You might also like
- Alzheimer's Disease Nursing Care PlanDocument2 pagesAlzheimer's Disease Nursing Care PlanCyrus De Asis76% (17)
- Inhalt Arc Furnace PhysicsDocument11 pagesInhalt Arc Furnace PhysicsDhirender Kapoor0% (1)
- High Intensity Slag Resistance Furnace DesignDocument10 pagesHigh Intensity Slag Resistance Furnace DesignBrian Andres Madariaga MuñozNo ratings yet
- Flow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsFrom EverandFlow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsK. H. KhalilNo ratings yet
- Energy Conservation in Cupola FurnaceDocument32 pagesEnergy Conservation in Cupola Furnacenayan patel100% (1)
- Mathematical Modelling of A Cupola FurnaceDocument2 pagesMathematical Modelling of A Cupola FurnaceLokesh DahiyaNo ratings yet
- Factors Affecting Silicomanganese Production Using Manganese Rich Slag in The ChargeDocument3 pagesFactors Affecting Silicomanganese Production Using Manganese Rich Slag in The ChargePushkar KhannaNo ratings yet
- Melting and Holding October 08Document10 pagesMelting and Holding October 08Aragaw MuluNo ratings yet
- Mill ScaleDocument6 pagesMill ScaleJhovanny RendónNo ratings yet
- A Lining Management System For Submerged Arc FurnacesDocument10 pagesA Lining Management System For Submerged Arc FurnacesismaglezhNo ratings yet
- Influence of Metallics and EAF Type On Specific Consumptions and ProductivityDocument20 pagesInfluence of Metallics and EAF Type On Specific Consumptions and ProductivityJorge MadiasNo ratings yet
- BMP FI-RevA-1-8.xerDocument1,590 pagesBMP FI-RevA-1-8.xerbharathyNo ratings yet
- Desulphurization by Slag TreatmentDocument22 pagesDesulphurization by Slag TreatmentanandvinaygeraNo ratings yet
- State of The Art and Future of The Blast FurnaceDocument16 pagesState of The Art and Future of The Blast Furnacesaibal_silNo ratings yet
- Electric Arc FurnaceDocument14 pagesElectric Arc Furnacepravinchavan79No ratings yet
- Reduction Oxidation Cycling of Metal OxidesDocument281 pagesReduction Oxidation Cycling of Metal OxidesAngel RumboNo ratings yet
- A Lining Management System For Submerged Arc FurnacesDocument1 pageA Lining Management System For Submerged Arc FurnacessuryaNo ratings yet
- Cupola Furnaces Case StudyDocument5 pagesCupola Furnaces Case StudyPutt LaLuNo ratings yet
- Study of Blast Furnace Cooling StaveDocument7 pagesStudy of Blast Furnace Cooling StavecaapasaNo ratings yet
- The Phosphorus Reaction in Oxygen Steelmaking - Thermodynamic Equi PDFDocument211 pagesThe Phosphorus Reaction in Oxygen Steelmaking - Thermodynamic Equi PDFakshukNo ratings yet
- Revised DraftDocument45 pagesRevised DraftEva LloydNo ratings yet
- Metallurgical ThermodynamicsDocument104 pagesMetallurgical ThermodynamicsKang Qin100% (1)
- Coke Quality and Thermal Reserve Zone PDFDocument6 pagesCoke Quality and Thermal Reserve Zone PDFhalder_kalyan9216No ratings yet
- Induction FurnaceDocument7 pagesInduction FurnaceDeepak Velusamy100% (2)
- Optimisation of Reheat Furnace - Air PreheaterDocument6 pagesOptimisation of Reheat Furnace - Air PreheaterLTE002No ratings yet
- Improvement of Surface Quality of Continuously Cast Steel Control PDFDocument130 pagesImprovement of Surface Quality of Continuously Cast Steel Control PDFChrist ChristiNo ratings yet
- BF Cooling TechnologyDocument8 pagesBF Cooling TechnologySamanway DasNo ratings yet
- HIsmelt - The TechnologyDocument3 pagesHIsmelt - The Technologyrockstar_raphNo ratings yet
- Determining The Optimum Level of Inoculant Addition by Thermal Analysis - A Case Study, Ductile Iron News, Dec 2004Document8 pagesDetermining The Optimum Level of Inoculant Addition by Thermal Analysis - A Case Study, Ductile Iron News, Dec 2004arnaldorcr8646No ratings yet
- Electrometallurgy 3: Laval University, Quebec City, Canada Fathi - Habashi@arul - Ulaval.caDocument28 pagesElectrometallurgy 3: Laval University, Quebec City, Canada Fathi - Habashi@arul - Ulaval.caBasilia YulianiNo ratings yet
- The Behaviour of The Secondary Metallurgy Slag Into The EAF. How To Create A Good Foamy Slag With The Appropriate Basicity Using A Mix of Lime and Recycled Ladle Slag As EAF Slag FormerDocument1 pageThe Behaviour of The Secondary Metallurgy Slag Into The EAF. How To Create A Good Foamy Slag With The Appropriate Basicity Using A Mix of Lime and Recycled Ladle Slag As EAF Slag FormerRavindra Kashyap0% (1)
- Furnace TheoriesDocument78 pagesFurnace TheoriesPushkar KhannaNo ratings yet
- Clogging in Continuos Casting NozzleDocument21 pagesClogging in Continuos Casting Nozzlemiltone87No ratings yet
- Abnormality Prediction During Furnace Operation (C) Rev1Document35 pagesAbnormality Prediction During Furnace Operation (C) Rev1Shauvik Roy100% (1)
- Numerical Analysis Blast Furnace PDFDocument9 pagesNumerical Analysis Blast Furnace PDFLTE002No ratings yet
- Cohesive Zone - Blast FurnaceDocument8 pagesCohesive Zone - Blast Furnacescribdaccount0No ratings yet
- NEW POSSIBILITIES OF THE FERRITIC HOT ROLLING APPLIED TO LOW CARBON STEELS (Seoul97)Document10 pagesNEW POSSIBILITIES OF THE FERRITIC HOT ROLLING APPLIED TO LOW CARBON STEELS (Seoul97)Ketnipha SukwannawitNo ratings yet
- Annular Shaft Kiln For Lime Burning With Kiln Gas Recirculation PDFDocument8 pagesAnnular Shaft Kiln For Lime Burning With Kiln Gas Recirculation PDFFerNo ratings yet
- Iron Making2Document54 pagesIron Making2richa_msmeNo ratings yet
- Ironmaking Process AlternativeDocument153 pagesIronmaking Process AlternativesintaNo ratings yet
- Oxygen Steel Making ProcessesDocument78 pagesOxygen Steel Making ProcessesDwy IconAceNo ratings yet
- THE EFFECT OF FOAMY SLAG IN THE ELECTRIC ARC FURNACES ON ELECTRIC Energy Consumption PDFDocument10 pagesTHE EFFECT OF FOAMY SLAG IN THE ELECTRIC ARC FURNACES ON ELECTRIC Energy Consumption PDFManojlovic VasoNo ratings yet
- The Effect of Slag Modeling To Improve Steelmaking Processes PDFDocument12 pagesThe Effect of Slag Modeling To Improve Steelmaking Processes PDFPaulo J. C. EstevesNo ratings yet
- Blast Furnace Design of The FutureDocument10 pagesBlast Furnace Design of The FutureSamanway DasNo ratings yet
- The Basic Oxygen SteelmakingDocument15 pagesThe Basic Oxygen SteelmakingM. Didik Suryadi100% (1)
- Inclusion Evolution and Removal in Ladle Refining: R. J. O'MalleyDocument20 pagesInclusion Evolution and Removal in Ladle Refining: R. J. O'MalleyemregnesNo ratings yet
- Computer Modeling of Refractory/Slag/Metal InteractionsDocument8 pagesComputer Modeling of Refractory/Slag/Metal InteractionsAbderrahim AmchtahrirNo ratings yet
- Present Indian Steel Making Practice and Its Scenario: Introduction: WHAT IS STEEL?Document10 pagesPresent Indian Steel Making Practice and Its Scenario: Introduction: WHAT IS STEEL?SarbajitManna100% (1)
- Developments in Blast Furnace Process Control at Port Kembla BaseDocument13 pagesDevelopments in Blast Furnace Process Control at Port Kembla BaseBinod Kumar PadhiNo ratings yet
- Oxidation Mechanism of C in MgO-C Refractory BricksDocument1 pageOxidation Mechanism of C in MgO-C Refractory BricksGisele SilNo ratings yet
- Design and Simulation of Single Phase Inverter AirconditionerDocument60 pagesDesign and Simulation of Single Phase Inverter AirconditionerAmmar AL IdaneeNo ratings yet
- Blast Furnace Gas CleaningDocument25 pagesBlast Furnace Gas CleaningSalil JainNo ratings yet
- Direct Reduction and Smelting ProcessesDocument40 pagesDirect Reduction and Smelting ProcessesAfza NurhakimNo ratings yet
- FFPMDocument171 pagesFFPMGulyam Maribasappa Rajendra PrasadNo ratings yet
- Metallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964From EverandMetallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964W. O. AlexanderNo ratings yet
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981From EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981No ratings yet
- Advanced Pulverized Coal Injection Technology and Blast Furnace OperationFrom EverandAdvanced Pulverized Coal Injection Technology and Blast Furnace OperationK. IshiiNo ratings yet
- Autori ManagementDocument2 pagesAutori Managementyoyoy&mariusNo ratings yet
- Sineflex Solutions: Partnering For Healthcare InnovationDocument10 pagesSineflex Solutions: Partnering For Healthcare InnovationD S Sagar Tripuramallu100% (1)
- Texas A&M Contract With AdidasDocument25 pagesTexas A&M Contract With AdidasJason TrahanNo ratings yet
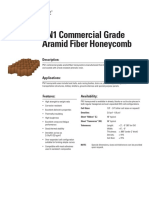
- Plascore - PN1 - Honeycomb PDFDocument2 pagesPlascore - PN1 - Honeycomb PDFIverton FariasNo ratings yet
- TriplexerDocument1 pageTriplexerKarim FaisalNo ratings yet
- Brochure B1510-50Hz Horizontal - Inline Selection Rev 12-14-06Document14 pagesBrochure B1510-50Hz Horizontal - Inline Selection Rev 12-14-06احمد الجزار2007No ratings yet
- Application LetterDocument5 pagesApplication Lettersdguillermo928No ratings yet
- Make Your Own PCBs Form A To ZDocument17 pagesMake Your Own PCBs Form A To Zbaliza1405No ratings yet
- Motion For The Issuance of Replacement Check BenozaDocument3 pagesMotion For The Issuance of Replacement Check BenozaRaffy Pangilinan100% (1)
- Practical Applications of ChemistryDocument16 pagesPractical Applications of Chemistrychong56100% (2)
- HRKL - ISSB EOT RPM Delay Event Analysis R1Document11 pagesHRKL - ISSB EOT RPM Delay Event Analysis R1Loges SinniahNo ratings yet
- Ns. Tony Suharsono, M Kep: Curriculum VitaeDocument7 pagesNs. Tony Suharsono, M Kep: Curriculum VitaehaliliNo ratings yet
- V 112Document4 pagesV 112simon_someone217No ratings yet
- WRO 2017 Regular Category Junior PDFDocument17 pagesWRO 2017 Regular Category Junior PDFAlaas AlvcaszaNo ratings yet
- Azdn E: 2,2' Azobis Isobutyronitrile - AZDN - AIBN C H NDocument2 pagesAzdn E: 2,2' Azobis Isobutyronitrile - AZDN - AIBN C H Njuliushasan2No ratings yet
- Ubc 2010 Fall Mueller JeffDocument168 pagesUbc 2010 Fall Mueller JeffmanojkumarNo ratings yet
- Module 2 NSTP 1 Values and Ethics 1Document14 pagesModule 2 NSTP 1 Values and Ethics 1Master HaroldNo ratings yet
- SAPX04: HTML5 Foundations For SAP SAPUI5 DevelopmentDocument246 pagesSAPX04: HTML5 Foundations For SAP SAPUI5 Developmentcardeguzman100% (9)
- Perfect Competition and Efficiency AssignmentDocument12 pagesPerfect Competition and Efficiency AssignmentRileyNo ratings yet
- Unit 4 Reading 1 1Document1 pageUnit 4 Reading 1 1601-24-Narit NitjapanNo ratings yet
- Luxembourg Court of AppealDocument16 pagesLuxembourg Court of AppealHollyRustonNo ratings yet
- Electronics Mechanic - Pdfrailway Syllabus PDFDocument77 pagesElectronics Mechanic - Pdfrailway Syllabus PDFAnonymous RXhkIyLNo ratings yet
- Record of Professional Learning Anabella CPL Record of Professional LearningDocument6 pagesRecord of Professional Learning Anabella CPL Record of Professional Learningapi-603557441No ratings yet
- PHD in Planning, Governance and Globalization - 2010-2011 Student HandbookDocument40 pagesPHD in Planning, Governance and Globalization - 2010-2011 Student Handbookmarc_evansNo ratings yet
- Chronology of Turn Based Strategy Video GamesDocument17 pagesChronology of Turn Based Strategy Video Games1br4h1m0v1cNo ratings yet
- Faculty Manuals Pages 80 - 90Document10 pagesFaculty Manuals Pages 80 - 90Maria Faye MarianoNo ratings yet
- (IBM) System Storage SAN Volume Controller Version 6.4.0Document350 pages(IBM) System Storage SAN Volume Controller Version 6.4.0hiehie272No ratings yet
- Clear Float Glass: There'S Only One Name You Need To Know: GuardianDocument2 pagesClear Float Glass: There'S Only One Name You Need To Know: Guardianmeesam1No ratings yet
- Table Alarm For iPASOLINK ALM Conf 1+0Document1 pageTable Alarm For iPASOLINK ALM Conf 1+0dedeputra01100% (5)