You might also like
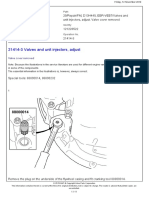
- 21414-3 Valves and Unit Injectors, AdjustDocument11 pages21414-3 Valves and Unit Injectors, AdjustTeguh Imam Adri100% (1)
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingFrom EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingRating: 5 out of 5 stars5/5 (1)
- Production of Clean Hydrogen by Electrochemical Reforming of Oxygenated Organic CompoundsFrom EverandProduction of Clean Hydrogen by Electrochemical Reforming of Oxygenated Organic CompoundsNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- LECTURE - 6: Ethylene Derivatives: Ethylene Oxide and Ethanol Amines 6.1 Ethylene OxideDocument7 pagesLECTURE - 6: Ethylene Derivatives: Ethylene Oxide and Ethanol Amines 6.1 Ethylene Oxideمحمود محمدNo ratings yet
- Introduction to Supercritical Fluids: A Spreadsheet-based ApproachFrom EverandIntroduction to Supercritical Fluids: A Spreadsheet-based ApproachNo ratings yet
- French Revolution Notes - IB Hist ExamDocument12 pagesFrench Revolution Notes - IB Hist ExamAshika I100% (52)
- Cabeq 2011 02 Verzija 4 Chapter8Document7 pagesCabeq 2011 02 Verzija 4 Chapter8Delicz TanNo ratings yet
- Howo Tipper Truck 6x4 371HP PDFDocument2 pagesHowo Tipper Truck 6x4 371HP PDFIbrahim Fadhl KalajengkingNo ratings yet
- Wacker SilconeDocument16 pagesWacker SilconeWangYunNo ratings yet
- MAXIMUS - 516 руководство пользователя - 1Document214 pagesMAXIMUS - 516 руководство пользователя - 1MMM-MMM100% (1)
- Production of Acetone Via The Dehydrogenation of Isopropyl Alcohol (IPA)Document4 pagesProduction of Acetone Via The Dehydrogenation of Isopropyl Alcohol (IPA)javier torres100% (1)
- Ethyl Acetate Design ProjectDocument60 pagesEthyl Acetate Design ProjectAhmed Ali100% (4)
- Thermal Expansion CalculationsDocument36 pagesThermal Expansion CalculationsAhmad MuzammilNo ratings yet
- Contemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsFrom EverandContemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsNo ratings yet
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentFrom EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentNo ratings yet
- Topical and Prospective Processes of Acetoxylation: Grzegorz Lewandowski, Marcin Bartkowiak, Eugeniusz MilchertDocument6 pagesTopical and Prospective Processes of Acetoxylation: Grzegorz Lewandowski, Marcin Bartkowiak, Eugeniusz MilchertAnonymous b9fcR5No ratings yet
- UOP Proper Design NHT Combined Feed Exchanger Equipment PaperDocument9 pagesUOP Proper Design NHT Combined Feed Exchanger Equipment Paperpiolinwalls100% (1)
- Grade 10 12 Revision Notes Kitwe District Education Board Civic Education 2030Document119 pagesGrade 10 12 Revision Notes Kitwe District Education Board Civic Education 2030Betsheba Mwila67% (3)
- Zero Liquid DischargeDocument9 pagesZero Liquid DischargeAhmad MuzammilNo ratings yet
- Ethyl Acetate Synthesis by Coupling of Fixed-Bed Reactor and Reactive Distillation PDFDocument5 pagesEthyl Acetate Synthesis by Coupling of Fixed-Bed Reactor and Reactive Distillation PDFAdriana StNo ratings yet
- Project 4 Acrylic AcidDocument16 pagesProject 4 Acrylic AcidN193746100% (3)
- Design of An Plant For Manufacturing of AcetaldehydeDocument4 pagesDesign of An Plant For Manufacturing of AcetaldehydeClaudio Martinez BernalNo ratings yet
- Dunning Objects ListsDocument1 pageDunning Objects ListsSachin SinghNo ratings yet
- Acetone ProjectDocument8 pagesAcetone ProjectYo MarhoonNo ratings yet
- Plant Uti Task 3Document17 pagesPlant Uti Task 3Ezzati AzizNo ratings yet
- Project 6 - Ethylene Oxide PDFDocument13 pagesProject 6 - Ethylene Oxide PDFStephanie Hawkins100% (1)
- TOURTON-páginas-37-124-73-88 PDFDocument16 pagesTOURTON-páginas-37-124-73-88 PDFJesús David González CañasNo ratings yet
- Design of Acetone HYSYSDocument6 pagesDesign of Acetone HYSYSlockas222100% (1)
- Design and Control of A Separation Process For Bioethanol Purification by Reactive DistillationDocument6 pagesDesign and Control of A Separation Process For Bioethanol Purification by Reactive DistillationsamandondonNo ratings yet
- Design and Control of The Acetone Process Via Dehydrogenation of 2-PropanolDocument13 pagesDesign and Control of The Acetone Process Via Dehydrogenation of 2-PropanolRzn LaviNo ratings yet
- Analysis of Azeotropic Distillation Using CyclohexaneDocument8 pagesAnalysis of Azeotropic Distillation Using CyclohexaneJose SalgadoNo ratings yet
- Ethyl Acetate ProjectDocument60 pagesEthyl Acetate ProjectBaskarrajaNo ratings yet
- Process DesignDocument6 pagesProcess DesignSwathi NiraleNo ratings yet
- 1 s2.0 S0255270104001461 MainDocument8 pages1 s2.0 S0255270104001461 MainIlireaNo ratings yet
- Articulo DescargableDocument15 pagesArticulo DescargableKelly RamosNo ratings yet
- Batch Reactive DistillationDocument7 pagesBatch Reactive DistillationChalmer BelaroNo ratings yet
- Group 3 - Acetone Production Via The Dehydrogenation of IPADocument7 pagesGroup 3 - Acetone Production Via The Dehydrogenation of IPAQuỳnh Như PhạmNo ratings yet
- Accepted Manuscript: Computers and Chemical EngineeringDocument31 pagesAccepted Manuscript: Computers and Chemical EngineeringSarita Betancur RamírezNo ratings yet
- Project 1 AcetoneDocument13 pagesProject 1 AcetoneGustavo Vasquez100% (1)
- Fluid Mechanics, Heat Transfer, Thermodynamics Design Project Production of StyreneDocument12 pagesFluid Mechanics, Heat Transfer, Thermodynamics Design Project Production of StyrenezarceloNo ratings yet
- 1.0 1.1 Overview of TPADocument8 pages1.0 1.1 Overview of TPAlilyNo ratings yet
- Allyl CDocument15 pagesAllyl CTengku Mohd Imran0% (1)
- Acetone BDocument9 pagesAcetone BIrdani IdrisNo ratings yet
- 0912f50d1bd44accc2000000 PDFDocument17 pages0912f50d1bd44accc2000000 PDFJames EdwardsNo ratings yet
- FF PDFDocument19 pagesFF PDFSyed Shamsul ArefinNo ratings yet
- Aspen 3 Design of PFR EdtDocument8 pagesAspen 3 Design of PFR EdtethanNo ratings yet
- Reactor Design 1Document8 pagesReactor Design 1Daneyal BabarNo ratings yet
- Report Simulation PDDocument18 pagesReport Simulation PDAtika Mohd YatimNo ratings yet
- Content ServerDocument10 pagesContent ServerPaco CeronNo ratings yet
- CH 08Document44 pagesCH 08kentalNo ratings yet
- Study On An Activated Carbon Fiber-Ethanol Adsorption Chiller Part I - System Description and ModellingDocument10 pagesStudy On An Activated Carbon Fiber-Ethanol Adsorption Chiller Part I - System Description and Modellingvigia41No ratings yet
- Propylene To Acrylic Acid PDFDocument84 pagesPropylene To Acrylic Acid PDFJohn Patrick DagleNo ratings yet
- Acrylic Acid ProductionDocument8 pagesAcrylic Acid ProductionAhmad MuzammilNo ratings yet
- Design and Control of Reactive Distillation For Ethyl and Isopropyl Acetates Production With Azeotropic FeedsDocument21 pagesDesign and Control of Reactive Distillation For Ethyl and Isopropyl Acetates Production With Azeotropic FeedsJai Prakash BaghotiaNo ratings yet
- Acetone Project StatementDocument7 pagesAcetone Project StatementAmr TarekNo ratings yet
- Cheng Ching Yo Ethylacetate PilotDocument6 pagesCheng Ching Yo Ethylacetate Pilotmaissam ferdosiNo ratings yet
- Milu 1476810831224Document7 pagesMilu 1476810831224Mayank PatelNo ratings yet
- CRE (Stage 3) GROUP A6Document13 pagesCRE (Stage 3) GROUP A6Danish MughalNo ratings yet
- 1.4 Process Details: R K P PDocument4 pages1.4 Process Details: R K P PKhairul AzamNo ratings yet
- Etil Acetate Total Production RDDocument6 pagesEtil Acetate Total Production RDJuan Camilo Rodriguez SandovalNo ratings yet
- Project 1 Acetone PDFDocument13 pagesProject 1 Acetone PDFvanesaNo ratings yet
- American Journal of Engineering Research (AJER)Document8 pagesAmerican Journal of Engineering Research (AJER)Ali Abdul-RahmanNo ratings yet
- Transition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesFrom EverandTransition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesNo ratings yet
- Sustainable synthesis of ciclopentene derivatives through multicomponent reactions in continuous flow regimeFrom EverandSustainable synthesis of ciclopentene derivatives through multicomponent reactions in continuous flow regimeNo ratings yet
- Groundwater Remediation: A Practical Guide for Environmental Engineers and ScientistsFrom EverandGroundwater Remediation: A Practical Guide for Environmental Engineers and ScientistsNo ratings yet
- Recent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004From EverandRecent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004No ratings yet
- Key Notes For Fire and Gas MappingDocument4 pagesKey Notes For Fire and Gas MappingAhmad MuzammilNo ratings yet
- OP05 - T7OX-V Oxygen 4-20ma TransmitterDocument7 pagesOP05 - T7OX-V Oxygen 4-20ma TransmitterAhmad MuzammilNo ratings yet
- Process Safety NotesDocument1 pageProcess Safety NotesAhmad MuzammilNo ratings yet
- JRP Timeline: Rca - NGC Rca - Gexcon Rca - Petronas Model Review & Verification Geometry Set Up in FlacsDocument1 pageJRP Timeline: Rca - NGC Rca - Gexcon Rca - Petronas Model Review & Verification Geometry Set Up in FlacsAhmad MuzammilNo ratings yet
- LPG Dispersion ReportDocument6 pagesLPG Dispersion ReportAhmad MuzammilNo ratings yet
- No Item and Description Price Per Quantity Quantity Suggestion PriceDocument3 pagesNo Item and Description Price Per Quantity Quantity Suggestion PriceAhmad MuzammilNo ratings yet
- The Implementation of Lean Construction Tools in Malaysia: Chemical EngineeringDocument6 pagesThe Implementation of Lean Construction Tools in Malaysia: Chemical EngineeringAhmad MuzammilNo ratings yet
- ANSYS Validation PDFDocument70 pagesANSYS Validation PDFAhmad MuzammilNo ratings yet
- Checklist For WorkshopDocument3 pagesChecklist For WorkshopAhmad MuzammilNo ratings yet
- Bali Conference AbstractDocument1 pageBali Conference AbstractAhmad MuzammilNo ratings yet
- Hydrogen From SMR ProcessDocument10 pagesHydrogen From SMR ProcessAhmad Muzammil100% (1)
- LPDocument45 pagesLPAhmad MuzammilNo ratings yet
- Speakers Management (SM) 101Document2 pagesSpeakers Management (SM) 101Ahmad MuzammilNo ratings yet
- Water MinimizationDocument8 pagesWater MinimizationAhmad MuzammilNo ratings yet
- SuperstructureDocument1 pageSuperstructureAhmad MuzammilNo ratings yet
- Intern ReportDocument1 pageIntern ReportAhmad MuzammilNo ratings yet
- Pasir Gudang 1Document8 pagesPasir Gudang 1Ahmad MuzammilNo ratings yet
- Injection Pres Op GasDocument2 pagesInjection Pres Op GasSrWilson Z AriasNo ratings yet
- Build LogDocument1 pageBuild LogdannywebseriesNo ratings yet
- Wind Energy Cost and Feasibility of A 2 MW Wind Power ProjectDocument7 pagesWind Energy Cost and Feasibility of A 2 MW Wind Power ProjectJigneshSaradavaNo ratings yet
- Opnav 4855 1aDocument8 pagesOpnav 4855 1aRobert ValeNo ratings yet
- Brook Bond Supereme Pakistan AnalysisDocument7 pagesBrook Bond Supereme Pakistan AnalysisMuttaqi WaheedNo ratings yet
- Shampoo ComponentsDocument4 pagesShampoo Componentsmohamedelshrpeni0No ratings yet
- Gayatri SwaminathanDocument1 pageGayatri Swaminathanbhuvana raghavanNo ratings yet
- Mechanisms Final ReportDocument44 pagesMechanisms Final ReportOmar SaleemNo ratings yet
- Cylinder: Data Sheet No. 2.29.001E-1Document10 pagesCylinder: Data Sheet No. 2.29.001E-1sancsa_74No ratings yet
- FAA Letter To BoeingDocument2 pagesFAA Letter To BoeingDavid SlotnickNo ratings yet
- VIP 32 Hybrid VentDocument8 pagesVIP 32 Hybrid VentsagarNo ratings yet
- Essay For Effects of ForceDocument1 pageEssay For Effects of ForceCheng NieNo ratings yet
- Managing Time and CostDocument2 pagesManaging Time and CostLovelace Love-HardingNo ratings yet
- Module 1 Chapter 3 Week 3 Fundamentals of Surveying LectureDocument12 pagesModule 1 Chapter 3 Week 3 Fundamentals of Surveying LecturePrincess Erika CanlasNo ratings yet
- MOTIVATION Reyes & CuestaDocument2 pagesMOTIVATION Reyes & CuestaLoiweza AbagaNo ratings yet
- Diliman, Quezon City 1101 Philippines: College of Home EconomicsDocument2 pagesDiliman, Quezon City 1101 Philippines: College of Home EconomicsAmina Rose AlghamdiNo ratings yet
- Chapter 2 Technology in Alternative Delivery SystemDocument10 pagesChapter 2 Technology in Alternative Delivery SystemRogelio Jerome Celeste100% (1)
- Revised Stores Shield Criteria - Letter 12072023 - PCMM All Zonal RailwaysDocument7 pagesRevised Stores Shield Criteria - Letter 12072023 - PCMM All Zonal Railways1005 ABIRAME H.SNo ratings yet
- Nature of ObDocument3 pagesNature of ObLords PorseenaNo ratings yet
- 1406441Document22 pages1406441sian017No ratings yet
- Thomas Cook India Reports Recommencement of Tourist Travel To Andaman and Nicobar (Company Update)Document3 pagesThomas Cook India Reports Recommencement of Tourist Travel To Andaman and Nicobar (Company Update)Shyam SunderNo ratings yet
- PCST - MODULE - 0.2 Process Control Systems Technician ProgramDocument15 pagesPCST - MODULE - 0.2 Process Control Systems Technician Programkali bangonNo ratings yet
- Artificial Intelligence Vrs StatisticsDocument25 pagesArtificial Intelligence Vrs StatisticsJavier Gramajo Lopez100% (1)