You might also like
- CAE Practice Tests 2015 With KeyDocument130 pagesCAE Practice Tests 2015 With KeyDiana100% (4)
- InsuranceDocument6 pagesInsurancebofe_lorlorNo ratings yet
- MM 323 MAN SYS 2012 FALL 3 Manufacturing Performance MeasuresDocument17 pagesMM 323 MAN SYS 2012 FALL 3 Manufacturing Performance Measuresogulcan_aytacNo ratings yet
- MM 323 MAN SYS 2014 FALL 1 Introduction Material Handling Systems PDFDocument52 pagesMM 323 MAN SYS 2014 FALL 1 Introduction Material Handling Systems PDFefeln1No ratings yet
- MM 323 Syllabus 2016-2017 FALLDocument1 pageMM 323 Syllabus 2016-2017 FALLEmreNo ratings yet
- CH 01Document84 pagesCH 01fang7591100% (4)
- MM 323 MAN SYS 2012 FALL 4 Automation in Manufacturing SystemsDocument30 pagesMM 323 MAN SYS 2012 FALL 4 Automation in Manufacturing Systemsogulcan_aytacNo ratings yet
- MM 323 MAN SYS 2012 FALL 2 Production and Layout TypesDocument38 pagesMM 323 MAN SYS 2012 FALL 2 Production and Layout Typesogulcan_aytacNo ratings yet
- Fundamentals of Fluid Mechanics (5th Edition) - Munson, OkiishiDocument818 pagesFundamentals of Fluid Mechanics (5th Edition) - Munson, OkiishiMohit Verma85% (20)
- MM302 6 Lecture Notes (Dimensional Analysis)Document17 pagesMM302 6 Lecture Notes (Dimensional Analysis)EmreNo ratings yet
- MM302 3 Lecture Note 3Document14 pagesMM302 3 Lecture Note 3EmreNo ratings yet
- MM302 4 Lecture Note 4Document13 pagesMM302 4 Lecture Note 4Emre100% (1)
- Fluid Rotation: Figure. Rectangular Fluid Particle With Two Instantaneous PerpendicularDocument10 pagesFluid Rotation: Figure. Rectangular Fluid Particle With Two Instantaneous PerpendicularEmreNo ratings yet
- MM302 1 Lecture Note 1Document18 pagesMM302 1 Lecture Note 1EmreNo ratings yet
- MM 323 Man Sys 2015 Fall 1 IntroductionDocument43 pagesMM 323 Man Sys 2015 Fall 1 IntroductionEmreNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Dernord Dn40 220v380v 3kw 4.5kw 6kw 9kw Sus304 He... - VicedealDocument1 pageDernord Dn40 220v380v 3kw 4.5kw 6kw 9kw Sus304 He... - Vicedealadrianchelaru21No ratings yet
- SLS-SP-2021-405 Service Sheet Dozer 4000 HoursDocument5 pagesSLS-SP-2021-405 Service Sheet Dozer 4000 HoursYUSRO BAHRUL HADI KUSUMANo ratings yet
- Site Description: Al Wathba Desert Resort Project No. A090Document1 pageSite Description: Al Wathba Desert Resort Project No. A090sambhuprakashNo ratings yet
- Den Jet Accessory Catalog 2018Document52 pagesDen Jet Accessory Catalog 2018RusmansyahNo ratings yet
- Head Calculation Hydronic PipingDocument18 pagesHead Calculation Hydronic Pipingjomy_pj8106No ratings yet
- NATIONAL SERIES "A & AADocument12 pagesNATIONAL SERIES "A & AAJames O'DonnellNo ratings yet
- Shapers, Planner and SlottersDocument121 pagesShapers, Planner and SlottersReyven ReconNo ratings yet
- NO ONE 081295958196 Jual Digital Theodolite Topcon Sokkia Nikon RuideDocument2 pagesNO ONE 081295958196 Jual Digital Theodolite Topcon Sokkia Nikon RuideReseler100% (1)
- Mobile Incoming Call IndictorDocument13 pagesMobile Incoming Call IndictorVadnala AishwaryaNo ratings yet
- Led Light Bulbs: Estamo, Louise Eira Delos Santos, Melissa Mendigorin, Patricia Viloria, Patricia MayDocument19 pagesLed Light Bulbs: Estamo, Louise Eira Delos Santos, Melissa Mendigorin, Patricia Viloria, Patricia MayChristian Basa100% (1)
- Triple Band Fiber Optic Repeater User Manual (Cable Access) : Shenzhen Action Technologies Co., LTDDocument38 pagesTriple Band Fiber Optic Repeater User Manual (Cable Access) : Shenzhen Action Technologies Co., LTDMarco PollilaraetesNo ratings yet
- Low Frequency Sounders and Sounder Strobes: L-SeriesDocument3 pagesLow Frequency Sounders and Sounder Strobes: L-SerieshashimjalaniNo ratings yet
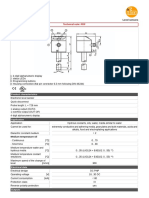
- Cost-Optimized 2-wire Pt100 TransmitterDocument2 pagesCost-Optimized 2-wire Pt100 TransmitterCesar VillarNo ratings yet
- First Chapter Engineering TrainingDocument42 pagesFirst Chapter Engineering TrainingHaziq TarmiziNo ratings yet
- PEN EE Models DiferenceDocument2 pagesPEN EE Models DiferenceDentobiasNo ratings yet
- MD & LVD Test ReportDocument30 pagesMD & LVD Test Reportluke MaNo ratings yet
- Level Sensors: Technical Note: PDFDocument3 pagesLevel Sensors: Technical Note: PDFSaraNo ratings yet
- Fire Suppression Systems for Data CenterDocument17 pagesFire Suppression Systems for Data CenterKim Duy DoanNo ratings yet
- RS232 StandardDocument28 pagesRS232 Standardmasudrana7300No ratings yet
- 252b Hidraulico PDFDocument17 pages252b Hidraulico PDFJose CarmonaNo ratings yet
- Mechathon - High Pressure Pump ReportDocument89 pagesMechathon - High Pressure Pump ReportPrasad AdigaNo ratings yet
- OPM - VHU0K73K0XU - TNR Installation and Instruction - OPM - VHU0K73K0XU - PDF&filename GE - UPS - OPM - VHU - 0K7 - 3K0 - XUS - V011Document25 pagesOPM - VHU0K73K0XU - TNR Installation and Instruction - OPM - VHU0K73K0XU - PDF&filename GE - UPS - OPM - VHU - 0K7 - 3K0 - XUS - V011Khách Sạn Hoàng PhốNo ratings yet
- DHT22 DatasheetDocument2 pagesDHT22 DatasheetMarco TorresNo ratings yet
- Capacitors: Expulsion Fuse Installation InstructionsDocument6 pagesCapacitors: Expulsion Fuse Installation InstructionscrcruzpNo ratings yet
- Brake System (E45-65XM)Document21 pagesBrake System (E45-65XM)Mario AguirreNo ratings yet
- NEMA Product ScopesDocument39 pagesNEMA Product ScopesPaul AlvaradoNo ratings yet
- Spherical MirrorDocument8 pagesSpherical MirrorAtul VermaNo ratings yet
- Santon DC safety switches for SolarDocument2 pagesSanton DC safety switches for SolarSteven MillaNo ratings yet
- SolarBOS 1000VDC AFCI CombinersDocument1 pageSolarBOS 1000VDC AFCI CombinersBogdan BranisteanuNo ratings yet
- SVC Man 300 Uv2001 SpectraDocument65 pagesSVC Man 300 Uv2001 SpectraFlavio Tonello TavaresNo ratings yet