You might also like
- Astm F714Document10 pagesAstm F714santiago barrionuevoNo ratings yet
- BLDG 2007 Renovation MCB Quantico: Mica PlatesDocument25 pagesBLDG 2007 Renovation MCB Quantico: Mica PlatesMohd HaroonNo ratings yet
- Plastic Piping Handbook PDFDocument359 pagesPlastic Piping Handbook PDFJorgeNo ratings yet
- HDPE DesignDocument15 pagesHDPE Designalmandhari3383% (6)
- FRP Hdpe ComparisonDocument3 pagesFRP Hdpe ComparisonbcsmurthyNo ratings yet
- Notes On Power Generation Transmission and DistributionDocument1 pageNotes On Power Generation Transmission and DistributionVishnu ShankerNo ratings yet
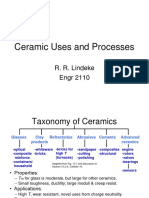
- Ceramic Uses and ProcessesDocument22 pagesCeramic Uses and ProcessesWang Zheng FengNo ratings yet
- 1 Formulating Clear Conditioning Shampoos Judy Zhuang InolexDocument23 pages1 Formulating Clear Conditioning Shampoos Judy Zhuang InolexNemanja Nikolic100% (3)
- Overview of GRP PipesDocument14 pagesOverview of GRP PipesMD IBRARNo ratings yet
- Stress Analysis of GRP-GRE-FRP PipingDocument4 pagesStress Analysis of GRP-GRE-FRP PipingHmd MokhtariNo ratings yet
- High Density Polyethylene - HDPE - Pipe and FittingsDocument8 pagesHigh Density Polyethylene - HDPE - Pipe and Fittingsnilesh_erusNo ratings yet
- Ptfe Lined Pipe CatalogDocument24 pagesPtfe Lined Pipe CatalogchabibNo ratings yet
- Hdpe Pipe CatalogDocument15 pagesHdpe Pipe CatalogFirst LastNo ratings yet
- Unlock-Durcomet 100 (CD-4MCu)Document8 pagesUnlock-Durcomet 100 (CD-4MCu)Dimas Pratama PutraNo ratings yet
- Standard Specification For Fiberglass, (Fibra de Vidrio)Document5 pagesStandard Specification For Fiberglass, (Fibra de Vidrio)coltkidNo ratings yet
- Pe3608 & Pe4710Document2 pagesPe3608 & Pe4710Pratik Ray Chaudhury100% (1)
- Future Pipe InfoDocument29 pagesFuture Pipe Infomekag94No ratings yet
- Thickness MAWP CalculationsDocument1 pageThickness MAWP Calculationsramananrv123No ratings yet
- DVS 2017 Table of Contents 2Document11 pagesDVS 2017 Table of Contents 2Thuong Vu ThanhNo ratings yet
- ClydeBergemannSootblowers PrinceGeorge06Document36 pagesClydeBergemannSootblowers PrinceGeorge06Arun YogaNo ratings yet
- FRP Flange Design MethodologyDocument10 pagesFRP Flange Design MethodologyA.Subin DasNo ratings yet
- Burst PR Calculation PDFDocument1 pageBurst PR Calculation PDFAranga KeerthiNo ratings yet
- T&A Flange Insulation Kits PDFDocument4 pagesT&A Flange Insulation Kits PDFJuan CarlosNo ratings yet
- Scissor Shoe Mechanical Shoe Primary External Floating Roof SealDocument2 pagesScissor Shoe Mechanical Shoe Primary External Floating Roof Sealnaveenbaskaran1989No ratings yet
- BS Bolt MaterialDocument1 pageBS Bolt MaterialKamlesh LuharNo ratings yet
- 357-PressureEquivalentMethod 2007ASMESectionVIIIDivision2Document4 pages357-PressureEquivalentMethod 2007ASMESectionVIIIDivision2ZAZZERA125No ratings yet
- PN & SDR ConversionDocument1 pagePN & SDR Conversionjacok22No ratings yet
- PB101424 0Document9 pagesPB101424 0emilio mendez olveraNo ratings yet
- Hose&Braid Catalog FlexicraftDocument24 pagesHose&Braid Catalog Flexicraftkutts76No ratings yet
- CAESAR II Vs START-PROF Comparison PDFDocument77 pagesCAESAR II Vs START-PROF Comparison PDFyou kackNo ratings yet
- Multi Layer Pressure VesselsDocument8 pagesMulti Layer Pressure VesselsprivatehomeNo ratings yet
- PPI Handbook Above GroundDocument24 pagesPPI Handbook Above GroundNeil MalottNo ratings yet
- C592 13Document9 pagesC592 13Ichwan Ciptadi100% (1)
- Definition and Details of Flanges - Types of FlangesDocument11 pagesDefinition and Details of Flanges - Types of FlangesSUKANTA DALAINo ratings yet
- FRP PipingDocument19 pagesFRP PipingprocesspipingdesignNo ratings yet
- Datasheet For Side Entry MixerDocument4 pagesDatasheet For Side Entry Mixervinoj chandranNo ratings yet
- Armtec Boss Hdpe 2016 09 e 1Document16 pagesArmtec Boss Hdpe 2016 09 e 1Amos ChikwengoNo ratings yet
- Interpretation VIII 1-16-85Document1 pageInterpretation VIII 1-16-85Prashant Rane100% (1)
- ISCO HDPE Product Catalog-HDPE PipeDocument6 pagesISCO HDPE Product Catalog-HDPE PipeJorge Santos RomeroNo ratings yet
- PipingDocument4 pagesPipingramthecharm_46098467No ratings yet
- Petroleum Development Oman LLC: Appendix-2: Pipe Stress Analysis Checklist-Input/OutputDocument5 pagesPetroleum Development Oman LLC: Appendix-2: Pipe Stress Analysis Checklist-Input/OutputAbhijeetNo ratings yet
- Pulsation Design ReqsDocument2 pagesPulsation Design ReqsdigecaNo ratings yet
- 11 Heat Transfer To The Riser Wall of A Circulating Fluidised Bed CFBDocument8 pages11 Heat Transfer To The Riser Wall of A Circulating Fluidised Bed CFBMahesh DasarNo ratings yet
- Difference Between Wrought Fittings and Forged Fittings - Google GroupsDocument1 pageDifference Between Wrought Fittings and Forged Fittings - Google Groupsim4uim4uim4uNo ratings yet
- Ameron PSXJFDocument4 pagesAmeron PSXJFmohammadazraiNo ratings yet
- Wavistrong Installation ManualDocument63 pagesWavistrong Installation ManualRenganathan Prabunath0% (1)
- TR 33 Generic Butt Fusion Joining Gas PipeDocument40 pagesTR 33 Generic Butt Fusion Joining Gas PipeRamonezeNo ratings yet
- Astm D3982Document7 pagesAstm D3982Gene DiJoseph100% (1)
- Coefficient of Friction of PipesDocument1 pageCoefficient of Friction of PipesAlden CayagaNo ratings yet
- Design Detailed Stress Analysis of Double Walled PipingDocument12 pagesDesign Detailed Stress Analysis of Double Walled PipingpritamNo ratings yet
- Pipe Wall Thickness, Hoop Stress and Sustain Stress QuestionDocument10 pagesPipe Wall Thickness, Hoop Stress and Sustain Stress QuestionSharun Suresh100% (1)
- Better Piping and Expansion Joint DesignDocument3 pagesBetter Piping and Expansion Joint DesignSeungmin PaekNo ratings yet
- Pexgol Engineering Guide Indus 2012-09 SingelDocument102 pagesPexgol Engineering Guide Indus 2012-09 SingelFlorin StanciuNo ratings yet
- Dampers: Air Chem Systems, IncDocument12 pagesDampers: Air Chem Systems, Inchector.pineda7111No ratings yet
- OTA Fiberglass Pipe Shaver 2020Document10 pagesOTA Fiberglass Pipe Shaver 2020Ralf Woolf100% (1)
- Managing Stress Piping SystemsDocument4 pagesManaging Stress Piping SystemsisyentNo ratings yet
- Polytetrafluoroethylene (PTFE) Plastic-Lined Ferrous Metal Pipe, Fittings, and FlangesDocument5 pagesPolytetrafluoroethylene (PTFE) Plastic-Lined Ferrous Metal Pipe, Fittings, and FlangesGovind RajNo ratings yet
- HDPE Pipe PresentationDocument17 pagesHDPE Pipe PresentationSiddiqui Muhammad AshfaqueNo ratings yet
- Camparison For GRP & HDPE PipeDocument9 pagesCamparison For GRP & HDPE PipeThe Khabay Shabay100% (1)
- Introduction To FRP Pipes Their Properties Specification Codes Joining Supporting and Applications WDocument7 pagesIntroduction To FRP Pipes Their Properties Specification Codes Joining Supporting and Applications WjoecardNo ratings yet
- What Is HDPE Pipe Types and Design of HDPE Pipes With PDFDocument9 pagesWhat Is HDPE Pipe Types and Design of HDPE Pipes With PDFTanvir ChowdhuryNo ratings yet
- PE 4710 Tech Note PDFDocument2 pagesPE 4710 Tech Note PDFCarlos GutierrezNo ratings yet
- FRP Piping Technical Aspects - Joints Etc.Document15 pagesFRP Piping Technical Aspects - Joints Etc.A_ValsamisNo ratings yet
- Acetic Acid Industrial ChemistryDocument12 pagesAcetic Acid Industrial ChemistryPragadeeshNo ratings yet
- Iso 11114 2 2021Document11 pagesIso 11114 2 2021Xiaohang HENo ratings yet
- PDFDocument12 pagesPDFALINo ratings yet
- The 2nd EPI International Confrence On Science and EngineeringDocument101 pagesThe 2nd EPI International Confrence On Science and EngineeringMuh. Saeful MHNo ratings yet
- Pickled and Oiled Steel CoilsDocument36 pagesPickled and Oiled Steel CoilsX800XLNo ratings yet
- Factors Affecting Strength of ConcreteDocument4 pagesFactors Affecting Strength of Concreteعباس حمزة الحسين100% (1)
- Pipe and Tube Bursting PressuresDocument2 pagesPipe and Tube Bursting PressuresRaymond MetselaarNo ratings yet
- Nalfleet 2000 25 LTRDocument2 pagesNalfleet 2000 25 LTRKelvin FaneyteNo ratings yet
- Galvanizing Vs Inorganic ZincDocument11 pagesGalvanizing Vs Inorganic ZincRahul MoottolikandyNo ratings yet
- WA500 Technical Data SheetDocument2 pagesWA500 Technical Data SheetJoel R. ChanNo ratings yet
- Jaeger Column InternalsDocument15 pagesJaeger Column Internalslazy5No ratings yet
- Gas LawDocument6 pagesGas LawrambabuNo ratings yet
- Polygel Titanates BrochureDocument12 pagesPolygel Titanates BrochureMenoddin shaikhNo ratings yet
- 01-SAMSS-039 PDF Download - Induction Pipe BendsDocument4 pages01-SAMSS-039 PDF Download - Induction Pipe BendsZahidRafiqueNo ratings yet
- Valves Chuchu Dacayeux PDFDocument49 pagesValves Chuchu Dacayeux PDFConnie RodriguezNo ratings yet
- Astm A800Document6 pagesAstm A800utreshwarmiskinNo ratings yet
- 2020 BUILDING TECHNOLOGY 1 Module 1 Lecture 2a - Stone and Concrete MasonryDocument41 pages2020 BUILDING TECHNOLOGY 1 Module 1 Lecture 2a - Stone and Concrete Masonrylia immie rigoNo ratings yet
- Jis G 1314-2-2011Document16 pagesJis G 1314-2-2011Arry Rahmadi0% (1)
- 5056 Aluminium HoneycombDocument2 pages5056 Aluminium Honeycombmacon20000No ratings yet
- Masonry Works Report TemplateDocument54 pagesMasonry Works Report TemplateJULIE JOY ALDAYNo ratings yet
- Comparative Study of Different Calcined Waste Shells As Partial Replacement To Cement in MortarDocument1 pageComparative Study of Different Calcined Waste Shells As Partial Replacement To Cement in MortarBillie Ian B. Salamante Jr.No ratings yet
- Text Elsen Cement Finalrevision 17 08Document36 pagesText Elsen Cement Finalrevision 17 08Cynthia EspinosaNo ratings yet
- The Witcher TRPG Complete Craftsman's CatalogueDocument48 pagesThe Witcher TRPG Complete Craftsman's CatalogueJocelyn MarleauNo ratings yet
- CBE 40445 Introduction To CatalysisDocument29 pagesCBE 40445 Introduction To CatalysiscrazyNo ratings yet
- Hottap & Linestop: WWW - Propipe.EsDocument12 pagesHottap & Linestop: WWW - Propipe.EsLeston DsouzaNo ratings yet
- Experimental and Finite Element Studies On The Behavior of Hybrid Reinforced Concrete BeamsDocument12 pagesExperimental and Finite Element Studies On The Behavior of Hybrid Reinforced Concrete Beamscharvi shinyNo ratings yet
- Soap, Fatty Acids, and Synthetic Detergents: Janine Chupa, Steve Misner, Amit Sachdev, and George A. SmithDocument2 pagesSoap, Fatty Acids, and Synthetic Detergents: Janine Chupa, Steve Misner, Amit Sachdev, and George A. SmithWria AbdulrahmanNo ratings yet