New Galvanizing TechnologyDocument4 pagesNew Galvanizing Technologywmaddoxmec100% (1)
- Paint Calc-UaeDocument16 pagesPaint Calc-UaeKawser Hossain100% (2)
- Electrodeposited Coatings of Zinc With Passivation On SteelDocument4 pagesElectrodeposited Coatings of Zinc With Passivation On Steelradule021No ratings yet
- Locked SeamDocument8 pagesLocked SeamTony DuignanNo ratings yet
- QC SkillDocument31 pagesQC SkillJagdish100% (1)
- PPG Touch Up PaintDocument10 pagesPPG Touch Up PaintTheAnh TranNo ratings yet
- Cen TC 262 N 595Document11 pagesCen TC 262 N 595Luis SilvaNo ratings yet
- Equinox International LTD - Stainless Steel - Surface Finishes - 135 PDFDocument5 pagesEquinox International LTD - Stainless Steel - Surface Finishes - 135 PDFeugenio.gutenbertNo ratings yet
- Anodizing 2Document25 pagesAnodizing 2Valeria Rueda100% (1)
- Fastener Design Manual, Part OneDocument30 pagesFastener Design Manual, Part OnesmithworkNo ratings yet
- Chromadek PresentationDocument19 pagesChromadek PresentationArcelorMittalSANo ratings yet
- GALV - Cut Edge ProtectionDocument5 pagesGALV - Cut Edge ProtectionHarry Aldous100% (1)
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Advances in Ceramic Armor XIFrom EverandAdvances in Ceramic Armor XIJerry C. LaSalviaNo ratings yet
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionFrom EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionNo ratings yet
- Marriage Halls in TiruvnnamalaiDocument2 pagesMarriage Halls in TiruvnnamalaianbuskpNo ratings yet
- ந - ம்மாத்து வ - ழக்க - ம் - Seer Check List for all functionsDocument24 pagesந - ம்மாத்து வ - ழக்க - ம் - Seer Check List for all functionsanbuskpNo ratings yet
- 5S Presentation 2Document38 pages5S Presentation 2anbuskp100% (2)
- 8 Discipline-Corrective Action: Indo-MIM ConfidentialDocument15 pages8 Discipline-Corrective Action: Indo-MIM ConfidentialanbuskpNo ratings yet
- Appendix 25 VDA 6 3 Process AuditDocument14 pagesAppendix 25 VDA 6 3 Process AuditRahul BenkeNo ratings yet
- Part & Process Audit: Summary: General Supplier InformationDocument6 pagesPart & Process Audit: Summary: General Supplier InformationanbuskpNo ratings yet
- Wall Putty FinishingDocument2 pagesWall Putty FinishingAnonymous Qm0zbNkNo ratings yet
- SPC IOM55 BelgraviaSupreme Issue04Document12 pagesSPC IOM55 BelgraviaSupreme Issue04Paul KwongNo ratings yet
- Up Date CV - AndiDocument11 pagesUp Date CV - AndiDoc TorNo ratings yet
- BEE-Unit - IDocument44 pagesBEE-Unit - Ipavankumar tvvNo ratings yet
- Alignment Cooling Water Pump 4A: Halaman: 1 Dari 1 HalamanDocument3 pagesAlignment Cooling Water Pump 4A: Halaman: 1 Dari 1 Halamanpemeliharaan.turbin03No ratings yet
- Tableau Neil Raden Guided Open Ended AnalyticsDocument15 pagesTableau Neil Raden Guided Open Ended AnalyticsPrakarn KorkiatcharoonNo ratings yet
- Buckling and Torsion of Steel Angle Section BeamsDocument32 pagesBuckling and Torsion of Steel Angle Section Beamsp_meulendijks108No ratings yet
- Versions Available: PR123 PR122 PR121Document1 pageVersions Available: PR123 PR122 PR121abhi_26tNo ratings yet
- CONTEXT PLUS - HFC227ea Systems - SALES BROCHURE - 01-17Document4 pagesCONTEXT PLUS - HFC227ea Systems - SALES BROCHURE - 01-17Ronny HasanNo ratings yet
- AocvDocument5 pagesAocvgowripNo ratings yet
- Sub Unit Ii Website Analytics 2.1 DefinitionDocument4 pagesSub Unit Ii Website Analytics 2.1 Definitiongak usah pake namaNo ratings yet
- Ekm 3Document2 pagesEkm 3saket007iNo ratings yet
- HSDPA Link Budget Presentation v1.09Document25 pagesHSDPA Link Budget Presentation v1.09Nguyen LeNo ratings yet
- CR06 BrochureDocument2 pagesCR06 BrochureMuhammad Tahir IqbalNo ratings yet
- Corfu DBDocument5 pagesCorfu DBKeshav RathiNo ratings yet
- What's New in Vsphere 5Document3 pagesWhat's New in Vsphere 5Rocco DraganiNo ratings yet
- Flash Strobist TutorialDocument24 pagesFlash Strobist TutorialAgung PrihRaharjoNo ratings yet
- Direct Shear Test SetDocument1 pageDirect Shear Test SetBiand Lab Teknik SipilNo ratings yet
- 6 M Span CulvertDocument16 pages6 M Span CulvertSUJIT TaLUKDARNo ratings yet
- EE1Document43 pagesEE1E-4296CASTILLOasistNo ratings yet
- Approved Contractors ListDocument1 pageApproved Contractors Listgfhf dgdNo ratings yet
- Atmega16 ArduinoDocument6 pagesAtmega16 ArduinoMochammad SofyanNo ratings yet
- Circuit DiagramsDocument120 pagesCircuit DiagramsCarlos Andrés Sánchez VargasNo ratings yet
- Elliptic Curve Cryptography ProjectDocument21 pagesElliptic Curve Cryptography ProjectShuchi SareenNo ratings yet
- Oscillating Frame Sash Gang - 500 StrokeDocument3 pagesOscillating Frame Sash Gang - 500 Strokebradutu72No ratings yet
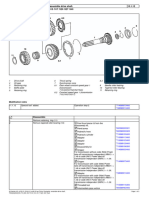
- Dismantle, Assemble Drive ShaftDocument3 pagesDismantle, Assemble Drive ShaftAhmad EdyNo ratings yet