You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Canon EOS Rebel Xs - 35mm SLR Owner's ManualDocument64 pagesCanon EOS Rebel Xs - 35mm SLR Owner's Manuallegrandew100% (5)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Conservation of Momentum: (Práctica Tomada y Adaptada de David. H - Loyd - PLM)Document6 pagesConservation of Momentum: (Práctica Tomada y Adaptada de David. H - Loyd - PLM)MORENO RANGEL YERAY DARIONo ratings yet
- Cell Theory: Lesson 1.1Document40 pagesCell Theory: Lesson 1.1Angel DelgadoNo ratings yet
- 226717222Document52 pages226717222Dede SaryNo ratings yet
- Ebook Adaptive Control of Dynamic Systems With Uncertainty and Quantization Automation and Control Engineering 1St Edition Zhou Jing Xing Lantao Wen Changyun Online PDF All ChapterDocument70 pagesEbook Adaptive Control of Dynamic Systems With Uncertainty and Quantization Automation and Control Engineering 1St Edition Zhou Jing Xing Lantao Wen Changyun Online PDF All Chapterrobert.dyer654100% (8)
- Roark's Formula 4Document1 pageRoark's Formula 4Jay CeeNo ratings yet
- M5 Perimeter and Area of RectanglesDocument2 pagesM5 Perimeter and Area of RectanglesJayjoNo ratings yet
- On The Determination of Fracture Toughness of PP Polymers: January 2009Document22 pagesOn The Determination of Fracture Toughness of PP Polymers: January 2009Chanin NgudsuntearNo ratings yet
- Stefan Cont BSC MSC BEDocument10 pagesStefan Cont BSC MSC BEFrancis anandNo ratings yet
- Proceeding ICCE2021-Volume1Geo-Materials and EnvironmentDocument636 pagesProceeding ICCE2021-Volume1Geo-Materials and Environmentcsdfs.chimieNo ratings yet
- Specification, SFU NotesDocument19 pagesSpecification, SFU NotesAtiq ur Rehman QamarNo ratings yet
- Martin Belt Splice BrochuDocument2 pagesMartin Belt Splice BrochuGustavo QuirozNo ratings yet
- Katalog Kabel Supremepdf PDF FreeDocument68 pagesKatalog Kabel Supremepdf PDF Freerachmat adiyantoNo ratings yet
- Ahw 10 103500 Ea 3309 00053 0001 Noy0000y0812 CH 02Document6 pagesAhw 10 103500 Ea 3309 00053 0001 Noy0000y0812 CH 02Parag Lalit SoniNo ratings yet
- Maths MCQDocument120 pagesMaths MCQkavita guravNo ratings yet
- LCM HCF MCQ in EnglishDocument13 pagesLCM HCF MCQ in Englishrenuka renukaNo ratings yet
- Characterizing Materials With Cyclic VoltammetryDocument9 pagesCharacterizing Materials With Cyclic VoltammetryanandramNo ratings yet
- Module in General Mathematics: OBJECTIVE: Determines The Intercepts, Zeroes, and Asymptotes of An Exponential FunctionDocument20 pagesModule in General Mathematics: OBJECTIVE: Determines The Intercepts, Zeroes, and Asymptotes of An Exponential FunctionMarco SeəsonNo ratings yet
- Ficha Tecnica Tornillo Madera EstructuralDocument8 pagesFicha Tecnica Tornillo Madera EstructuralFelipe Michellod HerreraNo ratings yet
- Emerging Research Landscape of AltermagnetismDocument25 pagesEmerging Research Landscape of AltermagnetismAybüke GülkayaNo ratings yet
- Applied Sciences: Technical Performance of An Inflatable Solar Dryer For Drying Amaranth Leaves in KenyaDocument11 pagesApplied Sciences: Technical Performance of An Inflatable Solar Dryer For Drying Amaranth Leaves in KenyaRianzarnainNo ratings yet
- City University of Hong Kong Course Syllabus Offered by College/School/Department of - Mathematics - With Effect From Semester - B - 20 - 17 - / - 18Document6 pagesCity University of Hong Kong Course Syllabus Offered by College/School/Department of - Mathematics - With Effect From Semester - B - 20 - 17 - / - 18Ting Kwok PoonNo ratings yet
- Ubiquity League of Adventurers Globetrotters' Guide To Weird ScienceDocument20 pagesUbiquity League of Adventurers Globetrotters' Guide To Weird ScienceMestre K-1No ratings yet
- Week 5 GP2Document5 pagesWeek 5 GP2Marvin DamascoNo ratings yet
- Bertamini&Casati-Figures and Holes PDFDocument14 pagesBertamini&Casati-Figures and Holes PDFDiana DidiNo ratings yet
- Kinetic Theory of GasesDocument18 pagesKinetic Theory of GasesFozia ShaikhNo ratings yet
- EMI & AC - Rudra SeriesDocument156 pagesEMI & AC - Rudra SeriesShubham AgarwalNo ratings yet
- 4174-3300 WWW - Hmchydraul I: Di Stri Bui Dor e Revendedor Autori ZadoDocument69 pages4174-3300 WWW - Hmchydraul I: Di Stri Bui Dor e Revendedor Autori ZadoDarioNo ratings yet
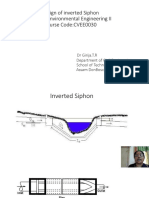
- Inverted Siphon Design PDFDocument12 pagesInverted Siphon Design PDFPangerwati OzukumNo ratings yet
- Serway Physics-Karışık SorularDocument27 pagesSerway Physics-Karışık SorularMehtap PamukNo ratings yet