You might also like
- 47 March 2018 GyanparabDocument30 pages47 March 2018 GyanparabPalak AriwalaNo ratings yet
- Tie Up Hospital Esic SuratDocument4 pagesTie Up Hospital Esic SuratPalak AriwalaNo ratings yet
- Class VII Question Bank English"TITLE "Chief Patron Shri U.N.Khawarey Guide Class VII English" TITLE "Contributors Kendriya Vidyalaya Question Bank Class VIIDocument68 pagesClass VII Question Bank English"TITLE "Chief Patron Shri U.N.Khawarey Guide Class VII English" TITLE "Contributors Kendriya Vidyalaya Question Bank Class VIIAparna Kalla MendirattaNo ratings yet
- RRB SSE Question Paper 2015 - Day 3 - Slot 2Document53 pagesRRB SSE Question Paper 2015 - Day 3 - Slot 2Palak AriwalaNo ratings yet
- Rudhiprayog Ane Kahevat Sangrah - GujaratiDocument389 pagesRudhiprayog Ane Kahevat Sangrah - GujaratiHarshad Ashodiya Interior Designer57% (14)
- GTU Electrical Machine Design Exam QuestionsDocument2 pagesGTU Electrical Machine Design Exam QuestionsPalak AriwalaNo ratings yet
- Fig: 1 Different SectorDocument2 pagesFig: 1 Different SectorPalak AriwalaNo ratings yet
- HTTP 164.100.129.99 Mts Pdfprint VerifyprintDocument2 pagesHTTP 164.100.129.99 Mts Pdfprint VerifyprintPalak AriwalaNo ratings yet
- Gujarati Grammer 4 PDFDocument17 pagesGujarati Grammer 4 PDFJennifer CarlsonNo ratings yet
- Bank Po PaperDocument10 pagesBank Po Paperzipsy53No ratings yet
- RRB SSE Question Paper 2015 - Day 3 - Slot 2Document53 pagesRRB SSE Question Paper 2015 - Day 3 - Slot 2Palak AriwalaNo ratings yet
- Lecture 04Document61 pagesLecture 04gurutheboss1100% (3)
- Gujarat Technological UniversityDocument2 pagesGujarat Technological UniversityPalak AriwalaNo ratings yet
- Gujarat Technological UniversityDocument1 pageGujarat Technological UniversityPalak AriwalaNo ratings yet
- Power System Practice and DesignDocument1 pagePower System Practice and DesignMeet Joshi50% (2)
- Gujarat Technological UniversityDocument2 pagesGujarat Technological UniversityPalak AriwalaNo ratings yet
- Guidelines Regarding Departmental Elective.Document1 pageGuidelines Regarding Departmental Elective.Jay ThakarNo ratings yet
- Gujarat Technological UniversityDocument1 pageGujarat Technological UniversityPalak AriwalaNo ratings yet
- P UtilizationDocument1 pageP UtilizationPalak AriwalaNo ratings yet
- Electrical Machine Design IIDocument1 pageElectrical Machine Design IIMeet JoshiNo ratings yet
- P Electronics IIDocument1 pageP Electronics IIPalak AriwalaNo ratings yet
- GTU BE ELECTRICAL ENGINEERING COMMISSIONING EQUIPMENTDocument3 pagesGTU BE ELECTRICAL ENGINEERING COMMISSIONING EQUIPMENTPalak AriwalaNo ratings yet
- Pessor and ControllersDocument2 pagesPessor and ControllersPalak AriwalaNo ratings yet
- 09 Teaching SchemeDocument1 page09 Teaching SchemeRahul TilekarNo ratings yet
- Advance Java TechnologyDocument2 pagesAdvance Java TechnologySagar LodhiyaNo ratings yet
- Advanced Power System IIDocument2 pagesAdvanced Power System IIdurgesh_ahirNo ratings yet
- 76953125005465Document43 pages76953125005465Palak AriwalaNo ratings yet
- GTU BE Semester VIII Advanced Power System II ExamDocument1 pageGTU BE Semester VIII Advanced Power System II ExamPalak AriwalaNo ratings yet
- Advanced Power System Questions Part3Document1 pageAdvanced Power System Questions Part3vagoliyoNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Omron Water Level ControllerDocument76 pagesOmron Water Level Controllerjaja ardhian100% (1)
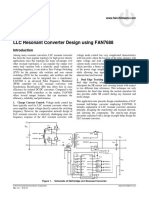
- LLC Resonant Converter Design Using FAN7688: 2. Dual Edge Tracking SR Control: FAN7688 Uses ADocument21 pagesLLC Resonant Converter Design Using FAN7688: 2. Dual Edge Tracking SR Control: FAN7688 Uses APhúc ThiệnNo ratings yet
- Grounding Design AnalysisDocument118 pagesGrounding Design Analysisreply2amit1986100% (4)
- Australian Standard: Grid Connection of Energy Systems Via Inverters Part 3: Grid Protection RequirementsDocument20 pagesAustralian Standard: Grid Connection of Energy Systems Via Inverters Part 3: Grid Protection RequirementsLoganNo ratings yet
- Dt109a / Dt107a / Dt106a / Dt105a / Dt104a Auto-Tune Pid Temperature ControllerDocument4 pagesDt109a / Dt107a / Dt106a / Dt105a / Dt104a Auto-Tune Pid Temperature Controlleralaa suhailNo ratings yet
- Electrical specs and ordering info for LPQ150 series power suppliesDocument2 pagesElectrical specs and ordering info for LPQ150 series power suppliesKader SmailiNo ratings yet
- Induction MotorDocument43 pagesInduction MotorAshvani ShuklaNo ratings yet
- Cost DataDocument7 pagesCost DataMohanta AmritNo ratings yet
- MSD Digital, 6al Ignition Control, PN 6425Document20 pagesMSD Digital, 6al Ignition Control, PN 6425Alberto Delgado100% (1)
- Secondary Unit Substations-Secondary Below 1000VDocument48 pagesSecondary Unit Substations-Secondary Below 1000Vami patelNo ratings yet
- Pe Note (III Sem)Document25 pagesPe Note (III Sem)HarishJoshiNo ratings yet
- Acti9 Relay Katalog IndonesiaDocument9 pagesActi9 Relay Katalog IndonesiaTofan Arif KusumaNo ratings yet
- AccuSine PCS+ - PCSP300D5IP31Document2 pagesAccuSine PCS+ - PCSP300D5IP31Johan HendrawanNo ratings yet
- 7805T Ecg-960Document2 pages7805T Ecg-960bellscbNo ratings yet
- E239.31 A4Document38 pagesE239.31 A4Mahamudul HasanNo ratings yet
- Schneider Push Buttons and Pilot LightsDocument4 pagesSchneider Push Buttons and Pilot Lightsshamimahmed313No ratings yet
- Hydropower Engineering IIDocument141 pagesHydropower Engineering IIashe zinab100% (7)
- 2-QCap - Capacitor CilíndricoDocument20 pages2-QCap - Capacitor CilíndricoMr. LycalopexNo ratings yet
- SPEC - 663 - 20002701 - 33kV Terminal TowerDocument45 pagesSPEC - 663 - 20002701 - 33kV Terminal ToweryasarNo ratings yet
- Voltage Drop GuideDocument2 pagesVoltage Drop Guidemherold2No ratings yet
- Transformers 1Document5 pagesTransformers 1Shubhangi SinghNo ratings yet
- Siemens 7sa522 Distance Protection Relay SettingDocument17 pagesSiemens 7sa522 Distance Protection Relay SettingRizki Setiawan100% (1)
- Info Iec61869-5 (Ed1.0) BDocument15 pagesInfo Iec61869-5 (Ed1.0) Bmido211250% (2)
- ACT30Document10 pagesACT30arao_filhoNo ratings yet
- Demandnote PDFDocument2 pagesDemandnote PDFlaxmanNo ratings yet
- Directional Over CurrentDocument14 pagesDirectional Over CurrentAisah El ArinalNo ratings yet
- DECS 250 DatasheetDocument4 pagesDECS 250 DatasheetEda AryaniNo ratings yet
- APTRANSCO Line Crossing RequestDocument21 pagesAPTRANSCO Line Crossing Requests.thrinadhrao0% (1)
- NOCS ListDocument4,976 pagesNOCS ListABCDNo ratings yet
- Schneider Electric - Acti9-iRT-iRBN-iRLI-iRC - A9E15535Document3 pagesSchneider Electric - Acti9-iRT-iRBN-iRLI-iRC - A9E15535hammad129No ratings yet