You might also like
- Secret City in UndergroundDocument82 pagesSecret City in UndergroundcemalbalciNo ratings yet
- IxFORTEN PresentationDocument63 pagesIxFORTEN Presentationmile0% (1)
- Construction Health and Safety ManualDocument232 pagesConstruction Health and Safety ManualCerise Carmine33% (3)
- Concentrically Braced FramesDocument121 pagesConcentrically Braced FramesAkshay Reddy100% (1)
- Seismic Design of Steel Special Moment FramesDocument37 pagesSeismic Design of Steel Special Moment FramesFrancisco Eckhardt ContrerasNo ratings yet
- FEMA 355D - State of The Art Report On Connection Performance - 2000 PDFDocument305 pagesFEMA 355D - State of The Art Report On Connection Performance - 2000 PDFbrianchen06No ratings yet
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesFrom EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesNo ratings yet
- Wasit - Detailed Design Report - Updated PDFDocument180 pagesWasit - Detailed Design Report - Updated PDFTanmay DuttaNo ratings yet
- Sematech Safety Guide - SilaneDocument134 pagesSematech Safety Guide - SilaneTanmay DuttaNo ratings yet
- Slender Column Design PDFDocument12 pagesSlender Column Design PDFwerdubob8944No ratings yet
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- STAAD Technical Reference 2005Document680 pagesSTAAD Technical Reference 2005Jay PatelNo ratings yet
- Chapter 13Document92 pagesChapter 13dr.afroza1875No ratings yet
- MW Cold Formed Catalog Rev 6 02012017Document60 pagesMW Cold Formed Catalog Rev 6 02012017Sachin SharmaNo ratings yet
- 2019 04 18 Understanding The Aisc Direct Analysis Method of Design HandoutDocument85 pages2019 04 18 Understanding The Aisc Direct Analysis Method of Design Handoutcons2engNo ratings yet
- Seismic Design of Reinforced Concrete and Masonry BuildingDocument181 pagesSeismic Design of Reinforced Concrete and Masonry Buildingbladeyus1No ratings yet
- Seismic Behavior & Design of Gusset PlatesDocument41 pagesSeismic Behavior & Design of Gusset PlateswilfredNo ratings yet
- CMC For Support of Above-Gound Storage TanksDocument18 pagesCMC For Support of Above-Gound Storage TanksTanmay Dutta100% (1)
- Steel Bridge Design Handbook: Loads and Load CombinationsDocument22 pagesSteel Bridge Design Handbook: Loads and Load CombinationsmtNo ratings yet
- Purlin Design To AISI LRFD Using Rational Buckling Analysis 09007dcc809cfddfDocument14 pagesPurlin Design To AISI LRFD Using Rational Buckling Analysis 09007dcc809cfddfEmrE GöktuĞ100% (1)
- Effective Width Flange Provisions For Composite Steel BridgesDocument9 pagesEffective Width Flange Provisions For Composite Steel BridgesJorge PalominoNo ratings yet
- TESP12209R0 حدود الأمان Clearances1Document39 pagesTESP12209R0 حدود الأمان Clearances1hafezasad50% (4)
- Direct Analysis and Design Using Amplified First Order Analysis2part PDFDocument27 pagesDirect Analysis and Design Using Amplified First Order Analysis2part PDFPauloAndresSepulvedaNo ratings yet
- PEB-Conventional Structure ComparisonDocument18 pagesPEB-Conventional Structure ComparisonTanmay Dutta100% (1)
- RWDI Ozone Residential Tower Final Structural Wind Load Report 1300504Document45 pagesRWDI Ozone Residential Tower Final Structural Wind Load Report 1300504nilang100% (1)
- Design of Mill Building Columns Using Notional Loads: Jon A. SchmidtDocument10 pagesDesign of Mill Building Columns Using Notional Loads: Jon A. SchmidtJose Alberto Gamiño GarciaNo ratings yet
- 2002 FIB SegmentDocument6 pages2002 FIB SegmentPunithan PunithanNo ratings yet
- Little Ducklings PatternDocument8 pagesLittle Ducklings Patternodaetr100% (3)
- Precast SectionsDocument16 pagesPrecast SectionsRigid JointNo ratings yet
- Seismic Analysis and Design of StructuresDocument106 pagesSeismic Analysis and Design of StructuresPavan Patchigolla100% (2)
- Digital Axle Counter Hand BookDocument79 pagesDigital Axle Counter Hand BookrnvvprasadNo ratings yet
- Analytical Approach of Anchor Rod Stiffness and Steel-Sap2000Document24 pagesAnalytical Approach of Anchor Rod Stiffness and Steel-Sap2000Vladimir GuamanNo ratings yet
- Suspension Bridge Construction Over Irtysh River, KazakhstanDocument10 pagesSuspension Bridge Construction Over Irtysh River, KazakhstanHye Yeon KimNo ratings yet
- Analysis of Concrete Cable-Stayed Bridges For Creep, ShrinkageDocument14 pagesAnalysis of Concrete Cable-Stayed Bridges For Creep, Shrinkagestar99xNo ratings yet
- CSI Shear Wall Design Manual ACI318Document71 pagesCSI Shear Wall Design Manual ACI318Mustafa Uzyardoğan100% (1)
- Topic - Connections - Typical JointsDocument75 pagesTopic - Connections - Typical JointsvijeshrajNo ratings yet
- Night School 23 Session 4Document79 pagesNight School 23 Session 4Luis CortesNo ratings yet
- KR En018qDocument7 pagesKR En018qAnonymous zmV3UaG0TNo ratings yet
- Steel Bridge Erection Guide Specification: American Association of State Highway and Transportation OfficialsDocument5 pagesSteel Bridge Erection Guide Specification: American Association of State Highway and Transportation OfficialsGiulio PalamàNo ratings yet
- 1.carter, Charles J. - Geschwindner, Louis F. - Liu, Judy - Unified Design of Steel Structures-Providence Engineering Corp (2017) PDFDocument626 pages1.carter, Charles J. - Geschwindner, Louis F. - Liu, Judy - Unified Design of Steel Structures-Providence Engineering Corp (2017) PDFSudhakar Krishnamurthy75% (4)
- Post Tension SystemDocument28 pagesPost Tension Systemnandi_scrNo ratings yet
- Norsok Standard - Process Design (P-001r3)Document29 pagesNorsok Standard - Process Design (P-001r3)Thitikorn WassanarpheernphongNo ratings yet
- AASHTO Load Distribution of Horizontally Curved BridgesDocument10 pagesAASHTO Load Distribution of Horizontally Curved BridgesmabuhamdNo ratings yet
- Typical Steel Structual ConnectionDocument4 pagesTypical Steel Structual ConnectionS.Karthick100% (3)
- DesignExample1 PDFDocument122 pagesDesignExample1 PDFmmalani09100% (1)
- Seismic Design of Non-Conventional Bridges PDFDocument143 pagesSeismic Design of Non-Conventional Bridges PDFdiablopapanatasNo ratings yet
- The Design Procedures For Prestressed Reinforced ConcreteDocument87 pagesThe Design Procedures For Prestressed Reinforced Concretepiolenc100% (1)
- Design of Joints in Segmental Hollow Box Girder BRDocument7 pagesDesign of Joints in Segmental Hollow Box Girder BRsatish chandraNo ratings yet
- Gusset Plate Connections: Steel Connections - Dr. Seshu AdluriDocument48 pagesGusset Plate Connections: Steel Connections - Dr. Seshu AdluriRamakrishnan SakthivelNo ratings yet
- Analysis & Stability of Trusses PDFDocument16 pagesAnalysis & Stability of Trusses PDFshak543No ratings yet
- Design Aids of Nu I Girder BridgesDocument115 pagesDesign Aids of Nu I Girder Bridgesheryanto555No ratings yet
- D.J. Lee-Bridge Bearings and Expansion Joints, Second Edition-CRC Press - Taylor - Francis (1994)Document221 pagesD.J. Lee-Bridge Bearings and Expansion Joints, Second Edition-CRC Press - Taylor - Francis (1994)María Alejandra López OchoaNo ratings yet
- Allowable Tensile Stress For Webs of Prestressed Segmental Concrete BridgesDocument8 pagesAllowable Tensile Stress For Webs of Prestressed Segmental Concrete BridgesShikhar SinghNo ratings yet
- Steel Span - National Steel Bridge Alliance PDFDocument12 pagesSteel Span - National Steel Bridge Alliance PDFmjlazo0% (1)
- NSBA Practical GuideDocument55 pagesNSBA Practical Guidetali_bergerNo ratings yet
- Combined Systems SEAOC Blue BookDocument3 pagesCombined Systems SEAOC Blue BookHirad GrivaniNo ratings yet
- Serge Montens - Seismic Design of Railway Bridges'Document12 pagesSerge Montens - Seismic Design of Railway Bridges'AnkitaNo ratings yet
- Nonlinear Seismic Analysis of Masonry Infill RC Buildings With PDFDocument9 pagesNonlinear Seismic Analysis of Masonry Infill RC Buildings With PDFhemantkle2uNo ratings yet
- Composite Floor Deck Design PDFDocument4 pagesComposite Floor Deck Design PDFsaipodinNo ratings yet
- 0.2 Design Audit of The Phu My Cable Stayed Bridge VietnamDocument10 pages0.2 Design Audit of The Phu My Cable Stayed Bridge VietnamThomas SharryNo ratings yet
- SYS Bolt ManualDocument64 pagesSYS Bolt ManualNoppolNorasriNo ratings yet
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionFrom EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionNo ratings yet
- New Fatigue Provisions For The Design of Crane Runway GirdersDocument9 pagesNew Fatigue Provisions For The Design of Crane Runway Girdersdicktracy11No ratings yet
- NSEL Report 014 Part IIDocument44 pagesNSEL Report 014 Part IIAllison KeyNo ratings yet
- Fatigue and Fracture CriticalDocument12 pagesFatigue and Fracture CriticalGmo01No ratings yet
- Proposed Design Criteria For Stiffened Seated Connections To Column WebsDocument25 pagesProposed Design Criteria For Stiffened Seated Connections To Column WebsBùi Văn HợpNo ratings yet
- UntitledDocument49 pagesUntitledErwin SusantoNo ratings yet
- AISC - Inspection of Welded and Bolted JointsDocument26 pagesAISC - Inspection of Welded and Bolted JointsAdisak AumpiemNo ratings yet
- Safety Data Sheet: Page 1 of 8Document8 pagesSafety Data Sheet: Page 1 of 8Tanmay DuttaNo ratings yet
- Passive and Active Structural Vibration Control in Civil EngineeringDocument388 pagesPassive and Active Structural Vibration Control in Civil EngineeringTanmay DuttaNo ratings yet
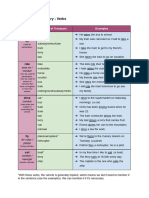
- Transport Vocabulary - VerbsDocument1 pageTransport Vocabulary - Verbsemarin17No ratings yet
- Practical Structural Examination of Container Handling Cranes in Ports and TerminalsDocument17 pagesPractical Structural Examination of Container Handling Cranes in Ports and TerminalsStella SofiaNo ratings yet
- 7500 ArticulatedDocument6 pages7500 ArticulatedPhilippine Bus Enthusiasts SocietyNo ratings yet
- 0 4 0Document1 page0 4 0mattyNo ratings yet
- Pollution in KochiDocument22 pagesPollution in KochiEric Hawk100% (1)
- Long Span Structures Stru Steel SRMDocument109 pagesLong Span Structures Stru Steel SRMThirumeni Madavan100% (1)
- 106: Former Stowfield Works, Lydbrook, Gloucestershire. Desk Based AssessmentDocument48 pages106: Former Stowfield Works, Lydbrook, Gloucestershire. Desk Based AssessmentAPAC LtdNo ratings yet
- Hyderabad Metro Rail Project: Seamless Commuting Will Be A Reality SoonDocument4 pagesHyderabad Metro Rail Project: Seamless Commuting Will Be A Reality SoonrajimuruganNo ratings yet
- Route 19 Steelton 2011.09.06Document2 pagesRoute 19 Steelton 2011.09.06blkflameszNo ratings yet
- Presented By: Anuradha Saini Athumani Rahul Goyal Presented To: Ms. Ashima Thapar Faculty, PCTEDocument25 pagesPresented By: Anuradha Saini Athumani Rahul Goyal Presented To: Ms. Ashima Thapar Faculty, PCTERahul GoyalNo ratings yet
- At-Info 58 Power Supply LinesDocument6 pagesAt-Info 58 Power Supply Linesenriqueamaya_3001049No ratings yet
- Plans From The MBTA: 'Forging Ahead'Document69 pagesPlans From The MBTA: 'Forging Ahead'wgbhnewsNo ratings yet
- Final Year Project Chap1-3 Oct16Document35 pagesFinal Year Project Chap1-3 Oct16Jonn MashNo ratings yet
- 82nd Fighter Group Newsletter #91, June 2015Document10 pages82nd Fighter Group Newsletter #91, June 2015Darren BuonaguidiNo ratings yet
- Dhuandhar FallsDocument5 pagesDhuandhar FallsSarvesh JaiswalNo ratings yet
- Electromagnetic Brake SystemDocument14 pagesElectromagnetic Brake SystemRahul Yadav100% (1)
- Draft Monorail - TechnologiesDocument7 pagesDraft Monorail - TechnologiesSudathipTangwongchaiNo ratings yet
- Train & Speed From Khairuls Bank Math (MCQ)Document20 pagesTrain & Speed From Khairuls Bank Math (MCQ)MirajulIslam100% (1)
- Programme KISMIF 2016 14 July 2016 WebDocument92 pagesProgramme KISMIF 2016 14 July 2016 WebdeboragsarqNo ratings yet
- Qcs 2010 Section 21 Part 7 Conduits and Conduit BoxesDocument8 pagesQcs 2010 Section 21 Part 7 Conduits and Conduit Boxesbryanpastor106No ratings yet
- Install Torque Handbook - Apr2019Document32 pagesInstall Torque Handbook - Apr2019kevin kurnia marpaungNo ratings yet
- RCF GMDocument38 pagesRCF GMkr_ananthNo ratings yet
- Federal Barge Lines CollectionDocument6 pagesFederal Barge Lines CollectionPaul BradeaNo ratings yet
- Black Invention MythsDocument13 pagesBlack Invention MythsARTofATRNo ratings yet
- 1.991201 - KC-DTE - Wheel Rail Friction Management Solution - Prorail99 - Paper2PRINT As Submitted - Rev 0Document6 pages1.991201 - KC-DTE - Wheel Rail Friction Management Solution - Prorail99 - Paper2PRINT As Submitted - Rev 0Bounty JhaNo ratings yet