You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Candela Gentle Pro - 16026752105746Document6 pagesCandela Gentle Pro - 16026752105746Andrea Mejia100% (1)
- Laser2000 DiodesDocument58 pagesLaser2000 DiodesRaza NaqviNo ratings yet
- Spectra Presentacion.Document90 pagesSpectra Presentacion.Maru Silva RoblesNo ratings yet
- Laser Pumping MechanismDocument69 pagesLaser Pumping MechanismRajas Khokle80% (5)
- Ultradur PBT PDFDocument48 pagesUltradur PBT PDFkfaravNo ratings yet
- Advances in NdYAG Laser SurgeryDocument381 pagesAdvances in NdYAG Laser SurgeryAnonymous 8GrAmAhxczNo ratings yet
- Candela MGY VPYAG Manual - 8501!00!1766Document161 pagesCandela MGY VPYAG Manual - 8501!00!1766abdulla alsurabiNo ratings yet
- LUTRONIC 2020 CataolgDocument13 pagesLUTRONIC 2020 Cataolgkhairul ihsanNo ratings yet
- Lasers in DermatologyDocument354 pagesLasers in Dermatologydeliabocovanu100% (6)
- Smartlipo MTXDocument6 pagesSmartlipo MTXCynosure LaserNo ratings yet
- Nd-YAG LaserDocument5 pagesNd-YAG LaserSrinivasulu PuduNo ratings yet
- 2.1 Identification of Need: System AnalysisDocument29 pages2.1 Identification of Need: System AnalysisPawan KumarNo ratings yet
- What Contribution Would The Project MakeDocument1 pageWhat Contribution Would The Project MakePawan KumarNo ratings yet
- War and Relatedness: Enrico Spolaore Tufts University and NBER Romain Wacziarg Ucla and NberDocument35 pagesWar and Relatedness: Enrico Spolaore Tufts University and NBER Romain Wacziarg Ucla and NberPawan KumarNo ratings yet
- Winter College On Optics: Trends in Laser Development and Multidisciplinary Applications To Science and IndustryDocument34 pagesWinter College On Optics: Trends in Laser Development and Multidisciplinary Applications To Science and IndustryPawan KumarNo ratings yet
- Statement of Axis Account No:912010065623331 For The Period (From: 29-08-2016 To: 27-09-2016)Document2 pagesStatement of Axis Account No:912010065623331 For The Period (From: 29-08-2016 To: 27-09-2016)Pawan KumarNo ratings yet
- LDDVD PDFDocument4 pagesLDDVD PDFPawan KumarNo ratings yet
- LDDVD PDFDocument4 pagesLDDVD PDFPawan KumarNo ratings yet
- PricelistDocument140 pagesPricelistPawan KumarNo ratings yet
- Alingan-Based Deep Ultraviolet Light-Emitting Diodes and Their Applications TechnologyDocument4 pagesAlingan-Based Deep Ultraviolet Light-Emitting Diodes and Their Applications TechnologyPawan KumarNo ratings yet
- Versatile Diode: Prof. (DR.) Utpal Kumar Das MDS, Dr. Niladri Maiti BDSDocument6 pagesVersatile Diode: Prof. (DR.) Utpal Kumar Das MDS, Dr. Niladri Maiti BDSPawan KumarNo ratings yet
- 154146-LASER-BEAM-MICROMACHININGâ " A-REVIEWDocument7 pages154146-LASER-BEAM-MICROMACHININGâ " A-REVIEWpranayNo ratings yet
- CTP Wp-WebDocument68 pagesCTP Wp-WebIvor Sabadoš100% (1)
- 02a LASERs Session 2 (ND YAG Laser, He-Ne Laser and Semiconductor Laser)Document7 pages02a LASERs Session 2 (ND YAG Laser, He-Ne Laser and Semiconductor Laser)Bibaswan ChakmaNo ratings yet
- Annual Book 13-14Document151 pagesAnnual Book 13-14Anshul VarshneyNo ratings yet
- Investigation of Hybrid Laminar Owcontrol (HLFC) Surfaces: T.M. Young, B. Humphreys, J.P. FieldingDocument20 pagesInvestigation of Hybrid Laminar Owcontrol (HLFC) Surfaces: T.M. Young, B. Humphreys, J.P. FieldingSyamsul Bahry HarahapNo ratings yet
- Operator's Manual New Wave Research, Inc. Tempest and Gemini PIV ND: YAG LasersDocument72 pagesOperator's Manual New Wave Research, Inc. Tempest and Gemini PIV ND: YAG LasersLeonardo PantojaNo ratings yet
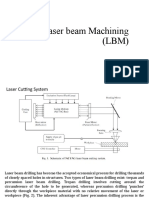
- Laser Beam MachiningDocument41 pagesLaser Beam MachiningAiswarya Ramesh me21b011No ratings yet
- 2 PDFDocument9 pages2 PDFhmsatNo ratings yet
- Lazer Cutting: Dr. Öğr. Üyesi Cevat ÖZARPADocument30 pagesLazer Cutting: Dr. Öğr. Üyesi Cevat ÖZARPAMetin AYDINNo ratings yet
- Developing Multiple Choice QuestionsDocument89 pagesDeveloping Multiple Choice Questionsarian tejaratNo ratings yet
- Quanta-Ray Pulsed YAG LaserDocument5 pagesQuanta-Ray Pulsed YAG LaserKapila WijayaratneNo ratings yet
- F B 2Document16 pagesF B 2maoNo ratings yet
- Fotona Dynamis Brochure Fotona 2 WebDocument21 pagesFotona Dynamis Brochure Fotona 2 WebAferNo ratings yet
- Optics and Lasers in EngineeringDocument5 pagesOptics and Lasers in EngineeringsenthilNo ratings yet
- United States Patent (10) Patent No.: US 8,529,561 B2Document20 pagesUnited States Patent (10) Patent No.: US 8,529,561 B2rhkolte8881No ratings yet
- Principle, Construction and Working of Optical Cavity ResonatorDocument18 pagesPrinciple, Construction and Working of Optical Cavity Resonatormister importantNo ratings yet
- Laser Applications in Bio-Medical FieldDocument11 pagesLaser Applications in Bio-Medical FieldJonNo ratings yet
- Laser's PowerpointDocument9 pagesLaser's PowerpointTiffanie MortonNo ratings yet
- DEKA Photo Silk PlusDocument6 pagesDEKA Photo Silk PlusDr skinNo ratings yet