You might also like
- Operations ManagementDocument290 pagesOperations Managementrockon60594% (107)
- Operations ManagementDocument522 pagesOperations ManagementClement Wong90% (10)
- Inventory Management: Presented By: Prabhsimran Singh KalsiDocument17 pagesInventory Management: Presented By: Prabhsimran Singh Kalsisimran kalsi100% (2)
- The McGraw-Hill 36-Hour Course: Operations ManagementFrom EverandThe McGraw-Hill 36-Hour Course: Operations ManagementRating: 5 out of 5 stars5/5 (17)
- Dmgt206 Production and Operations ManagementDocument302 pagesDmgt206 Production and Operations ManagementFerisal Firmansyah100% (1)
- Assignment (Production & Operations Management)Document28 pagesAssignment (Production & Operations Management)api-370836985% (26)
- Human Resources Policies of The KotakDocument8 pagesHuman Resources Policies of The KotakSai Vasudevan100% (1)
- Operations ManagementDocument45 pagesOperations ManagementShilpa N. Lende100% (4)
- MBA Notes Production and Operation Management-1Document130 pagesMBA Notes Production and Operation Management-1Nida Mahmood100% (1)
- Operations ManagementDocument64 pagesOperations Managementsanjay97% (37)
- Operations Management NotesDocument70 pagesOperations Management NotesAndrea Conde100% (4)
- Operations ManagementDocument35 pagesOperations ManagementVimukthi Adithya75% (4)
- Recent Trends in Operations ManagementDocument5 pagesRecent Trends in Operations Managementmechidream100% (13)
- Production and Operations ManagementDocument123 pagesProduction and Operations ManagementVikas98% (57)
- Production And Operations Management A Complete Guide - 2020 EditionFrom EverandProduction And Operations Management A Complete Guide - 2020 EditionNo ratings yet
- Operation Management Notes 130126072649 Phpapp02 PDFDocument30 pagesOperation Management Notes 130126072649 Phpapp02 PDFBalu ANo ratings yet
- Operation Management NotesDocument29 pagesOperation Management NotesAbhishek PathakNo ratings yet
- Course Pack - Operations ManagementDocument34 pagesCourse Pack - Operations ManagementSARBIKPAUL CHOWDHURYNo ratings yet
- Operation Management NotesDocument30 pagesOperation Management NotesRenato WilsonNo ratings yet
- Revisi PPT4-Process StrategyDocument32 pagesRevisi PPT4-Process StrategyAbdul GhoniNo ratings yet
- B.S Anangpuria Institute of Technology and Management FaridabadDocument92 pagesB.S Anangpuria Institute of Technology and Management Faridabadwigivi4421No ratings yet
- Production and Operation Management: Mba 3 SemesterDocument27 pagesProduction and Operation Management: Mba 3 SemesterDerajuddin AhmedNo ratings yet
- VRK Operations Management1Document140 pagesVRK Operations Management1Viraja GuruNo ratings yet
- Production & Marketing: Production in Small BusinessDocument7 pagesProduction & Marketing: Production in Small BusinessJobaiyer AlamNo ratings yet
- Mba201 - Production and Operation ManagementDocument8 pagesMba201 - Production and Operation ManagementSiya KandpalNo ratings yet
- Operations ManagementDocument37 pagesOperations Managementponnu483No ratings yet
- Capacity Planing?: Importance of Capacity DecisionsDocument5 pagesCapacity Planing?: Importance of Capacity DecisionsNur CaatoNo ratings yet
- OM Notes - FairDocument92 pagesOM Notes - FairPrabhamohanraj MohanrajNo ratings yet
- POM Notes For Cycle TestDocument42 pagesPOM Notes For Cycle TestKiruthika BaskarNo ratings yet
- 2 Mark Questions: 1. Write Down The Components of Manufacturing Systems. Discuss Any OneDocument8 pages2 Mark Questions: 1. Write Down The Components of Manufacturing Systems. Discuss Any OneWren DsilvaNo ratings yet
- Production & Operation ManagementDocument7 pagesProduction & Operation ManagementPui PuiaNo ratings yet
- Operations Management Unit-1: By: Mohd. Sadaf AhmadDocument38 pagesOperations Management Unit-1: By: Mohd. Sadaf Ahmadsadafahmed007No ratings yet
- Chapter 13Document76 pagesChapter 13Nikky Bless LeonarNo ratings yet
- Operations ManagementDocument91 pagesOperations ManagementAnup MamenNo ratings yet
- OM-Unit 1 and 2-NotesDocument102 pagesOM-Unit 1 and 2-NotesDEV BHADANANo ratings yet
- Total Quality Management Short NoteDocument4 pagesTotal Quality Management Short NoteHazim IzzatNo ratings yet
- PM Full NotesDocument28 pagesPM Full NotesThippana GomathiNo ratings yet
- Production Management - Introduction - 1Document39 pagesProduction Management - Introduction - 1JoannaOSz100% (1)
- P. OperasionalDocument9 pagesP. OperasionalAngga Ardiansyah PratamaNo ratings yet
- MBA 0mDocument30 pagesMBA 0mbikash ranaNo ratings yet
- Operations Management Lecture - 1Document7 pagesOperations Management Lecture - 1tusharNo ratings yet
- Internal Processes Part 1: Managing OperationsDocument13 pagesInternal Processes Part 1: Managing OperationsJedi DuenasNo ratings yet
- Operation Management (Unit - 1)Document14 pagesOperation Management (Unit - 1)ahamedafreed521No ratings yet
- Indira School of Business Studies, Pune.: The Scope of Operations Management and Elaborate Any Two FunctionsDocument7 pagesIndira School of Business Studies, Pune.: The Scope of Operations Management and Elaborate Any Two FunctionsAnkita ShettyNo ratings yet
- Production Planning and Control: Prepared By, Mr. Nishant AgrawalDocument52 pagesProduction Planning and Control: Prepared By, Mr. Nishant AgrawalColonel AlbalNo ratings yet
- Total Quality Management-Operation ManagementDocument193 pagesTotal Quality Management-Operation ManagementR A GelilangNo ratings yet
- Operations Management: 1. Emerging Role of The Production & Operations Manager in India TodayDocument15 pagesOperations Management: 1. Emerging Role of The Production & Operations Manager in India TodayBiniNo ratings yet
- Assignment Ujjawal-1Document8 pagesAssignment Ujjawal-1Ujjawal PandeyNo ratings yet
- Value AnalysisDocument96 pagesValue Analysiss.vijayaraniNo ratings yet
- Production ManagementDocument6 pagesProduction ManagementNeetesh DasNo ratings yet
- Prod Chap 1Document10 pagesProd Chap 1Rutvik DicholkarNo ratings yet
- Bank Operations Manager Manufacturing Operations ManagerDocument6 pagesBank Operations Manager Manufacturing Operations ManagerLauren StuartNo ratings yet
- Unit 2 Materials of POMDocument28 pagesUnit 2 Materials of POMLords PorseenaNo ratings yet
- Two Marks BA9221.Document9 pagesTwo Marks BA9221.sanmira_geetha5271No ratings yet
- Industrial Engineering Is An Engineering Profession That Is Concerned With TheDocument145 pagesIndustrial Engineering Is An Engineering Profession That Is Concerned With TheSuresh ReddyNo ratings yet
- Production Management NotesDocument58 pagesProduction Management NotesRohan GentyalNo ratings yet
- Operations Management Module1Document7 pagesOperations Management Module1christy bijuNo ratings yet
- AFM Short NotesDocument56 pagesAFM Short NotesthamiztNo ratings yet
- BFM SumsDocument57 pagesBFM SumsthamiztNo ratings yet
- BFM FormulaDocument4 pagesBFM FormulathamiztNo ratings yet
- Operation Research For ManagementDocument10 pagesOperation Research For ManagementthamiztNo ratings yet
- Data Interpretation For SBI PODocument24 pagesData Interpretation For SBI POthamizt100% (2)
- Spotting ErrorsDocument27 pagesSpotting ErrorsMaruti Aura0% (1)
- Money and Banking TerminologyDocument3 pagesMoney and Banking TerminologythamiztNo ratings yet
- History QuizDocument5 pagesHistory QuizthamiztNo ratings yet
- Digital RootsDocument6 pagesDigital Rootsthamizt100% (1)
- Ifet College of Engineering Lesson PlanDocument6 pagesIfet College of Engineering Lesson PlanthamiztNo ratings yet
- Computerized Accounting Unit - 5Document36 pagesComputerized Accounting Unit - 5thamizt100% (2)
- Sandhya 0205Document6 pagesSandhya 0205Kumar AbhishekNo ratings yet
- Dba 1651 Sem IIDocument11 pagesDba 1651 Sem IIthamiztNo ratings yet
- Merchant Banking and Financial ServicesDocument41 pagesMerchant Banking and Financial Servicesthamizt100% (6)
- S-MATH311LA BSM31 1st Sem (2021-2022) - 1st Sem AY2021-2022Document2 pagesS-MATH311LA BSM31 1st Sem (2021-2022) - 1st Sem AY2021-2022Von Andrei MedinaNo ratings yet
- Chapter 5 Summary NotesDocument1 pageChapter 5 Summary Notesali aknarNo ratings yet
- Lean Supply Chain Management: DissertationDocument20 pagesLean Supply Chain Management: Dissertationrattan62No ratings yet
- Woolies ReportDocument32 pagesWoolies ReportDaniel MabengoNo ratings yet
- Audit Program: A. Planning and Administration SectionDocument3 pagesAudit Program: A. Planning and Administration SectionIzZa Rivera0% (1)
- Southwest Airlines - Organizational CultureDocument17 pagesSouthwest Airlines - Organizational CultureAnbarasan RamanathanNo ratings yet
- Ais Synthesis Chapter 7 and 8Document4 pagesAis Synthesis Chapter 7 and 8JenniferNo ratings yet
- Howto Get Valuefroma PMODocument36 pagesHowto Get Valuefroma PMOCesar Eduardo Ortega LopezNo ratings yet
- GROUP 3 Final Activity & QuizDocument6 pagesGROUP 3 Final Activity & QuizPrincess Mendoza SolatorioNo ratings yet
- IT Senior Sales Executive in Toronto Canada Resume Rico GiovanniniDocument3 pagesIT Senior Sales Executive in Toronto Canada Resume Rico GiovanniniRicoGiovanniniNo ratings yet
- Spring Semester 2023 Admission (Intake) and 2nd & 4th SemesterDocument1 pageSpring Semester 2023 Admission (Intake) and 2nd & 4th SemesterEsha KhanNo ratings yet
- Developing A TargetDocument6 pagesDeveloping A Targetraja2jayaNo ratings yet
- Director'S Message: Term ProjectsDocument2 pagesDirector'S Message: Term ProjectsIlham DefrionoNo ratings yet
- Supply Chain and Operations Management Dec16Document374 pagesSupply Chain and Operations Management Dec16rinto.ep0% (2)
- IAASB Clarity 10-08Document7 pagesIAASB Clarity 10-08Waqas ShahNo ratings yet
- Models of HRM - Human Resource ManagementDocument3 pagesModels of HRM - Human Resource ManagementuhrNo ratings yet
- Idaman Unggul 2005 Annual ReportDocument102 pagesIdaman Unggul 2005 Annual ReportMeor Amri100% (7)
- VP Director Compensation Benefits in New York City Resume Alexander DeGrayDocument4 pagesVP Director Compensation Benefits in New York City Resume Alexander DeGrayAlexanderDeGrayNo ratings yet
- Case 3 Rent A CarDocument11 pagesCase 3 Rent A Carmkadawi770100% (1)
- Environmental Policy: Ali Abdul Nabi Lazzim / PMDocument1 pageEnvironmental Policy: Ali Abdul Nabi Lazzim / PMsudeesh kumarNo ratings yet
- Resume Samrat Pahari - 19112020Document5 pagesResume Samrat Pahari - 19112020Garima GehlotNo ratings yet
- Inspiring Technology For Asset Integrity ManagementDocument8 pagesInspiring Technology For Asset Integrity ManagementKayalvilli ShanmugamNo ratings yet
- Cep Training v1Document75 pagesCep Training v1FLORITA SERRANONo ratings yet
- Unit 2 Odc Structure of Organization and Strategy ImplementationDocument63 pagesUnit 2 Odc Structure of Organization and Strategy ImplementationAnuran BordoloiNo ratings yet
- Assessment Center MethodsDocument36 pagesAssessment Center MethodsDebroop Sengupta100% (3)
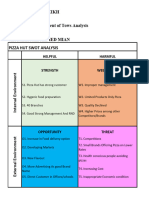
- Tows Assignment Sohaib Pizza Hut FinalDocument2 pagesTows Assignment Sohaib Pizza Hut Finalسعد احمد خاںNo ratings yet
- SMART Goals Worksheet: SpecificDocument2 pagesSMART Goals Worksheet: Specificapi-300539315No ratings yet
- Ashley Fox ResumeDocument2 pagesAshley Fox Resumeapi-290545881No ratings yet
- Performance Apprisal 61030218Document40 pagesPerformance Apprisal 61030218Prasad GhadshiNo ratings yet