You might also like
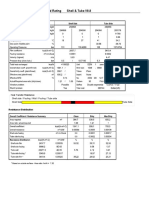
- Aspen Exchanger Design and Rating Shell & Tube V8.8: Overall PerformanceDocument1 pageAspen Exchanger Design and Rating Shell & Tube V8.8: Overall PerformanceHoàng Minh ÁiNo ratings yet
- 4.1 16163070-BOM - 01 CommentedDocument3 pages4.1 16163070-BOM - 01 CommentedHoàng Minh ÁiNo ratings yet
- CLCDocument3 pagesCLCHoàng Minh ÁiNo ratings yet
- Aspen Exchanger Design and Rating Shell & Tube V8.8: Overall PerformanceDocument1 pageAspen Exchanger Design and Rating Shell & Tube V8.8: Overall PerformanceHoàng Minh ÁiNo ratings yet
- Script File To Calculate The Fugacity of A Mixture Based On TheDocument5 pagesScript File To Calculate The Fugacity of A Mixture Based On TheHoàng Minh ÁiNo ratings yet
- FLoodingDocument17 pagesFLoodingHoàng Minh ÁiNo ratings yet
- BVBVDocument67 pagesBVBVHoàng Minh ÁiNo ratings yet
- FLoodingDocument4 pagesFLoodingHoàng Minh ÁiNo ratings yet
- FLooding FactorDocument20 pagesFLooding FactorHoàng Minh ÁiNo ratings yet
- Dresser Italia S.R.L.: MasoneilanDocument1 pageDresser Italia S.R.L.: MasoneilanHoàng Minh ÁiNo ratings yet
- Info RASCHIG Super Ring 250Document24 pagesInfo RASCHIG Super Ring 250Hoàng Minh ÁiNo ratings yet
- 20/01/2018 17:43 MATLAB Command Window 1 of 1Document1 page20/01/2018 17:43 MATLAB Command Window 1 of 1Hoàng Minh ÁiNo ratings yet
- GPSADocument13 pagesGPSAMuhammadNo ratings yet
- E5006 ModelDocument1 pageE5006 ModelHoàng Minh ÁiNo ratings yet
- NCNCDocument2 pagesNCNCHoàng Minh ÁiNo ratings yet
- Dresser Italia S.R.L.: MasoneilanDocument1 pageDresser Italia S.R.L.: MasoneilanHoàng Minh ÁiNo ratings yet
- HFHFDocument37 pagesHFHFHoàng Minh ÁiNo ratings yet
- Optimized Gas Treating, IncDocument1 pageOptimized Gas Treating, IncHoàng Minh ÁiNo ratings yet
- READMEDocument4 pagesREADMEHoàng Minh ÁiNo ratings yet
- Optimized Gas Treating, Inc PDFDocument1 pageOptimized Gas Treating, Inc PDFHoàng Minh ÁiNo ratings yet
- GDGDFDocument8 pagesGDGDFHoàng Minh ÁiNo ratings yet
- Profit Controller - Implementation Course 4516: Process SolutionsDocument5 pagesProfit Controller - Implementation Course 4516: Process SolutionsHoàng Minh ÁiNo ratings yet
- EML PumpDocument6 pagesEML PumpJordan Alejandro CoronaNo ratings yet
- Api ListDocument2 pagesApi ListHoàng Minh Ái50% (2)
- 03RMPCODocument58 pages03RMPCOHoàng Minh ÁiNo ratings yet
- Profit Controller Design Considerations: Process SolutionsDocument41 pagesProfit Controller Design Considerations: Process SolutionsHoàng Minh ÁiNo ratings yet
- Seal 1Document6 pagesSeal 1Hoàng Minh ÁiNo ratings yet
- Find The Best Licensing Option For Your Business - WangDocument36 pagesFind The Best Licensing Option For Your Business - WangHoàng Minh ÁiNo ratings yet
- Ese 00528 enDocument36 pagesEse 00528 enHoàng Minh ÁiNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Risk Management Using Risk+ (V5)Document91 pagesRisk Management Using Risk+ (V5)Glen AllemanNo ratings yet
- DataMining Course Handout PDFDocument5 pagesDataMining Course Handout PDFRaja KarthikNo ratings yet
- Lecture 2Document73 pagesLecture 2Mohammed Berras AliNo ratings yet
- Face Recognition Web App Tutorial: by Fatih Cagatay AkyonDocument14 pagesFace Recognition Web App Tutorial: by Fatih Cagatay AkyonMancho JaramilloNo ratings yet
- Hayashi chp3Document57 pagesHayashi chp3Jargalmaa ErdenemandakhNo ratings yet
- Homework 1 Data Types OperationsDocument2 pagesHomework 1 Data Types Operationslam nguyen duy hoangNo ratings yet
- Linear Stability of Lid-Driven Cavity Flow: Articles You May Be Interested inDocument13 pagesLinear Stability of Lid-Driven Cavity Flow: Articles You May Be Interested inDebendra Nath SarkarNo ratings yet
- BMATC101Document12 pagesBMATC101kartiknaik11122003No ratings yet
- Rhino Licensing - James GregoryDocument3 pagesRhino Licensing - James GregoryJairo RuizNo ratings yet
- Qarsam Ilyas Roll No 7: A Brief Introduction To Lagrange Multipliers and Its Economic ApplicationDocument21 pagesQarsam Ilyas Roll No 7: A Brief Introduction To Lagrange Multipliers and Its Economic ApplicationQarsam IlyasNo ratings yet
- ST2187 Business Analytics Applied Modelling and PredictionDocument2 pagesST2187 Business Analytics Applied Modelling and PredictionMihirinie AbhayawardhanaNo ratings yet
- CV Ashish DangiDocument2 pagesCV Ashish DangishamsehrNo ratings yet
- Camacho2007 PDFDocument24 pagesCamacho2007 PDFFabianOmarValdiviaPurizacaNo ratings yet
- Petri Net SlideDocument15 pagesPetri Net SlideKath UNo ratings yet
- Optimization Presentation 2015Document80 pagesOptimization Presentation 2015fnagiNo ratings yet
- Rainbow Tables PDFDocument10 pagesRainbow Tables PDFaltus_aryaNo ratings yet
- Automatic Methods For Infant Cry Classification: Abstract - Studies Have Shown That Newborns Are CryingDocument4 pagesAutomatic Methods For Infant Cry Classification: Abstract - Studies Have Shown That Newborns Are CryingnidhalNo ratings yet
- Bstat Amity 105 IDocument3 pagesBstat Amity 105 ISanjoy BrahmaNo ratings yet
- AS306 Credibility TheoryDocument2 pagesAS306 Credibility TheoryMayWy KyNo ratings yet
- IMPLEMENTATION OF FAST FOURIER TRANSFORM SELF STUDYDocument28 pagesIMPLEMENTATION OF FAST FOURIER TRANSFORM SELF STUDYRaheetha AhmedNo ratings yet
- SNM Question Bank 1Document3 pagesSNM Question Bank 1vima210421No ratings yet
- R Bar Charts Visualize DataDocument3 pagesR Bar Charts Visualize Dataaadi1988No ratings yet
- Z TransformDocument15 pagesZ TransformSureshKumarNo ratings yet
- Gesture Recognition - WriteUpDocument2 pagesGesture Recognition - WriteUpVaishak JayaramNo ratings yet
- Navigating an Amusement Park with Graph TheoryDocument4 pagesNavigating an Amusement Park with Graph TheoryCourtney Jennings0% (1)
- WorkDocument5 pagesWorkPedroNo ratings yet
- Week2 - 2022 - Biological Data Science - Polikar - Traditional Machine Learning LectureDocument123 pagesWeek2 - 2022 - Biological Data Science - Polikar - Traditional Machine Learning LectureroderickvicenteNo ratings yet
- Solution Manual For Introduction To Applied Linear Algebra 1st by BoydDocument37 pagesSolution Manual For Introduction To Applied Linear Algebra 1st by Boydernestocolonx88p100% (16)
- Chapter 6-Distribution and Network Models: Multiple ChoiceDocument24 pagesChapter 6-Distribution and Network Models: Multiple ChoicePhie phieNo ratings yet
- Peer-To-Peer Social Networking in Shychat: Hatem A. MahmoudDocument4 pagesPeer-To-Peer Social Networking in Shychat: Hatem A. MahmoudHatem A. MahmoudNo ratings yet