You might also like
- Reina 2015Document9 pagesReina 2015HectorNo ratings yet
- Solubility of elemental sulfur in tolueneDocument4 pagesSolubility of elemental sulfur in tolueneGary JonesNo ratings yet
- Produced Water Treatment Technologies ReviewedDocument21 pagesProduced Water Treatment Technologies ReviewedGary JonesNo ratings yet
- Steam Properties Paper2Document9 pagesSteam Properties Paper2Gary JonesNo ratings yet
- Distillation Tray Types Operation TRBSHTDocument38 pagesDistillation Tray Types Operation TRBSHTGary JonesNo ratings yet
- Flare - Reduced Purge Rates in StacksDocument13 pagesFlare - Reduced Purge Rates in StacksGary JonesNo ratings yet
- TR Diss 1672 PDFDocument302 pagesTR Diss 1672 PDFsalamrefighNo ratings yet
- Oilfield Oil Water Solids SeparationDocument17 pagesOilfield Oil Water Solids SeparationFlor de Liz100% (1)
- Erosional VelocityDocument15 pagesErosional VelocityGary JonesNo ratings yet
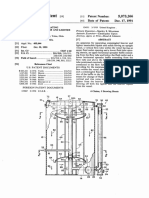
- Crude Oil Oil Treating Tank US5073266Document7 pagesCrude Oil Oil Treating Tank US5073266Gary JonesNo ratings yet
- Piping Design Paper1Document2 pagesPiping Design Paper1wmonnery2No ratings yet
- Flare - Tan PaperDocument5 pagesFlare - Tan PaperGary JonesNo ratings yet
- Liq Expansion CalculationsDocument4 pagesLiq Expansion CalculationsGary JonesNo ratings yet
- Nru 6Document4 pagesNru 6Gary JonesNo ratings yet
- Oilfield Oil Water Solids SeparationDocument17 pagesOilfield Oil Water Solids SeparationFlor de Liz100% (1)
- Colt - Line Sizing GuideDocument5 pagesColt - Line Sizing GuideGary JonesNo ratings yet
- Gas Flow HydraulicsDocument22 pagesGas Flow HydraulicsGary JonesNo ratings yet
- Crude Oil - Tanks Treating3 PDFDocument7 pagesCrude Oil - Tanks Treating3 PDFGary JonesNo ratings yet
- Background: 1 Slugging Caused by PiggingDocument33 pagesBackground: 1 Slugging Caused by PiggingGary Jones100% (1)
- Iron Sulfides - Effect On Amine PlantsDocument6 pagesIron Sulfides - Effect On Amine PlantsHsien Yu100% (1)
- Background: 1 Slugging Caused by PiggingDocument33 pagesBackground: 1 Slugging Caused by PiggingGary Jones100% (1)
- Piping Design Paper1Document2 pagesPiping Design Paper1wmonnery2No ratings yet
- Thermal expansion pressure calculationDocument9 pagesThermal expansion pressure calculationGary JonesNo ratings yet
- Acid Dewpoint - Acidic Dewpoint CorrelationDocument10 pagesAcid Dewpoint - Acidic Dewpoint CorrelationGary Jones100% (1)
- Sulfuric Acid Dew Point Paper 2Document4 pagesSulfuric Acid Dew Point Paper 2Gary Jones100% (1)
- H2S Solubility in WaterDocument10 pagesH2S Solubility in WaterGary JonesNo ratings yet
- Background: 1 Slugging Caused by PiggingDocument33 pagesBackground: 1 Slugging Caused by PiggingGary Jones100% (1)
- Flammability Paper4Document6 pagesFlammability Paper4Gary JonesNo ratings yet
- Water HammerDocument2 pagesWater HammerGary JonesNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)