You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Engine 3066 - 3064 - SpecificationsDocument30 pagesEngine 3066 - 3064 - SpecificationsSegundo Francisco Jauregui Valencia91% (11)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Pratt & Whitney The Aircraft Engine and Its Operation - Rev1949 - BZDocument213 pagesPratt & Whitney The Aircraft Engine and Its Operation - Rev1949 - BZarizonaflyer100% (4)
- Ashrae 110: An Introduction To Laboratory Fume Hood Performance TestingDocument19 pagesAshrae 110: An Introduction To Laboratory Fume Hood Performance Testingryu181189No ratings yet
- Occupied Building Risk Assessment (CAS149a)Document2 pagesOccupied Building Risk Assessment (CAS149a)Gladstone SamuelNo ratings yet
- Instalation Manual Cissell ct030 Eng PDFDocument66 pagesInstalation Manual Cissell ct030 Eng PDFmbevi100No ratings yet
- Brochure Textile FR PDFDocument5 pagesBrochure Textile FR PDFlthyaguNo ratings yet
- European Ban On Certain Azo DyesDocument6 pagesEuropean Ban On Certain Azo DyeslthyaguNo ratings yet
- Aatcc NewletterDocument52 pagesAatcc NewletterlthyaguNo ratings yet
- Newton's Unfinished Business: Uncovering The Hidden Powers of Eleven in Pascal's TriangleDocument5 pagesNewton's Unfinished Business: Uncovering The Hidden Powers of Eleven in Pascal's TrianglelthyaguNo ratings yet
- RE: Laboratories - General Requirements - Fume Hoods (Ventilation Systems)Document3 pagesRE: Laboratories - General Requirements - Fume Hoods (Ventilation Systems)lthyaguNo ratings yet
- Textile and Apparel LabelingDocument24 pagesTextile and Apparel LabelinglthyaguNo ratings yet
- Chapter 6.3 Redox EquilibriumDocument46 pagesChapter 6.3 Redox EquilibriumlthyaguNo ratings yet
- Newton's Binomial and Pascal's Triangle: N K N NDocument1 pageNewton's Binomial and Pascal's Triangle: N K N NlthyaguNo ratings yet
- PT Programmes AATCCDocument42 pagesPT Programmes AATCClthyaguNo ratings yet
- Maxx Durable BrochureDocument4 pagesMaxx Durable BrochurelthyaguNo ratings yet
- Fibres To FabricDocument23 pagesFibres To FabricPallavi Luthra KapoorNo ratings yet
- En Standards Protective ClothingDocument25 pagesEn Standards Protective Clothinglthyagu100% (1)
- Pahs in Toys and Childcare Products: Survey of Chemical Substances in Consumer Products No. 114 2011Document41 pagesPahs in Toys and Childcare Products: Survey of Chemical Substances in Consumer Products No. 114 2011lthyaguNo ratings yet
- Virat Kohli's Manner of BattingDocument5 pagesVirat Kohli's Manner of BattinglthyaguNo ratings yet
- Measurement Good Practice Guide: E Es Sttiim Ma Attiin NG G U Un NC Ce Errtta Aiin Nttiie Es S Iin N T Te Es Sttiin NG GDocument46 pagesMeasurement Good Practice Guide: E Es Sttiim Ma Attiin NG G U Un NC Ce Errtta Aiin Nttiie Es S Iin N T Te Es Sttiin NG GengrziaNo ratings yet
- Turkey TextileDocument37 pagesTurkey TextileGizachew ZelekeNo ratings yet
- The Uncertainty of MeasurementsDocument39 pagesThe Uncertainty of MeasurementslthyaguNo ratings yet
- Jsa Webstore Online PurchaseDocument2 pagesJsa Webstore Online PurchaselthyaguNo ratings yet
- Revised Syllabus Garment Finishing CheckingDocument7 pagesRevised Syllabus Garment Finishing CheckinglthyaguNo ratings yet
- IHS-3 Fire Safety Presentation JMDocument18 pagesIHS-3 Fire Safety Presentation JMlthyaguNo ratings yet
- Presentation Fire ProceduresDocument21 pagesPresentation Fire ProcedureslthyaguNo ratings yet
- Presentation Fire ProceduresDocument21 pagesPresentation Fire ProcedureslthyaguNo ratings yet
- pp9Document33 pagespp9lthyaguNo ratings yet
- Roaches Catalogue - enDocument56 pagesRoaches Catalogue - enlthyaguNo ratings yet
- Jet-Lube Jacking Grease ECF - TDS - EnglishDocument1 pageJet-Lube Jacking Grease ECF - TDS - EnglishDon HowardNo ratings yet
- A Gas Plant 1Document2 pagesA Gas Plant 1eng20072007No ratings yet
- GRADE 9 Chemistry Test PaperDocument4 pagesGRADE 9 Chemistry Test PaperSandhya SinghNo ratings yet
- MOGP Summit: Oil and Gas Outlook and Price TrendsDocument14 pagesMOGP Summit: Oil and Gas Outlook and Price TrendskothuwonNo ratings yet
- User Guide Bissell Spot Clean ProDocument12 pagesUser Guide Bissell Spot Clean ProRicardoBonoNo ratings yet
- Satam Zc17-B037-Bro-Gb-Rev3Document2 pagesSatam Zc17-B037-Bro-Gb-Rev3warung1bensinNo ratings yet
- Types of Ships: General Cargo Ships Passenger ShipsDocument1 pageTypes of Ships: General Cargo Ships Passenger ShipspatkariukiNo ratings yet
- 1.QA-RD7A - IWCF Formula Sheet - API Field UnitsDocument4 pages1.QA-RD7A - IWCF Formula Sheet - API Field UnitsExequiel Plaza100% (3)
- The Trakas Plan - Energy Policy - FinalDocument6 pagesThe Trakas Plan - Energy Policy - FinalwmdtvmattNo ratings yet
- 5124 w09 Ms 3Document5 pages5124 w09 Ms 3mstudy123456No ratings yet
- Analysis of The Kirit Parikh Committee Recommendations: Credit Analysis & Research LTD.Document4 pagesAnalysis of The Kirit Parikh Committee Recommendations: Credit Analysis & Research LTD.Kshitiz JainNo ratings yet
- Mumbai High North Area TeamDocument5 pagesMumbai High North Area TeamBiswa PatnaikNo ratings yet
- Company Introduction: Hitachi Automotive Systems Measurement, Ltd. (Formerly Known As TOKICO TECHNOLOGY LTD.)Document29 pagesCompany Introduction: Hitachi Automotive Systems Measurement, Ltd. (Formerly Known As TOKICO TECHNOLOGY LTD.)SamuelNo ratings yet
- Multi Cylinder Diesel Engine Test Rig - Electrical DynamometerDocument1 pageMulti Cylinder Diesel Engine Test Rig - Electrical DynamometerAshish VermaNo ratings yet
- ch8 PDFDocument144 pagesch8 PDFJuan ZamoraNo ratings yet
- Rudolf Diesel UkkkkkkkkkkkkkkkkkkkDocument7 pagesRudolf Diesel UkkkkkkkkkkkkkkkkkkkUday KiranNo ratings yet
- Chemistry Data Booklet PDFDocument15 pagesChemistry Data Booklet PDFShaz BhattiNo ratings yet
- Dynamic Modeling: CatalyticDocument16 pagesDynamic Modeling: CatalyticShaik RuksanaNo ratings yet
- Phasing Out Fuel Subsidies in NigeriaDocument3 pagesPhasing Out Fuel Subsidies in NigeriaEfosaUwaifoNo ratings yet
- D392004720 MKT 001 PDFDocument28 pagesD392004720 MKT 001 PDFsorangel_123No ratings yet
- SPM ScienceDocument29 pagesSPM Science고콧타비No ratings yet
- Cracking: Submitted By: Soma Khalid. Lulav Saeed. Media Hassan. Hallat Hamza. Submitted byDocument22 pagesCracking: Submitted By: Soma Khalid. Lulav Saeed. Media Hassan. Hallat Hamza. Submitted byLulav BarwaryNo ratings yet
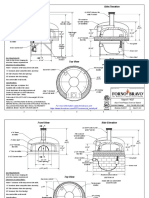
- Napoli140 Gas Pizza Oven DrawingDocument4 pagesNapoli140 Gas Pizza Oven DrawingAlejandro Castro CNo ratings yet
- QSL9 EngineDocument7 pagesQSL9 EngineAmmar Baig83% (6)
- Zahid Ali: - Refinery LimitedDocument50 pagesZahid Ali: - Refinery Limitedzahid aliNo ratings yet
- Material Data Sheet N107-B85: NBR N107 - Black (Sulphur Cross Linked)Document1 pageMaterial Data Sheet N107-B85: NBR N107 - Black (Sulphur Cross Linked)zarul lurazNo ratings yet